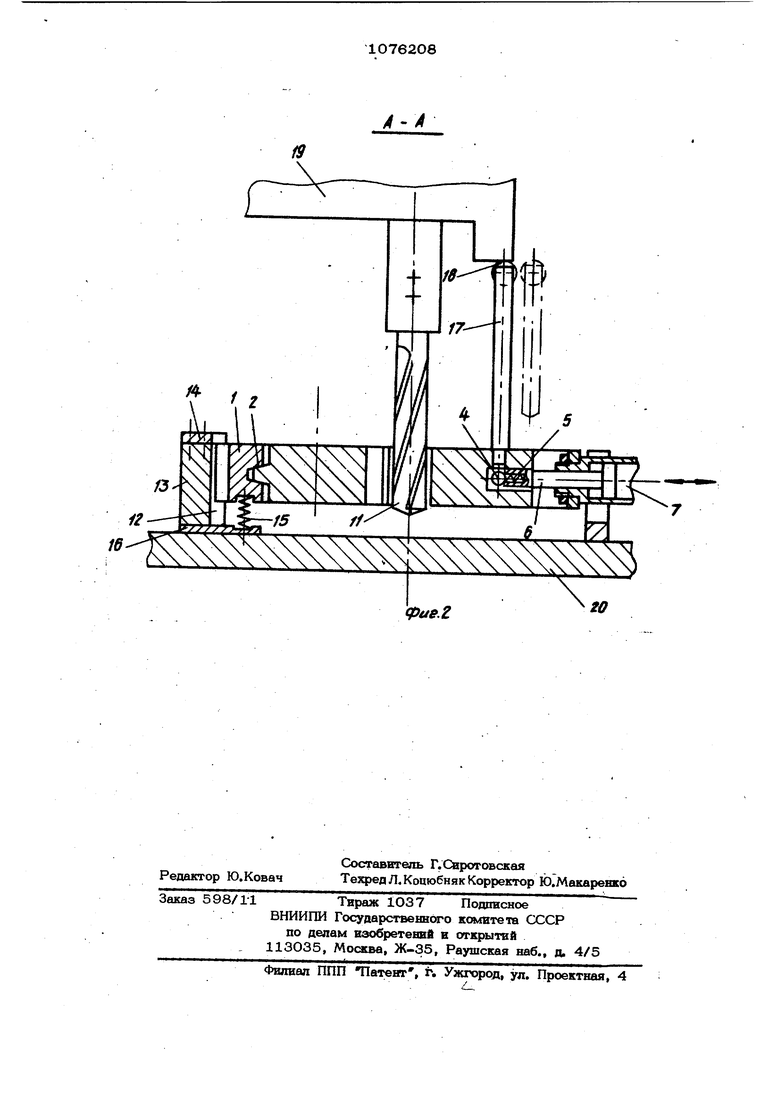
110 Изобретеиие относится к обработке метаппов резанием, в частности, к устройствам апя ваправпения инстр ента при сверлеНИИ отверстий. По основному авт. св. № 837602 известен кондуктор апя сверления отверстий, содержащий установленную в корпусе кондукторную ппиту с центрирующим инструмент элементом, которая выполнен в заиде двух сопрягающихся частей, установленных с возможностью перемещения в направляюпаос корпуса, а иентирукшщй элемент выполнен в виде пластин, расположешшх под углом к оси инструмента, равным углу обратной конусности инструмента 1, Недостатком известного кондуктора является то, что он не обеспечивает беэ зазорного соединения в паре сверло- цен трирующий элемент в процессе врезания, так как по мере увеличения глубины врезания увеличиваете я зазор в соединении из-за наличия обратной конусности сверла, что снижает точность обработки отверстий. Цель изобрегения - повышение точнос ти обработки отверстий за счет одновременного перемещения ксйндукторной плиты и инструмента в процессе врезания. Указанная цель достигаетсь тем, что кондуктор для.сверления отверстий, содержащий установленную в корпусе кондукторную nmiTy с центрирующим инструмент элементом, которая выполнена в виде двух сопрягакшшхся частей, установленных с возможностью перемещения в направляющих корпуса, а центрирующий элемент выполнен в виде пластин, расположенных, под углом к оси инструмента, равным углу обратной конусности инструмента, дополнительно снабжен стойкой с основанием и направляющими для перемещения корпуса кондукторной плиты и роликовыми толкателями, устансжлен ными на сопрягаемых частях кондукторной плиты, причем корпус подпружинен относительно основания. На фш, 1 представлен кондуктор дата сверления отверстий, вид сверху; на фиг. 2 - разрез А-А на фиг. 1. Устройство содержит корпус 1 с направляющими 2. В Н аправляклдих 2 установлены с возможностью перемещения две сопрягающиеся плиты.3, которые посредством шариков 4, пружин 5 и штоков 6 связаны с пневмоцилиндрами 7. В корпусе 1 установлены неподвижные упоры 8 и регулируемые конические упоры 9, ограничивающие ход подвижных плит 3. О8 К плитам прикреплены оентрнруюише пластинки 10, закрепленные между собой под углом 9О®, а по отношеЗйю к оси сверла 11 под углом , равным углу обратной конусности инструмента. Корпус 1 расположен с возможностью перемещения в дополнительных направляк цщх 12 стойки 13 и поджат до упора 14 п{ жинами 15, расположенными между корпусом 1 и основанием 16. На раздвижных сопрягающихся плитах з установлены толкатели 17 с роликами le на конце, в; аимодействуюишми с кордусом шпиндельной головки 19 при сведенных плитах 3. Устройство работает следующим обПеред началом обработки плиты 3 ра ведены, сверла 11 ускоренно подводят к поверхности обрабатываемой детали 20, после чего подачей сжатого воздуха в бесштоковые полости пневмоцилиндра 7 посредством штоков 6, пружин 5 и шариков 4 плиты 3 сдвигаются до конических упоров 9, настроенных на Получение беззазорного соединения в паре сверло 11 центрирующие пластинки 1О. При этом толкатели 17 роликами 18 касаются корпуса шпиндельной головки 19. Включают вращение шпинделя и рабочую подачу сверла 11. при толкатели 17 воздействуют на плиты 3 и через них на корпус 1, сжимай пружины 15. Корпус 1 перемещается по дополш тельным направляющим 12 со скоростью, равной величине подачи сверла 11, без относительного перемещения инструмента и центрирующих пластин 10 с постоянным беззазорным соединением. При окончании врезания, когда свер 11 углубится в деталь 20 до получе ния диаметра сверления, т.е. сцентрируется в отверстии, плиты 3 посредством штоков 6 раздвигаются. Ролики 18 толкателей 17 скатываются с корпуса шпиндельной головки 19, корпус 1 приподнимается пружинами 15 до упор4 14, подготовив устройство к следующему циклу обработки, а сверло 11 при этом продолжает дальнейшую обработку по засверленному отверстию, Таким образом, использование предлагаемого кондуктора позволит псжысвть точность обработки отверстий, поскольку в паре инструмент- центрирующие элементы отсутствует зазор на протяжении всего процесса врезания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор для сверления отверстий | 1979 |
|
SU837602A1 |
| Устройство для направления режущего инструмента | 1983 |
|
SU1143522A1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| СПОСОБ СКОРОСТНОГО СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534176C1 |
| Агрегатный станок | 1985 |
|
SU1288026A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Приспособление для кондукторного сверления | 1980 |
|
SU908549A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| Кондуктор для сверления отверстий | 1984 |
|
SU1177078A1 |
| Устройство для контроля целостности инструмента | 1986 |
|
SU1364410A1 |
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ по авт. св.N9 837602, отличающийся тем, что, с цепью повышения точности обработки отверстий за счет оцновремеиного перемещения кондукторной ппиты н инстру мента в процессе врезания, он снабжен стойкой с основанием и направляющими дпя перемещения корпуса кондукторной ппиты и ропвкоБымитопкатепямн устаяое пенными на ссшрягаемых частях кондукторной ппиты, причем корпус подпружвнен относительно основания. Т
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для зажима петель, сапожных крючков и т.п. предметов при лакировке их | 1926 |
|
SU8376A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
