Изобретение относится к способам управления процессом окомкования тонкоизмельченных материалов, в частности к процессам окомкования тонкодисперсных фосфатных материалов в тарельчатом гра- нуляторе и может быть использовано в химической промышленности, черной и
цветной металлургии и других отраслях народного хозяйства.
Целью изобретения является повышение качества конечного продукта за счет повышения точности регулирования.
При наличии отклонений фиксируют нарушение ритмичности, выдают запрет на изменение скорости вращения тарели, а отработку возмущения устраняют путем изменения качества влаги, подаваемой на тарель в зону гарнисажа.
Выход оптимальной фракции сырых ока тышей, гарантирующий их прочность, контролируют по отношению массы игихты, загружаемой на тарель, к массе выгружаемых окатышей, причем при отношении, меньшем 0,83 и большем 1,25, фиксируют выход некондиционных окатышей и выдают команду на удаление запрета из загрузки на паллеты обжиговой машины, а отработку возмущения осуществляют за счет обоих регулирующих воздействий.
Таким образом, отличительными признаками предлагаемого изобретения являются
-введение нового параметра - ритмичности выгрузки, по которой определяют восстанавливающее воздействие при нарушении режима окомкования;
-контроль гранулометрического соста- ва окатышей и выхода оптимальной фракции осуществляют по отношению массы шихты, загружаемой на тарель, к фактической массе выгружаемых окатышей;
-определение диапазона указанного отношения, гарантирующее выход кондиционных окатышей,
В процессе окомкования крупные и мелкие фракции двигаются по различным траекториям, благодаря чему происходит сегрегация комочков по величине и выгрузка из гранулятора лишь наиболее крупных. По мере увеличения размера окатыша траектория его движения представляет своеобразную спираль, в которой каждый последующий виток осуществляется в плоскости, отходящей от поверхности диска гранулятора, а нисходящая ветвь витка приближается к борту тарели (фиг. 1}.
Технология окомкования сырья на тарельчатом грануляторе определяется большим числом разнообразных факторов, влияющих на процесс. Входными параметрами (XI) процесса окомкования являются:
-дисперсность исходной шихты, ее физико-химические свойства;
-число оборотов тарельчатого гранулятора, п об/мин;
-угол наклона тарели, а град;
-масса поступающей на гранулятор шихты, Qm,
-количество влаги, подаваемой с шихтой (первоначальная влажность шихты) и на тарель гранулятора в процессе окомкования и т.д.
Выходными параметрами (Yi) являются;
-влажность сырых окатышей, WOK;
-масса выгружаемых окатышей QOK;
-прочность окатышей, а кг/ок;
-гранулометрический состав (выход кондиционных фракций), (р, %.
Основными регулирующими воздействиями в процессе окомкования на тарельчатом грануляторе являются:
-изменение угла наклона таоели, а:
-изменение скорости вращения таре- ли, п об/мин;
-изменение подачи влаги на тарель гранулятора, QB.
На практике используют в основном изменение скорости вращения тарели и по- дача влаги в процессе окомкования, а угол наклона устанавливают постоянным в зависимости от свойств комкуемого материала.
Статистическая характеристика процес- са увлажнения выражается уравнением
QB
WOK Worn + К
Щ
(1)
где WOK - влажность окатышей, %;
QB и Ош - количество влаги и шихты, подаваемой на тарель гранулятора, кг;
Wouj - первоначальная влажность шихты, %;
К- коэффициент пропорциональности. Переувлажнение шихты создает не- устойчивый по высоте гарнисаж, а следовательно, и переменную высоту борта тарели, что изменяет место разгрузки готового продукта из тарели. Кроме того, переувлажнен- ная шихта создает дополнительный переменные нагрузки на привод гранулятора, что влияет на распределение грану- лируемого материала в окомкователе. Уменьшение влаги приводит к уменьшению выхода оптимальной фракции увеличению выхода мелочи.
Выход кондиционных окатышей определяется двумя факторами: прочностью окатышей и их гранулометрическим составом, причем гранулометрический состав определяется по анализу представительных проб, а прочность сырых окатышей по ГОСТу, т.е.
Око Р(т,р).(2)
Из описания изобретения по ав- тор. св. Ns 1199817 известно, что между гранулометрическим составом и прочностными характеристиками сырых окатышей существует зависимость, а именно выход оптимальной фракции и оп- ределенное соотношение между массой окатышей меньше и больше оптимальной фракции гарантирует допустимую прочность окатышей, поэтому специального определения прочности не требуется, тогда
Око Р(Оопт).(3)
Оптимальный режим работы тарельчатого гранулятора должен обеспечить максимальный выход сырых окатышей нужного класса крупности (12-16 мм). В этом случае разгрузка по всему периметру тарели за один оборот происходит равномерно при прочих неизменных условиях (скаропъ вращения, подача шихты).
Таким образом, равномерная выгрузка материала характеризует качество управления режимом окомкования, а количественные отклонения определяют производительность гранулятора, т.е. выход оптимальной фракции и указывает на характер возмущений. Для оперативности отработки возмущений м выявления их в качестве базы сравнения приняты показатели работы гранулятора за определенный промежуток времени.
Время контроля определяется производительностью (паспортной) тарельчатого гранулятора, так для больших грануляторов с диаметром тарели 7,5 м и более досгаточ но сравнить массу загружаемой шихты за один оборот, а для средних грануляторов с диаметром тарели 3 - 4,5 м оптимально выбрать время сравнения 2-3 оборота тарели и т.д.
Выше уже указывалось, что даже незначительная неравномерность разгрузки означает отклонение технологического процесса окомкования от оптимального режима. Для определения ритмичности выгрузки окатышей выбранное время контроля работы гранулятора делят на несколько равных частей и определяют количество выгружаемых окатышей за каждый отрезок времени, сравнивают их между собой, т е последующее с предыдущим значением Наличие отклонения (неритмичность) свидетельствует об отклонении режима от оптимального, но применение в качестве регулирующего воздействия изменения скорости вращения тарели, хотя и является наиболее оперативным воздействием, может в этом случае привести к автоколебательному режиму.
В данном случае необходимо в качестве регулирующего воздействия принять изменение подачи воды на тарель, о чем свидетельствует неритмичность выгрузки. Это объясняется тем, что стабильность процессе окомкования зависит от состояния поверхности гранулятора. которая должна быть достаточно шероховатой, чтобы предотвратить проскальзывание шихты, и в то же время достаточно гладкой, чтобы обеспечить равномерное организованное качение окатышей и исключить образование и обрушение уплотненных кусков шихты. Необходимые свойства рабочей поверхности тарели гранулятора обеспечиваются созданием из шихты гарнисажа толщиной 40 - 50 мм.
Гарнисаж является своеобразным аккумулятором влаги, впитывающим ее при избытке в шихте и отдающим при недостатке. При влажности шихты, идущей на грануляцию, выше оптимального значения, избыток ее
впитывается гарнисажем, при недостатке влаги - частично дополняется за счет воды, содержащейся в гарнисажном слое, Поэтому образование на поверхности грантарели устойчивого слоя гарнисзжа более стабили5 зирует процесс окомкования и приводит к увеличению его производительности.
При наличии неритмичности выгрузки для восстановления гарнисажа на поверхность гранулятора, свободную от шихты,
0 подают дополнительную влагу, причем количество ее зависит от величины сигнала рассогласования между массой загруженной шихты и количеством выгружаемых окатышей. При превышении массой выгру5 жаемых окатышей заданного значения на 10 - 15% влагу увеличивают на 5 - 10% от исходной влаги подаваемой на тарель гранулятора. а при отклонении более 16% - на 15 - 25% от исходной влаги.
0Корректировка подачи влаги менее 5%
не позволяет оперативно отработать возмущение (за один оборот тарели), а увеличение влаги более, чем на 25% приводит к перерегулированию, т.е приводит к увеличению
5 допустимого влагосодержания в окатышах (10 11 %} и снижение их прочности.
Непрерывная подача высокодиспергированной влаги имеет существенное значение при окатывании и способству0 ет интенсификации процесса, поскольку зародышами окатышей являются частииы порошка соединенные жидкостными мостиками, а производительность процесса является функцией таких зародышей, потому
5 цто порошок легче соединяется со смоченной поверхностью
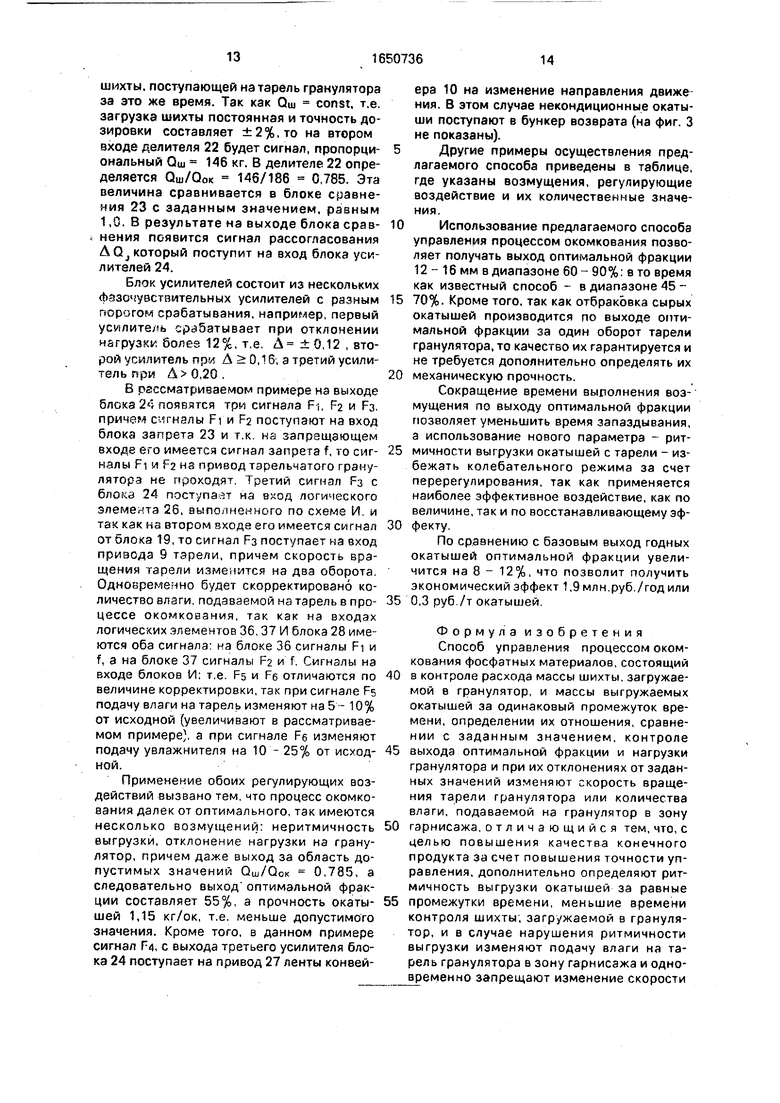
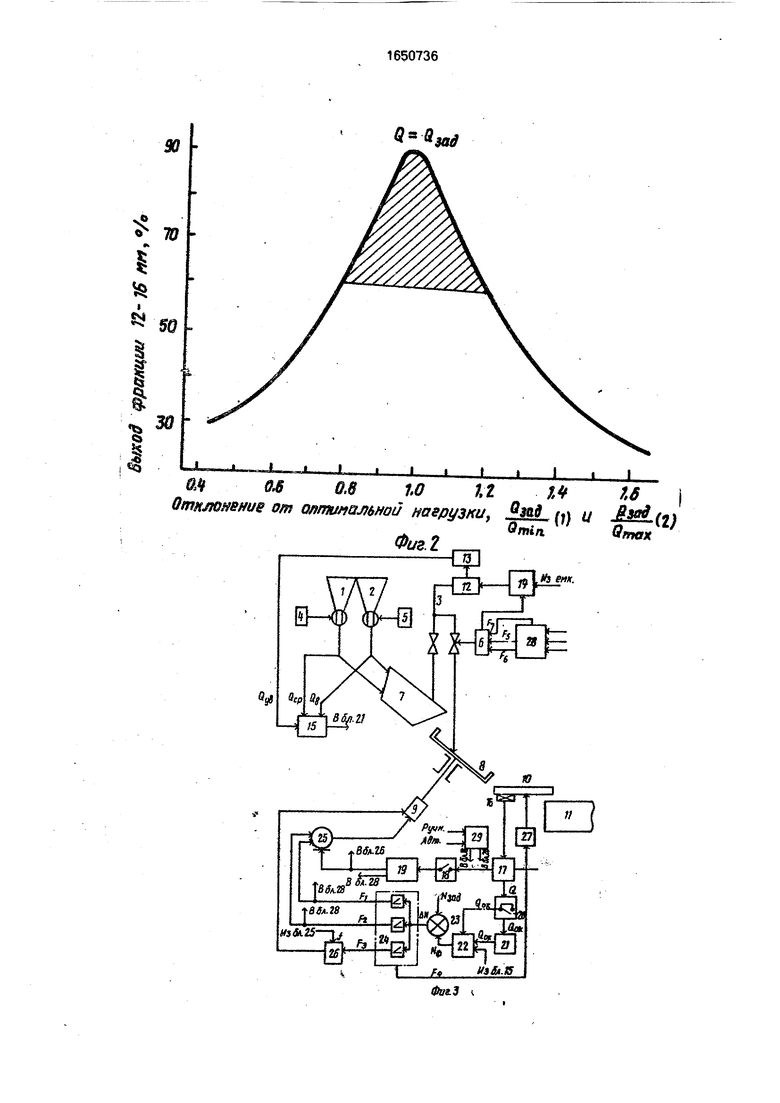
На основании проведенных исследований установлена зависимость между выходом оптимальной фракции окатышей и
Q допустимым отклонением отношения количества шихты, поступающей на гранулятор, и массой выгружаемых окатышей. Эта зависимость приведена на фиг. 2.
Анализ этой зависимости показывает,
5 что при оптимальном отношении, равном 1,0. выход окатышей оптимальной фракции 12-16 мм составляет 90%. Зона допустимых отклонений по качеству окатышей находится в пределах заштрихованной зоны и составляет 0,83 - 1,25, поэтому при выходе
из допустимой зоны в ту или другую сторону окатыши бракуются по прочности и формируется команда на сброс их в бункер возврата.
Кроме того, при наличии неритмичности для восстановления процесса окомкования осуществляется одновременно два регулирующих воздействия - изменение скорости вращения гранулятора в сторону отработки возмущения и подачу воды на тарель гранулятора.
Таким образом, сущность предлагаемого способа заключается в следующей последовательности операций:
1.Задают оптимальные параметры процесса,
а)расход шихты, подачу влаги в смеситель;
б)скорость вращения и угол наклона тарели;
в)количество влаги, подаваемой на тарель.
2.Задают время контроля соотношения между массой загружаемой шихты и массой
выгружаемых окатышей, т.е количество оборотов тарели.
3.Измеряют массу выгружаемых окатышей за выбранный промежуток времени и определяют отношение между загрузкой шихты на тарель и выгрузкой окатышей, т.е величину QT/QOK.
4.Периодически или постоянно делят время контроля на равные промежутки времени, за которые измеряют количество выгруженных окатышей.
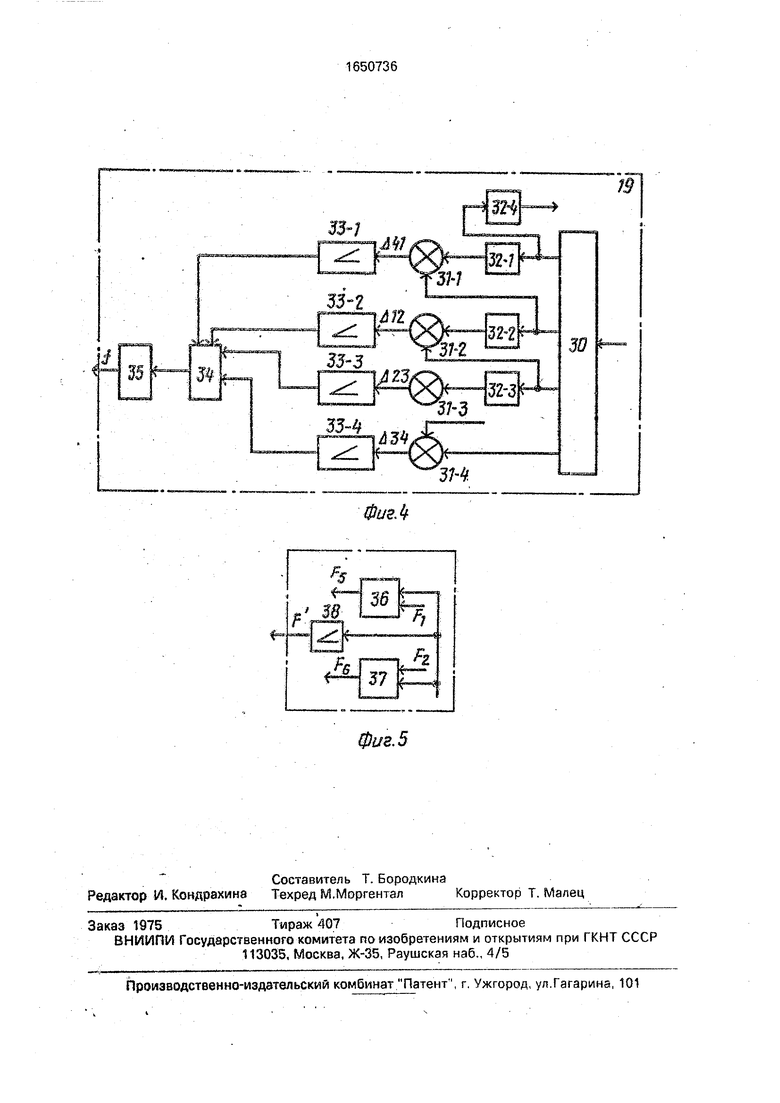
На фиг, 1 представлены траектории окатышей на тарели гранулятора; на фиг. 2 - зависимость между выходом оптимальной фракции окатышей и допустимым отклонением отношения количества шихты поступающей на гранулятор, и массой выгружаемых окатышей,- на фиг. 3 приведена блок-схема одного из вариантов управления; на фиг. 4 - блок-схема блока контроля ритмичности выгрузки; на фиг. 5 - блок-схема блока 28.
Система управления для реализации способа состоит из дозаторов 1 и 2 фосфоритной муки и возврата, увлажнителя 3. входы дозаторов соединены с соответствующими задатчиками 4 и 5, регулятора подачи увлажнителя 6, смесителя 7, тарельчатого гранулятора 8 с приводом 9, реверсивного конвейера 10 с приводом ленты, обжиговой машины 11, датчики расхода увлажнителя 12, выход которого соединен со вторичным прибором (расходомером) 13, а вход с исполнительным механизмом подачи увлажнителя 14, сумматора 15, входы которого соединены с выходами дозаторов
и расходомера увлажнителя, датчиком 16 веса окатышей на конвейере, выход которого соединен с входом весоизмерителя 17, первый выход весоизмерителя через переключатель 18 соединен с блоком контроля ритмичности выгрузки 19, второй выход весоизмерителя 17 через переключатель 20 соединен с интегратором 21 и блоком деления 22, второй вход которого соединен с
0 сумматором 21 и блоком деления 22, второй вход которого соединен с сумматором 15, а третий вход с выходом интегратора 21. Выход блока делителя соединен с блоком сравнения 23, на второй вход которого
5 поступает сигнал, пропорциональный заданному отношению массы шихты, поступающей на тарель, к массе выгружаемых с тарели окатышей т.е. От/Оок 1.0. Выход блока сравнения соединен с входом блока
0 усилителей 24, выходы которого соответственно соединены с приводом тарельчатого гранулятора 9 , и входом блока 25 запрета. Третий выход блока усилителей 24 соединен с приводом 9 через логический блок 26, вы5 полненный по схеме И на второй вход указанного блока 26 подается сигнал со второго выхода блока 19, управляющий вход привода 27 транспортера (реверсивного) соединен с третьим выходом блока 24, четвер0 тый выход блока 19 и два первых выхода блока усилителей 24 соединены с блоком 28 корректировки расхода увлажнителя.
Переключателями 18 и 20 управляет блок программного управления 29, который
5 может работать как в ручном, так и в автоматическом режиме.
В основном все элементы системы управления выполнены на стандартных элементах и не требуют специальных пояснений,
0 за исключением блоков контроля ритмичности выгрузки и блока 28 корректировки расхода увлажнителя. Их принципиальные схемы, как выше упоминалось приведены на фиг 4 и 5.
5Блок-схема блока 19 контроля ритмичности выгрузки состоит из блока коммутации 30, элементов сравнения 31 фактической выгрузки окатышей предыдущего и последующего измерения, причем
0 сигналы от соответствующего канала измерения поступают на второй вход элемента сравнения 31 через реле времени 32, выходы элементов сравнения 31 через фазочув- ствительный усилитель 33 соединены с
5 элементом память 34, а выходы элемента память - с аналоговым преобразователем 35. Блок 28 состоит из двух логических элементов И - 36 и 37, на первые входы которых поступает сигнал f от неритмичности выгрузки окатышей, а на
вторые входы указанных блоков поступают сигналы FI и F2 с соответствующих выходов блока усилителей 24 и усилителя 38, вход которого соединен с выходом блока 19.
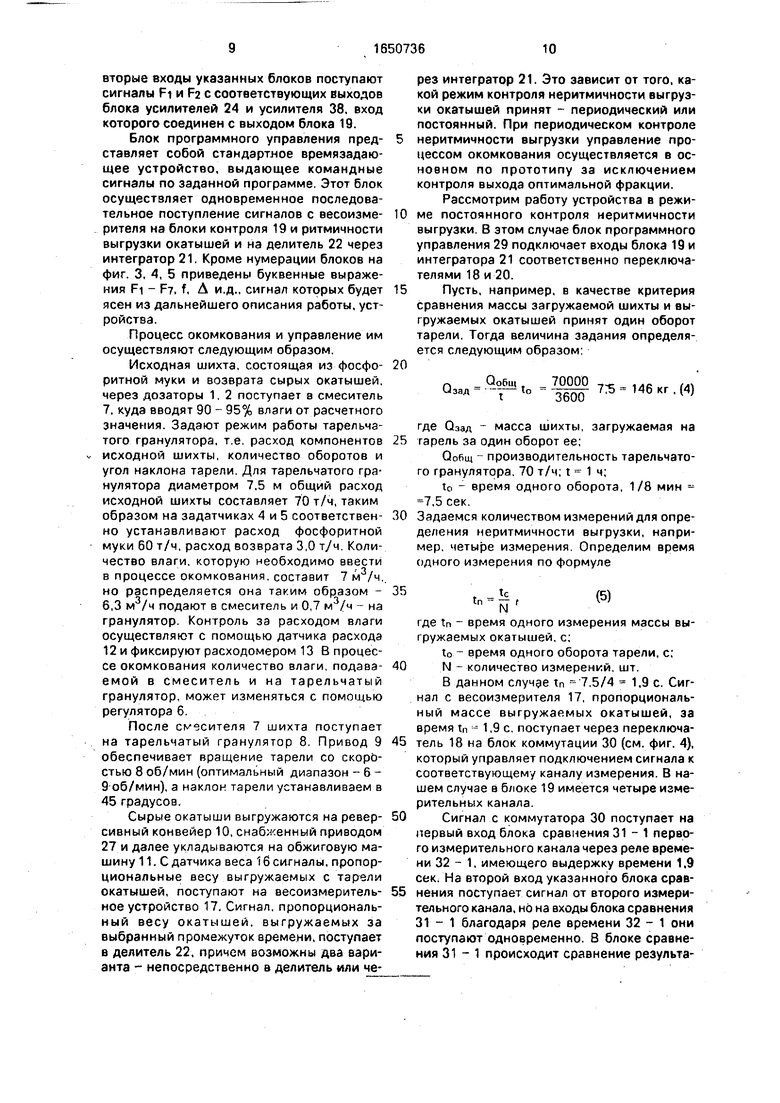
Блок программного управления представляет собой стандартное времязадающее устройство, выдающее командные сигналы по заданной программе. Этот блок осуществляет одновременное последовательное поступление сигналов с весоизме- рителя на блоки контроля 19 и ритмичности выгрузки окатышей и на делитель 22 через интегратор 21. Кроме нумерации блоков на фиг. 3, 4, 5 приведены буквенные выражения FI - Fy, f, А и.д., сигнал которых будет ясен из дальнейшего описания работы, устройства.
Процесс окомкования и управление им осуществляют следующим образом.
Исходная шихта, состоящая из фосфоритной муки и возврата сырых окатышей, через дозаторы 1, 2 поступает в смеситель 7, куда вводят 90 - 95% влаги от расчетного значения. Задают режим работы тарельчатого гранулятора, т.е. расход компонентов исходной шихты, количество оборотов и угол наклона тарели. Для тарельчатого гранулятора диаметром 7,5 м общий расход исходной шихты составляет 70 т/ч, таким образом на задатчиках 4 и 5 соответственно устанавливают расход фосфоритной муки 60 т/ч, расход возврата 3,0 т/ч. Количество влаги, которую необходимо ввести в процессе окомкования, составит 7 м3/ч.. но распределяется она таким образом - 6,3 м /ч подают в смеситель и 0,7 м /ч - на гранулятор. Контроль за расходом влаги осуществляют с помощью датчика расхода 12 и фиксируют расходомером 13 В процессе окомкования количество влаги, подаваемой в смеситель и на тарельчатый гранулятор, может изменяться с помощью регулятора 6.
После смесителя 7 шихта поступает на тарельчатый гранулятор 8. Привод 9 обеспечивает вращение тарели со скоростью 8 об/мин (оптимальный диапазон - 6 - 9 об/мин), а наклон тарели устанавливаем в 45 градусов.
Сырые окатыши выгружаются на реверсивный конвейер 10, снабженный приводом 27 и далее укладываются на обжиговую машину 11. С датчика веса 1 б сигналы, пропорциональные весу выгружаемых с тарели окатышей, поступают на весоизмерительное устройство 17. Сигнал, пропорциональный весу окатышей, выгружаемых за выбранный промежуток времени, поступает в делитель 22, причем возможны два варианта - непосредственно в делитель или через интегратор 21. Это зависит от того, какой режим контроля неритмичности выгрузки окатышей принят - периодический или постоянный. При периодическом контроле
неритмичности выгрузки управление процессом окомкования осуществляется в основном по прототипу за исключением контроля выхода оптимальной фракции. Рассмотрим работу устройства в режиме постоянного контроля неритмичности выгрузки. В этом случае блок программного управления 29 подключает входы блока 19 и интегратора 21 соответственно переключателями 18 и 20.
Пусть, например, в качестве критерия сравнения массы загружаемой шихты и выгружаемых окатышей принят один оборот тарели. Тогда величина задания определяется следующим образом:
п - Qo6u, f 70000 - . , . и3ал - - -- Ь - „„,.; (1Ь - ТчЬ кг . (4)
3600
где Озад - масса шихты, загружаемая на
гарель за один оборот ее;
Ообщ - производительность тарельчатого гранулятора. 70 т/ч; t 1 ч;
to - время одного оборота, 1/8 мин - 7,5 сек.
Задаемся количеством измерений для определения неритмичности выгрузки, например, четыре измерения. Определим время одного измерения по формуле
35
г - tc tn - - ,
(5)
где tn - время одного измерения массы выгружаемых окатышей, с;
to - время одного оборота тарели, с;
N - количество измерений, шт.
В данном случае tn 7,5/4 1,9 с. Сигнал с весоизмерителя 17, пропорциональный массе выгружаемых окатышей, за время tn - 1,9 с, поступает через переключатель 18 на блок коммутации 30 (см. фиг. 4), который управляет подключением сигнала к соответствующему каналу измерения. В нашем случае в блоке 19 имеется четыре измерительных канала.
Сигнал с коммутатора 30 поступает на первый вход блока сравнения 31-1 первого измерительного канала через реле времени 32 - 1, имеющего выдержку времени 1.9 сек. На второй вход указанного блока сравнения поступает сигнал от второго измерительного канала, но на входы блока сравнения 31-1 благодаря реле времени 32 - 1 они поступают одновременно. В блоке сравнения 31-1 происходит сравнение результатов измерения массы выгружаемых окатышей первого и второго измерительного канала. В случае отклонения сигнал рассогласования усиливается фазочувстви- тельным усилителем 33 - 1 и поступает в логический блок памяти 34, где он запоминается до конца цикла измерения. Аналогично происходит выявление возмущения по второму и третьему измерительному каналу,
Выявление возмущения по четвертому измерительному каналу несколько отличается, а именно: сигнал с коммутатора 30 поступает на блок сравнения 31-4 без выдержки времени, а т.к. в этом блоке происходит сравнение результатов первого и четвертого канала, то выдержка времени реле 32 - 4 отличается от прочих реле времени и равна 3tn, т.е. 5,7с.
Пусть на каждый из измерительных каналов от весоизмерителя 17 через коммутатор 30 поступают сигналы, пропорциональные весу выгружаемых окатышей, а именно: 40, 40, 32, 35 кг. Соответственно на выходе блоков сравнения будут сигналы
А 12 40-40 О,
А 23 40-32 +8,
А 34 32-35 -3,
А 41 35-40 -5.
Таким образом, на выходе блоков сравнения 31 - 2, 31 - 3, 31 - 4 появятся сигналы рассогласования, которые усилятся соответствующими фазочувствительными усилителями 33 - 2, 33 - 4. На выходе усилителя 33-3 сигнал отсутствует, так как порог срабатывания усилителей пропорционален сигналу, равному 3,65 кг. Порог срабатывания усилителей устанавливается 10% от заданного значения, которое определяется по формуле
п Озад 146 изад
36,5 кг
(6)
N4
Оба эти сигнала поступают в блок памяти 34 и после окончания цикла измерения, т.е. через 7,5 сек выдаются на входы аналогового преобразователя 35, который работает в нормальном режиме, т.е. при наличии на его входах хотя бы одного сигнала рассогласования (1) на выходе его есть сигнал (1) запрета, который поступает на запрещающий вход блока запрета 25. В рассматриваемом примере сигнал запрета на выходе блока контроля 19 имеется.
Масса выгружаемых с тарели 8 окатышей за один оборот суммируется в интеграторе 21 и будет равна
Ообщ Qi + Qa + Оз + Q4 40 + 40 + 32 + +35- 147кг.
В блоке 22 этот сигнал сравнивается с заданным значением, т.е. со 146 кг и так как отношение Оэад/Оок 1.0. то ни один из усилителей блока 24 не сработает и на его
выходе сигналы Ft и Fa на восстановление процесса окомкования отсутствуют.
По зависимости между нагрузкой на тарельчатый гранулятор и выходом окатышей оптимальной фракции (фиг. 2) определяют,
что выход окатышей оптимальной фракции 12 - 16 мм составляет 85%, а прочность соответственно 2,50- 1,55 кг/ок.
Сигнал о нарушении ритмичности с выхода блока 19 поступает на вход блока 28
корректировки расхода увлажнителя, но т.к. на вторых входах элементов И 36 и 37 отсутствуют сигналы рассогласования от усилителей 24 о нарушении соотношения между поступающей на тарель массой шихты и
массой выгружаемых окатышей, то на выходе указанных блоков И сигнал корректировки расхода увлажнителя отсутствует. Отклонение ритмичности выгрузки окатышей может носить случайный характер и
требуются дополнительные измерения. Причиной нарушения ритмичности может быть плохая работа узла очистки, что привело к нарушению гарнисажа. В следующем цикле измерения на каждый измерительный канал блока 19 поступили следующие сигналы от весоизмерителя 17. пропорциональные массе выгружаемых окатышей; 42, 45, 47, 52 кг. На выходе блоков сравнения 31 появятся сигналы рассогласования :
А12 -3, Д23--2,Д34 -5,А41 -40 кг. Так как рассогласование А12 иА23 меньше порога срабатываний усилителей 33-1 и 33 - 2. то на выходе первых двух измерительных каналов сигналы отсутствуют. На
выходе третьего и четвертого измерительного канала, т.е. усилителей 33 - 3 и 33 - 4 сигналы рассогласования есть и они поступают в блок памяти 34, из которого после окончания цикла измерения поступают на
вход аналогового преобразователя 35, который выдает сигнал f (запрет) на запрещающий вход блока запрета 25 и одновременно в блок 28 корректировки расхода увлажнителя.
В блоке 21 происходит суммирование
результатов отдельных измерений и определяется сумма выгруженных окатышей за цикл измерения, т.е. за один оборот тарели
QOK 42+ 45+ 47+ 52 186 кг.
Сигнал, пропорциональный полученному значению, поступает на первый вход делителя 22, на второй вход которого из сумматора 15 поступает сигнал о количестве
шихты, поступающей натарель грануляторз за это же время. Так как Ош const, т.е. загрузка шихты постоянная и точность дозировки составляет ±2%, то на втором входе делителя 22 будет сигнал, пропорциональный Ош 146 кг. В делителе 22 определяется QUI/QOK 146/186 0,785. Эта величина сравнивается в блоке сравнения 23 с заданным значением, равным 1,0. В результате на выходе блока сравнения появится сигнал рассогласования АО который поступит на вход блока усилителей 24.
Блок усилителей состоит из нескольких (Ьйзо гувствительных усилителей с разным порогом срабатывания, например, первый усилитель срабатывает при отклонении нагрузки бояеэ 12%, т.е. Д ±0,12 , второй усилитель при А 0,16, а третий усилитель при ,20.
В рассматриваемом примере на выходе блока 24 появятся три сигнала Fi, F2 и РЗ, причем сигналы Fi и Fa поступают на вход блока запрета 23 и т.к. на запрещающем входе его имеется сигнал запрета f, то сигналы Fi и F2 на привод тарельчатого грануляторз не проходят. Третий сигнал FS с блока 24 поступает на вход логического элемента 26, выполненного по схеме И. и так как на втором входе его имеется сигнал от блока 19, то сигнал FS поступает на вход привода 9 тэрели, причем скорость вращения тарели изменится на два оборота. Одновременно будет скорректировано количество влаги, подаваемой на тарель в процессе окомкования, так как на входах логических элементов 36,37 И блока 28 имеются оба сигнала: на блоке 36 сигналы FI и f, а на блоке 37 сигналы F2 и f. Сигналы на входе блоков И: т.е. F§ и Fe отличаются по величине корректировки, так при сигнале FS подачу влаги на тарель изменяют на 5- 10% от исходной (увеличивают в рассматриваемом примере), а при сигнале Fe изменяют подачу увлажнителя на 10 - 25% от исходной.
Применение обоих регулирующих воздействий вызвано тем, что процесс окомко- еания далек от оптимального, так имеются несколько возмущений: неритмичность выгрузки, отклонение нагрузки на грану- лятор, причем даже выход за область допустимых значений Ош/0ок - 0,785, а следовательно выход оптимальной фракции составляет 55%, а прочность окатышей 1,15 кг/ок, т.е. меньше допустимого значения. Кроме того, в данном примере сигнал F4, с выхода третьего усилителя блока 24 поступает на привод 27 ленты конвейера 10 на изменение направления движе ния. В этом случае некондиционные окатыши поступают в бункер возврата (на фиг. 3 не показаны).
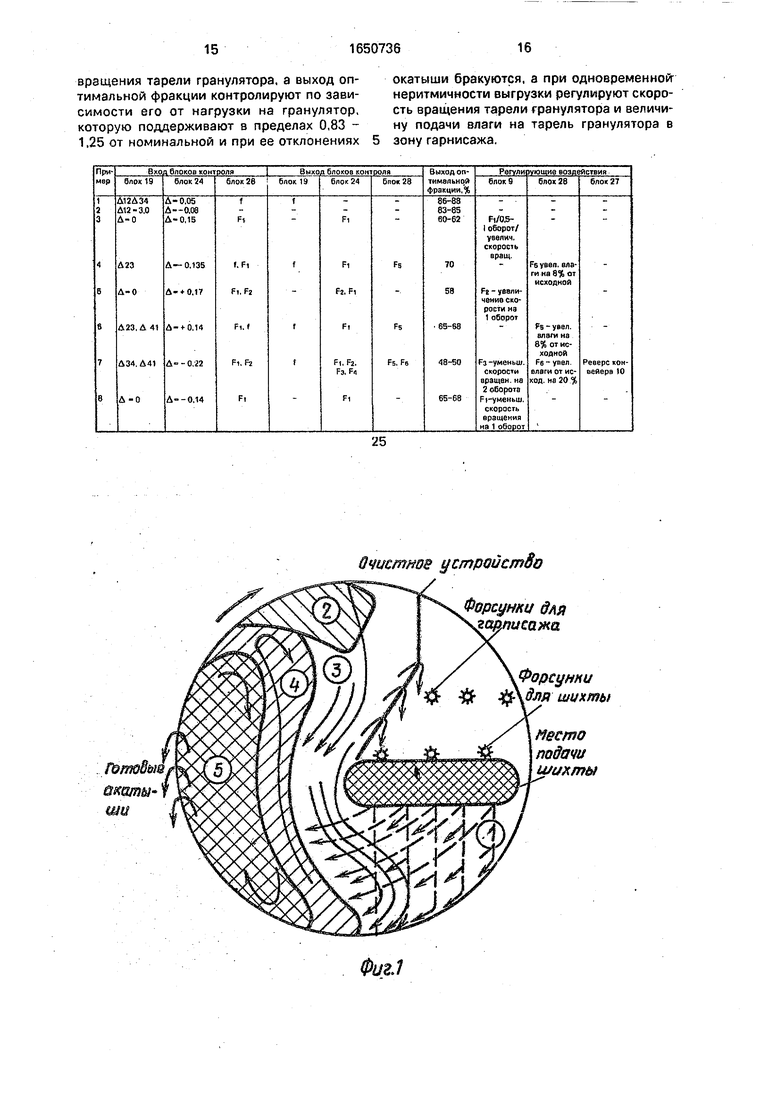
Другие примеры осуществления предлагаемого способа приведены в таблице, где указаны возмущения, регулирующие воздействие и их количественные значения.
Использование предлагаемого способа управления процессом окомкования позволяет получать выход оптимальной фракции 12- 16 мм в диапазоне 60-90%: в то время как известный способ - в диапазоне 45 70%. Кроме того, так как отбраковка сырых окатышей производится по выходе оптимальной фракции за один оборот тарели гранулятора, то качество их гарантируется и не требуется дополнительно определять их
механическую прочность.
Сокращение времени выполнения возмущения по выходу оптимальной фракции позволяет уменьшить время запаздывания, а использование нового параметра - ритмичности выгрузки окатышей с тарели - избежать колебательного режима за счет перерегулирования, так как применяется наиболее эффективное воздействие, как по величине, так и по восстанавливающему эффекту.
По сравнению с базовым выход годных окатышей оптимальной фракции увеличится на 8 - 12%, что позволит получить экономический эффект 1,9 млн.руб./год или
0,3 руб /т окатышей.
Формула изобретения Способ управления процессом окомкования фосфатных материалов, состоящий
в контроле расхода массы шихты, загружаемой в гранулятор, и массы выгружаемых окатышей за одинаковый промежуток времени, определении их отношения, сравнении с заданным значением, контроле
выхода оптимальной фракции и нагрузки гранулятора и при их отклонениях от заданных значений изменяют скорость вращения тарели гранулятора или количества влаги, подаваемой на гранулятор в зону
гэрнисажа, отличающийся тем, что, с целью повышения качества конечного продукта за счет повышения точности управления, дополнительно определяют ритмичность выгрузки окатышей за равные
промежутки времени, меньшие времени контроля шихты, загружаемой в гранулятор, и в случае нарушения ритмичности выгрузки изменяют подачу влаги на тарель гранулятора в зону гарнисажа и одновременно запрещают изменение скорости
вращения тарели гранулятора, а выход оптимальной фракции контролируют по зависимости его от нагрузки на гранулятор, которую поддерживают в пределах 0,83 - 1,25 от номинальной и при ее отклонениях
окатыши бракуются, а при одновременной- неритмичности выгрузки регулируют скорость вращения тарели гранулятора и величину подачи влаги на тарель гранулятора в зону гарнисажа.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом окомкования тонкодисперсных фосфатных материалов на тарельчатом грануляторе | 1986 |
|
SU1392131A2 |
| Способ управления процессом окомкования тонкодисперсных фосфатных материалов на тарельчатом грануляторе | 1983 |
|
SU1199817A1 |
| Способ управления процессом термообработки фосфоритных окатышей | 1988 |
|
SU1553519A1 |
| Система автоматического управления процессом окомкования | 1982 |
|
SU1097690A1 |
| Способ управления процессом термообработки фосфоритных окатышей | 1987 |
|
SU1435633A1 |
| Способ окускования фосфатного сырья | 1986 |
|
SU1386558A1 |
| Способ управления термообработкой фосфоритных окатышей | 1986 |
|
SU1381182A1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗОРУДНЫХ ОКАТЫШЕЙ | 2014 |
|
RU2567946C1 |
| Способ окускования фосфатного сырья | 1982 |
|
SU1068385A1 |
| Способ грануляции фосфатного сырья | 1981 |
|
SU1006371A1 |
Изобретение относится к способам управления процессом окомкования тонкодисперсных материалов и может быть использовано в химической промышленности, черной и цветной металлургии. Целью изобретения является повышение качества конечного продукта за счет повышения точности регулирования. Сущность способа заключается в том, что дополнительно включены следующие операции: - задают время контроля отношения массы шихты, загружаемой на тарель и массы выгруженных окатышей, - делят выбранное время контроля на равные промежутки времени, - измеряют количество выгруженных с тарели окатышей за каждый промежуток времени, - сравнивают полученные результаты между собой и в случае неритмичности выдают сигнал запрета на изменение скорости вращения тарели гранулятора, - определяют массу выгруженных окатышей зй заданное время контроля и сравнивают с массой шихты, поступившей на тарель за это же время, - полученное отношение сравнивают с заданным отношением и в случае отклонения выдают команду на изменение скорости вращения граиулятора, - одновременно по графической зависимости выхода окатышей оптимальной фракции и нагрузкой на тарель гранулятора определяют выход окатышей оптимальной фракции,- анализируют возмущения и отрабатывают их в зависимости от знака и величины отклонения Изобретение позволяет стабилизировать грансостав сырых окатышей, увеличить выход окатышей оптимальной крупности способствует ритмичности выгрузки сырых окатышей и сокращает время отработки возмущений и исключает возможность перерегулирования. 5 ил О ел о XJ со о
ша
Очистное ycmpQUcmSo
Форсунки для гой/к/сажа
Форсунки шихты
мес/по подачи шихты
Фи&1
л° о о.в w п м u
Отклонение от оптимальной нагрузки, ti (i)
Фиг. 2
Omin
Qmax
ti (
Omin
Qmax
Т fe енк.
%
«Н
«
6
36
FZ
37
Фив. 5
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Способ регулирования процесса окомкования | 1979 |
|
SU771176A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
