.Z
ных пружин за счет автоматизации процесса ггодачи заготовки детали в зону обработки. Призма для пружин установлена в каретке 8 с возможностью поворота на 180° в горизонтальной плоскости и 90° в вертикальной плоскости посредством зубчато-реечных механизмов, размещенных внутри вала 9 и в каретке 8. Приводной держатель 19 пружины закреплен на каретке над призмой и связан с транспортной системой приводной транспортной каретко установленной в зоне загрузки-выгрузки пружин из призмы и имеющей два наклонных лотка: нижний - загрузочный и верхний - разгрузонный. В призму 1 1 , развернутую на 90° в вертикальной плоскости, с транспортной системы поступает пружина. Призма возвращается в исходное положение, деталь 26 поджимается держателем 19, включается механизм осцилляции и происходит обработка торца пружины. Обработка второго торца происходит аналогично после поворота призмы на 180 в горизонтальной плоскости. После об- работки обоих торцов призма поворачивается на 90° в вертикальной плоскости и деталь скатывается в транс- ,портную систему. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ПРУЖИН | 1992 |
|
RU2008170C1 |
| Автооператор | 1969 |
|
SU344701A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автоматическая линия обработки пружин | 1989 |
|
SU1691068A1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Станок для одновременного шлифования всех или нескольких кулачков распределительного вала | 1961 |
|
SU147939A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Станок для шлифования торцов пружин | 1988 |
|
SU1548015A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
Изобретение относится к устройствам для абразивной обработки торцов деталей и может быть использовано В мащиностррительной и других отраслях п мьшшенности. Цель изобретения - повышение производительности и качества обработки крупногабарит- 3 S О) с :л 00
1
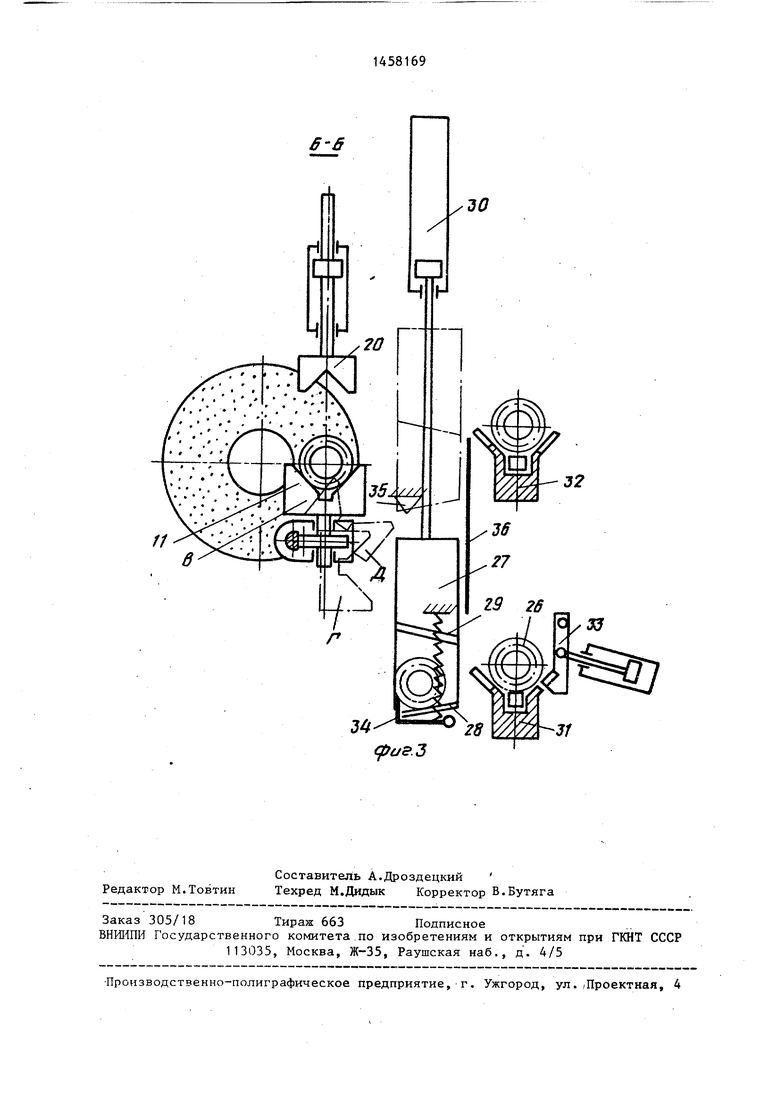
Изобретение относится к устройствам для абразивной обработки торцов цилиндрических винтовьп4 пружин, преимущественно крупногабаритных, например, для подвижного состава железных дорог, и может быть использовано в машиностроительной промышлен- нос ти. .
Цель изобретения - повышение про- изводительности и качества обработки крупногабаритных пружин за счет автоматизации процесса подачи заготовки детали в зону обработки.
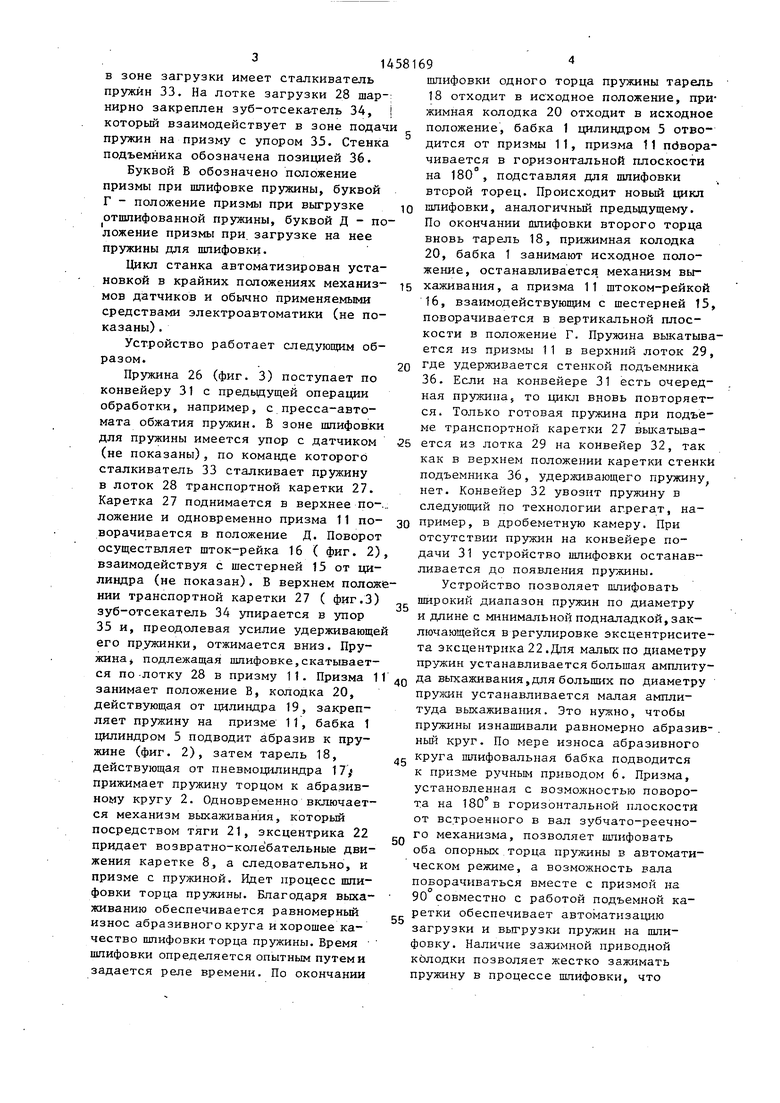
На фиг. 1. показано устройство, вид сверху, на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. t.
Устройство содержит шлифовальную бабку 1 с абразивным кругом 2, имею- щим вращение от электродвигателя 3 (фиг. 2). Бабка установлена с возможностью перемещения на станине 4 Перемещается она от цилиндра 5 или от ручного привода 6. На станине 4 такж установлена с возможностью качания на валу 7 каретка 8. Внутри коробки установлен с возможностью поворота вал 9, который на конце имеет цапфу 10 с прикрепленной к ней призмой 11. Внутри вала 9 имеется зубчато-реечный механизм поворота призмы на 180 в горизонтальной плоскости, состоящий из шестерни 12, закрепленной на цапфе призмы, взаимодействующий с
шток-рейкой 13, которая является элементом встроенного в вал 9 цилиндра 14. Снаружи вала 9 в каретке 8 находится механизм поворота призмы на 90° в вертикальной плоскости, сос- ТОЯ1ЦИЙ из шестерни 15, закрепленной на валу призмы, шток-рейки 16, получающей возвратно-поступательное движение от цилиндрд. (не показан), закрепленного на каретке 8. Внутри каретки 8 установлен пневмоцилиндр 17 с закрепленной на его штоке та- релью 18. На крьш1е каретки 8 установлен держатель пружин, состояш 1Й из цилиндра 19 с закрепленной на его штоке колодкой 20; Тягой 21 каретка 8 соединена с механизмом выхаживания, представляющим из себя регулируемьй эксцентрик 22, закрепленньй на тихоходном валу редуктора 23, приводимого электродвигателем 24 и имеющего электротормоз 25. Позицией 26 обозначена подлежащая шлифовке пружина. На станине 4 напротив призмы со стороны подачи пружин установлена транспортная каретка 27 (фиг. 3). Она имеет наклонные лотки загрузки 28 и выгрузки 29. Поднимается вверх и опускается вниз транспортная каретка от пневмо11Щ1индра 30. Пружины на . шлифовку подаются конвейером 31, например цепным, удаляются обработанные пружины конвейером 32, расположенным над подающим конвейером. Конвейер 31
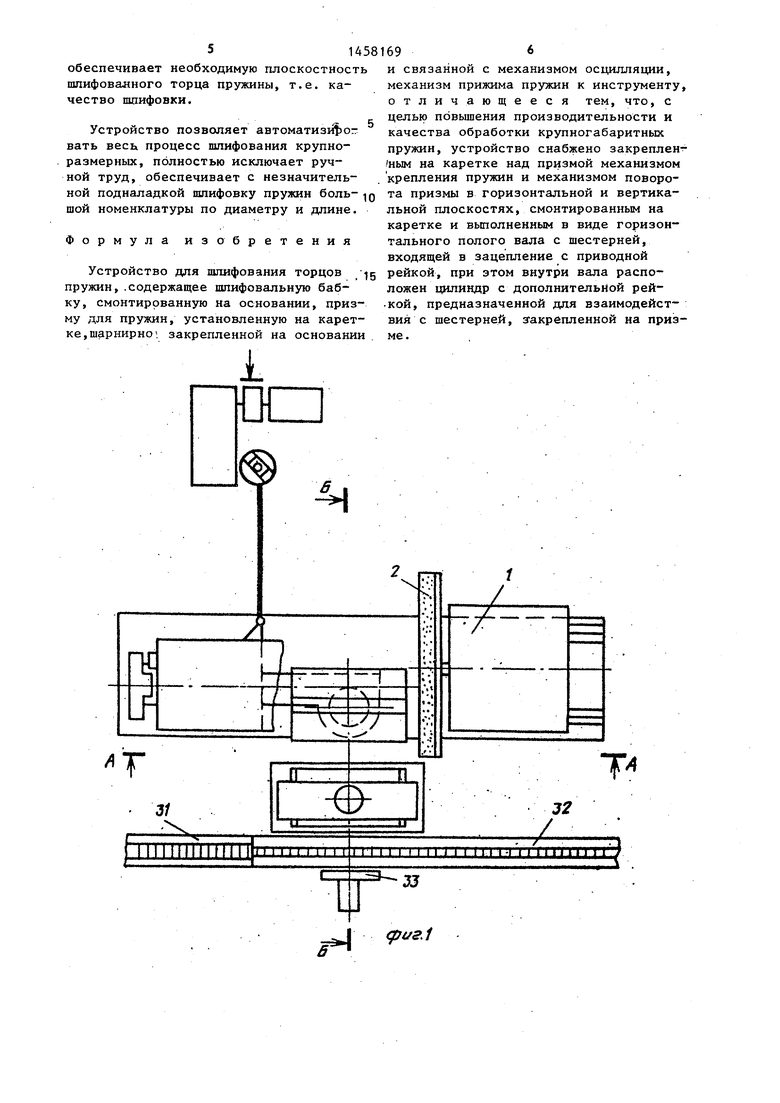
в зоне загрузки имеет сталкиватель пружин 33. На лотке загрузки 28 шар-: нирно закреплен зуб-отсекатель 34, который взаимодействует в зоне подачи пружин на призму с упором 35. Стенка подъемника обозначена позицией 36.
Буквой В обозначено положение призмы при шлифовке пружины, буквой Г - положение призмы при выгрузке
отшлифованной пружины, буквой Д - положение призмы при. загрузке на нее пружины для шпифовки.
Цикл станка автоматизирован установкой в крайних положениях механизмов датчиков и обычно применяемыми средствами электроавтоматики (не показаны) .
Устройство работает следующим образом.
Пружина 26 (фиг. 3) поступает по конвейеру 31 с предьщущей операции обработки, например, с пресса-автомата обжатия пружин. В зоне шпифовки для пружины имеется упор с датчиком (не показаны), по команде которого сталкиватель 33 сталкивает пружину в лоток 28 транспортной каретки 27. Каретка 27 поднимается в верхнее по-... ложение и одновременно призма 11 поворачивается в положение Д. Поворот осуществляет шток-рейка 16 ( фиг. 2), взаимодействуя с шестерней 15 от цилиндра (не показан). В верхнем положении транспортной каретки 27 ( фиг.З) зуб-отсекатель 34 упирается в упор 35 и, преодолевая усилие удерживающей его пружинки, отжимается вниз. Пружина, подлежащая шлифовке,скатываетшлифовки одного торца пружины тарель 18 отходит в исходное положение, при жимная колодка 20 отходит в исходно положение, бабка 1 цилиндром 5 отводится от призмы 11, призма 11 пбвора чивается в горизонтальной плоскости на 180 , подставляя для шпифовки второй торец. Происходит новый цикл 10 шлифовки, аналогичный предьщущему. По окончании шлифовки второго торца вновь тарель 18, прижимная колодка 20, бабка 1 занимают исходное положение, останавливается механизм вы- 15 хаживания, а призма 11 штоком-рейкой 16, взаимодействующим с шестерней 15 поворачивается в вертикальной плоскости в положение Г. Пружина выкатыв ется из призмы 11 в верхний лоток 29 20 где удерживается стенкой подъемника 36. Если на конвейере 31 есть очеред ная пружина, то цикл вновь повторяет ся. Только готовая пружина при подъе ме транспортной каретки 27 вьи атьша- 25 ется из лотка 29 на конвейер 32, так как в верхнем положении каретки стенк подъемника 36, удерживающего пружину нет. Конвейер 32 увозит пружину в следующей по технологии агрегат, на- 30 пример, в дробеметную камеру. При отсутствии пружин на конвейере подачи 31 устройство шлифовки останавливается до появления пру:кины.
Устройство позволяет шлифовать широкий диапазон пружин по диаметру и длине с минимальной подналадкой,заключающейся в регулировке эксцентрисите та эксцентрика 22.Для малых по диаметру пружин устанавливается большая амплиту
ся по-лотку 28 в призму 11. Призма 1 Г да выхаживания,для больших по диаметру
Я Я НИ К4Я от гт тт л-мг d итл Q ТЭ ,. ОЛ
занимает положение В, колодка 20, действующая от цилиндра 19, закрепляет пружину на призме 11, бабка 1 цилиндром 5 подводит абразив к пружине (фиг. 2), затем тарель 18, действующая от пневмоцилиндра 17 f прижимает пружину торцом к абразивному кругу 2. Одновременно включается механизм выхаживания, который посредством тяги 21, эксцентрика 22 придает возвратно-коле бательные движения каретке 8, а следовательно, и призме с пружиной. Идет процесс шлифовки торца пружины. Благодаря выхаживанию обеспечивается равномерный износ абразивного круга и хорошее качество птифовки торца пружины. Время шлифовки определяется опытным путем и задается реле времени. По окончании
прулшн устанавливается малая амплитуда выхаживания. Это нужно, чтобы пружины изнашивали равномерно абразив ный круг. По мере износа абразивного 45 круга шлифовальная бабка подводится к призме ручным приводом 6. Призма, установленная с возможностью поворота на 180 в горизонтальной плоскости от встроенного в вал зубчато-реечного механизма, позволяет шлифовать оба опорных торца пружины в автоматическом режиме, а возможность вала поворачиваться вместе с призмой на 90 совместно с работой подъемной каретки обеспечивает автоматизащ-1Ю загрузки и выгрузки пружин на шлифовку. Наличие зажимной приводной колодки позволяет жестко зажимать пружину в процессе шлифовки, что
50
55
шлифовки одного торца пружины тарель 18 отходит в исходное положение, прижимная колодка 20 отходит в исходное положение, бабка 1 цилиндром 5 отводится от призмы 11, призма 11 пбвора- чивается в горизонтальной плоскости на 180 , подставляя для шпифовки второй торец. Происходит новый цикл 10 шлифовки, аналогичный предьщущему. По окончании шлифовки второго торца вновь тарель 18, прижимная колодка 20, бабка 1 занимают исходное положение, останавливается механизм вы- 5 хаживания, а призма 11 штоком-рейкой 16, взаимодействующим с шестерней 15, поворачивается в вертикальной плоскости в положение Г. Пружина выкатывается из призмы 11 в верхний лоток 29, 0 где удерживается стенкой подъемника 36. Если на конвейере 31 есть очередная пружина, то цикл вновь повторяется. Только готовая пружина при подъеме транспортной каретки 27 вьи атьша- 5 ется из лотка 29 на конвейер 32, так как в верхнем положении каретки стенкН подъемника 36, удерживающего пружину нет. Конвейер 32 увозит пружину в следующей по технологии агрегат, на- 0 пример, в дробеметную камеру. При отсутствии пружин на конвейере подачи 31 устройство шлифовки останавливается до появления пру:кины.
Устройство позволяет шлифовать широкий диапазон пружин по диаметру и длине с минимальной подналадкой,заключающейся в регулировке эксцентриситета эксцентрика 22.Для малых по диаметру пружин устанавливается большая амплиту да выхаживания,для больших по диаметру
прулшн устанавливается малая амплитуда выхаживания. Это нужно, чтобы пружины изнашивали равномерно абразив-. ный круг. По мере износа абразивного 5 круга шлифовальная бабка подводится к призме ручным приводом 6. Призма, установленная с возможностью поворота на 180 в горизонтальной плоскости от встроенного в вал зубчато-реечного механизма, позволяет шлифовать оба опорных торца пружины в автоматическом режиме, а возможность вала поворачиваться вместе с призмой на 90 совместно с работой подъемной каретки обеспечивает автоматизащ-1Ю загрузки и выгрузки пружин на шлифовку. Наличие зажимной приводной колодки позволяет жестко зажимать пружину в процессе шлифовки, что
0
5
51458
обеспечивает необходимую плоскостность шлифованного торца пружины, т.е. качество шлифовки.
Устройство позволяет автоматиз |)ог вать весь процесс шлифования крупно размерных, полностью исключает ручной труд, обеспечивает с незначительной подналадкой шлифовку пружин боль- д той номенклатуры по диаметру и длине.
Формула изобретения
Устройство для шлифования торцов д пружин,.содержащее шлифовальную бабку, смонтированную на основании, призму для пружин, установленную на каретке, шарнирно . закрепленной на основании
в ,
t-t
-LV
JJL
-еи
ГШШИИНЩПИППШ
1696
и связанной с механизмом осцилляции, механизм прижима пружин к инструменту отличающееся тем, что, с целью повышения производительности и качества обработки крупногабаритньк пружин, устройство снабжено закреплен- ным на каретке над призмой механизмом крепления пружин и механизмом поворота призмы в горизонтальной и вертикальной плоскостях, смонтированным на каретке и вьтолненным в виде горизонтального полого вала с шестерней, входящей в зацепление с приводной рейкой, при этом внутри вала расположен цилиндр с дополнительной рей- кой, предназначенной для взаимодействия с шестерней, з акрепленной на призме.
/
--Г
.,1
Л
А
У2
j.r
/
1 f I t 1 I f г II t г I 1 11 I-I II i null 1 r
(риг.1
ff-a
| Эксцентричный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию и т.п. работ | 1924 |
|
SU203A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
