Изобретение относится к машиностроению, в частности станкостроению для металлургии, и может быть использовано в станках и других средствах для абразивной зачистки прокатных заготовок круглого сечения.
Целью изобретения является упрощение конструкции.
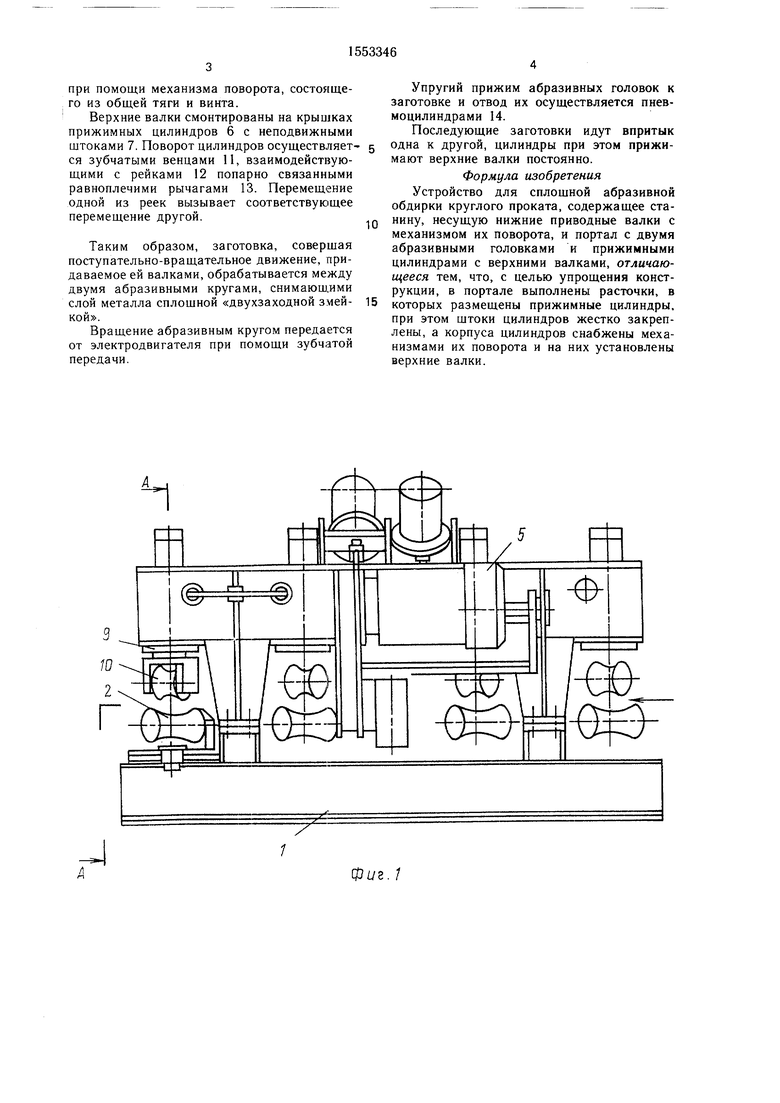
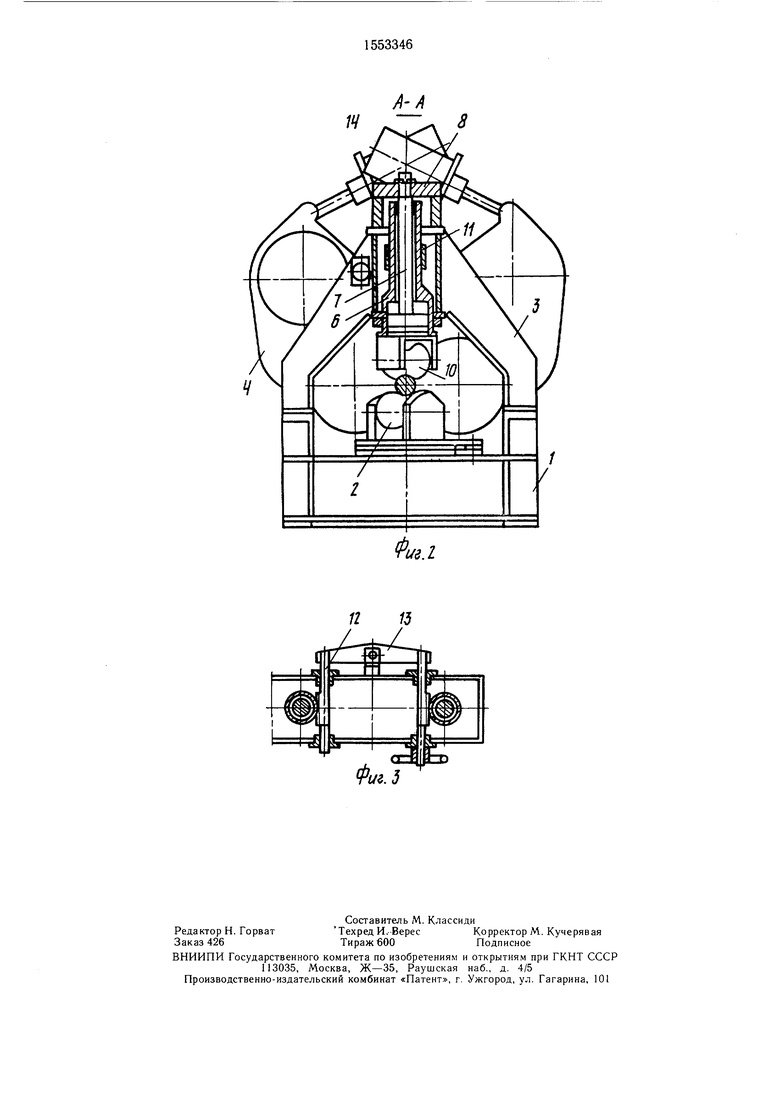
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - механизм поворота прижимных цилиндров.
Устройство для сплошной обдирки круглого проката содержит станину 1, на которой смонтированы приводные валки 2 (четыре штуки). Для настройки шага обдирки они имеют возможность поворачиваться вокруг вертикальной оси на ±4° при помощи механизма поворота.
На станине неподвижно закреплен портал 3, на котором установлены две абразивные головки 4 с приводами 5.
В расточках портала смонтированы прижимные цилиндры 6, штоки 7 которых закреплены неподвижно в съемных плитах 8.
Цилиндры имеют возможность вертикального перемещения и поворота.
На нижних крышках 9 прижимных цилиндров закреплены верхние валки 10.
Прижимные цилиндры снабжены зубчатыми венцами 11, взаимодействующими с рейками 12, попарно связанными между собой равноплечими рычагами 13.
Для прижима абразивных кругов к заготовке для каждой абразивной головки предусмотрены пневмоцилиндры 14.
Устройство работает следующим образом.
Осуществляется предварительная настройка на шаг в зависимости от диаметра заготовки. Шаг винтовой линии должен быть несколько меньше суммарной толщины кругов абразивных головок. Затем вдоль оси станка подается заготовка, захватывается косорасположенными нижними валками 2 и верхними валками 10, сначала первой парой, потом второй.
Нижние валки приводные, они поворачиваются вокруг вертикальной оси на ±4°
01 СП
со со
4
о:
при помощи механизма поворота, состоящего из общей тяги и винта.
Верхние валки смонтированы на крышках прижимных цилиндров 6 с неподвижными штоками 7. Поворот цилиндров осуществляет ся зубчатыми венцами 11, взаимодействующими с рейками 12 попарно связанными равноплечими рычагами 13. Перемещение одной из реек вызывает соответствующее перемещение другой.
Таким образом, заготовка, совершая поступательно-вращательное движение, придаваемое ей валками, обрабатывается между двумя абразивными кругами, снимающими слой металла сплошной «двухзаходной зией- кой.
Вращение абразивным кругом передается от электродвигателя при помощи зубчатой передачи
0
Упругий прижим абразивных головок к заготовке и отвод их осуществляется пнев- моцилиндрами 14.
Последующие заготовки идут впритык одна к другой, цилиндры при этом прижимают верхние валки постоянно. Формула изобретения
Устройство для сплошной абразивной обдирки круглого проката, содержащее станину, несущую нижние приводные валки с механизмом их поворота, и портал с двумя абразивными головками и прижимными цилиндрами с верхними валками, отличающееся тем, что, с целью упрощения конструкции, в портале выполнены расточки, в которых размещены прижимные цилиндры, при этом штоки цилиндров жестко закреплены, а корпуса цилиндров снабжены механизмами их поворота и на них установлены верхние валки.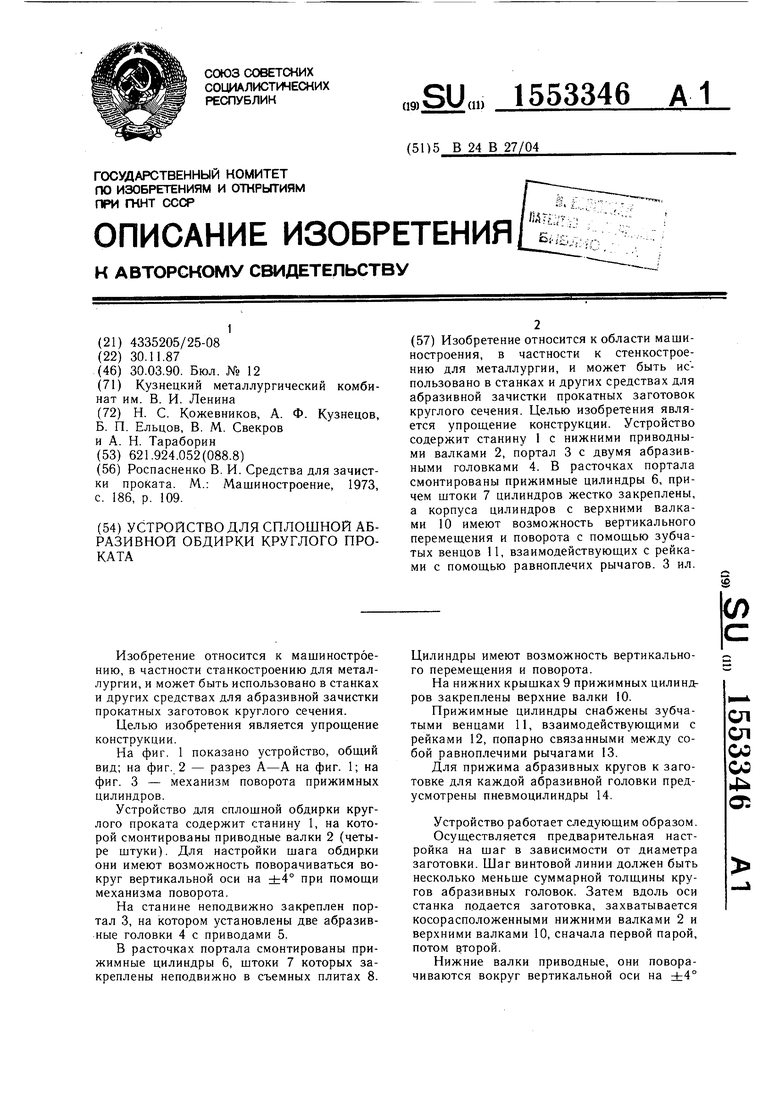
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальное устройство для обдирки проката | 1975 |
|
SU596423A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Устройство для шлифования торцов пружин | 1987 |
|
SU1458169A1 |
| Устройство для изготовления клейм | 1980 |
|
SU963600A1 |
| Гайковерт для монтажа на валки подушек с подшипниками и их демонтажа | 1989 |
|
SU1743781A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ПРУЖИН | 1992 |
|
RU2008170C1 |
| СТЕНД ДЛЯ МОНТАЖА ГАЕК НА ПРОКАТНЫЕ ВАЛКИ | 1998 |
|
RU2147502C1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
Изобретение относится к области машиностроения, в частности к станкостроению для металлургии, и может быть использовано в станках и других средствах для абразивной зачистки прокатных заготовок круглого сечения. Целью изобретения является упрощение конструкции. Устройство содержит станину 1 с нижними приводными валками 2, портал 3 с двумя абразивными головками 4. В расточках портала смонтированы прижимные цилиндры 6, причем штоки 7 цилиндров жестко закреплены, а корпуса цилиндров с верхними валками 10 имеют возможность вертикального перемещения и поворота с помощью зубчатых венцов 11, взаимодействующих с рейками с помощью равноплечих рычагов. 3 ил.
1
Фиг 7
иг. I
11 15
Фиг.З
| Роспасненко В | |||
| И | |||
| Средства для зачистки проката | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
