катушки 5 установлен н специальный паз в одном из секторов 2 (не показано). В оправку, образованную секторами 2, помещается вставка 6 с наружной конической поверхностью 7, выполненная из материала с высоким температурным коэффициентом линейного расширения (например латуни) по отношению к прессуемому материалу. На выступающий фланец кольца 6 установлена плита 8, соединенная с плитой 1 шпильками 9 с гайками 10. На катушку 5 по наружной поверхности установлено опрессовочное разрезное кольцо 11 из стальной полосы толщиной 1,5 мм. На катушку поверх кольца II нанесен бандаж 12 с натяжением 60 - 100 кг из стальной проволоки, имеющей низкий по сравнению с материалом катушки 5 температурный коэффициент линейного расширения. Кандаж 12 закреплен на катушке 5. В местах стыка секторов 2 со стороны катушки 5 установлены прокладки 13 из пружинной стали толщиной 0,2 мм для предотвращения закусов и отпечатков на корпусной изоляции от стыков секторов 2. В место стыка кольца 11 также установлена прокладка 13 из пружинной стали по избежание закусов на изоляции (не показано).
При помощи шпилек 9 и гаек 10 клиновая оправка, образованная сектора
ми 2 и вставкой 6, разжимаются,прижимая корпусную изоляцию к катушке.
Катушка в устройстве загружается в печь и, выпекаясь по режиму запечки корпусной изоляции, корпусная изоляция электрической катушки одновременно спрессовывается по внутреннему контуру оправкой за счет вставки 6, имеющей высокий температурный коэффициент линейного расширения, а по наружному контуру - бандажом 12 из стальной проволоки, имеющей меньший температурный коэффициент линейного расширения, чем материал катушки 5. С торцов катушки 5 корпусная изоляция спрессовывается за счет ог
Q 5
0
.,
0
раничения высоты катушки Ллянцами секторов 2 и вставки 6.
При использовании данного устройства исключаются неплотности и морщины в корпусной изоляции, а также предотвращается выпучивание корпусной изоляции катушки. Резко повышается качество изоляции и надежность электрических катушек в тяжелых и особо тяжелых условиях работы.
При использовании данного устройства не требуется применения специальных высокотемпературных автоклавов и другого специального оборудования, а достаточно электрической печи с рабочей температурой 300°С.
Формула изобретения
Устройство для опрессовки и запечки корпусной изоляции катушек электрических машин, содержащее разрезное кольцо для опрессовки катушки по наружному диаметру, элемент для опрессовки катушки по внутреннему диаметру и торцам и накладки из упругого материала, например пружинной стали, для закрытия стыков, отличающееся тем, что, с целью улучшения качества катушки путем исключения дефектов деформаций изоляции,оно снабжено двумя плитами, соединенными между собой шпильками, бандажом, выполненным из материала с низким температурным коэффициентом линейного расширения, элемент для опрессов- ки катушки по внутреннему диаметру и торцам выполнен ввиде комплекта секторов, образующих цилиндр и имеющих коническую внутреннюю поверхность и фланцы, и цилиндрической вставки с фланцем и конической поверхностью, контактирующей с конической поверхностью секторов, выполненной из материала с высоким температурным коэффициентом линейного расширения,например латуни, при этом на разрезное кольцо установлен бандаж, сектора своими фланцами размещены на одной из плит, а другая плита размещена на фланце вставки.
V
10
дЕЬ. дЕЬ. Д
5 ;з // /Д/ О/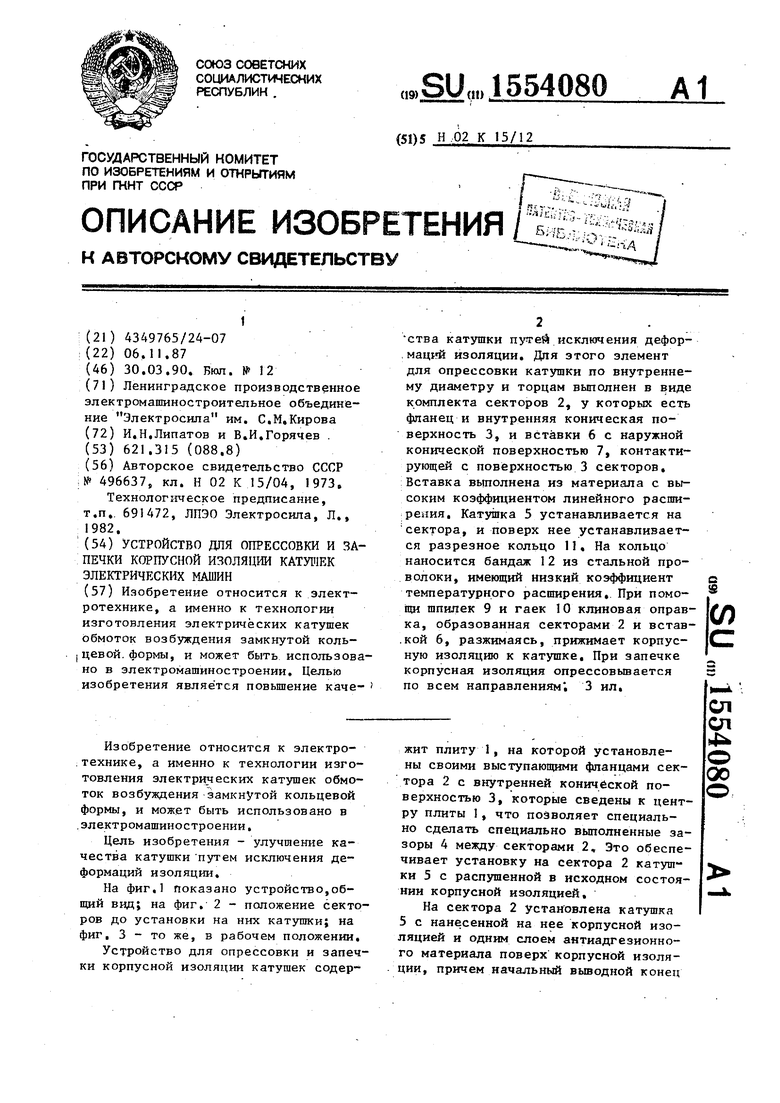
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК С ТОРЦЕВЫМ ОХЛАЖДЕНИЕМ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ УСТАНОВОК | 1991 |
|
RU2037897C1 |
| СПОСОБ СБОРКИ УЗЛА КОНТАКТНЫХ КОЛЕЦ РОТОРА ТУРБОГЕНЕРАТОРА | 1994 |
|
RU2074468C1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| ПОЛЮС РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЕГО ОБМОТКИ ВОЗБУЖДЕНИЯ | 1991 |
|
RU2024158C1 |
| Способ изготовления магнитопроводов электрических машин | 1989 |
|
SU1777206A2 |
| Устройство для опрессовки и запечки изоляции катушки | 1987 |
|
SU1534648A1 |
| Якорь электрической машины | 1979 |
|
SU888336A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ПОЛЮСА РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2036545C1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2026594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
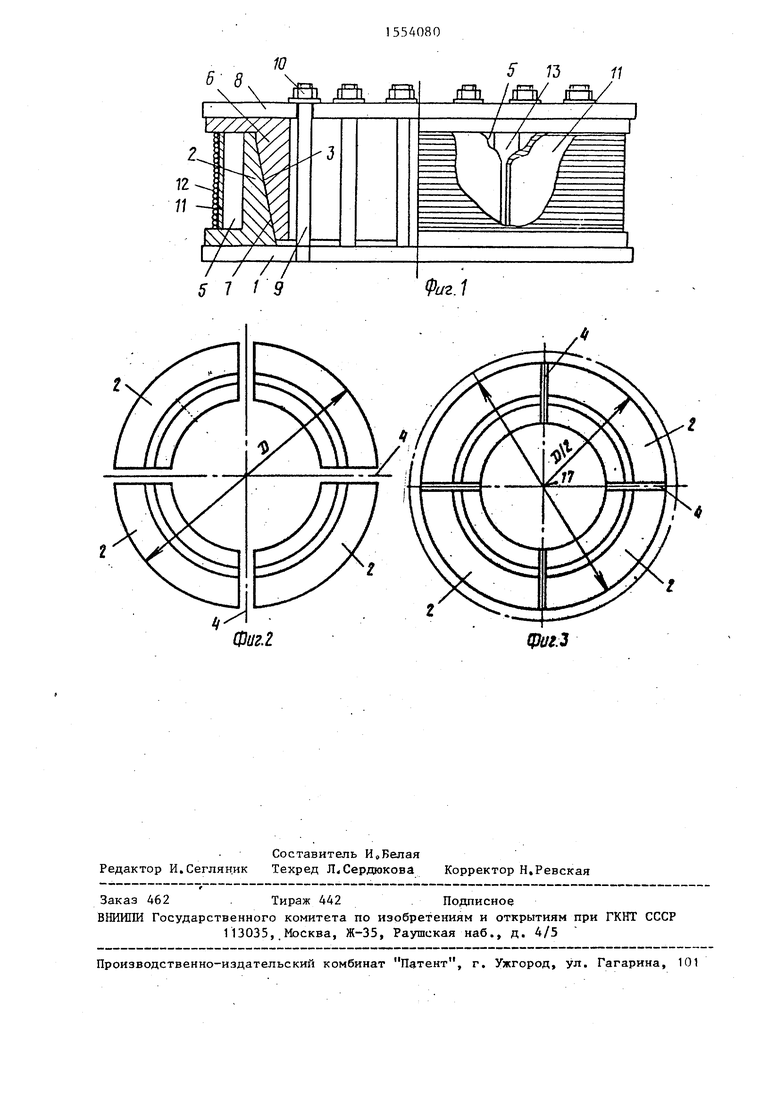
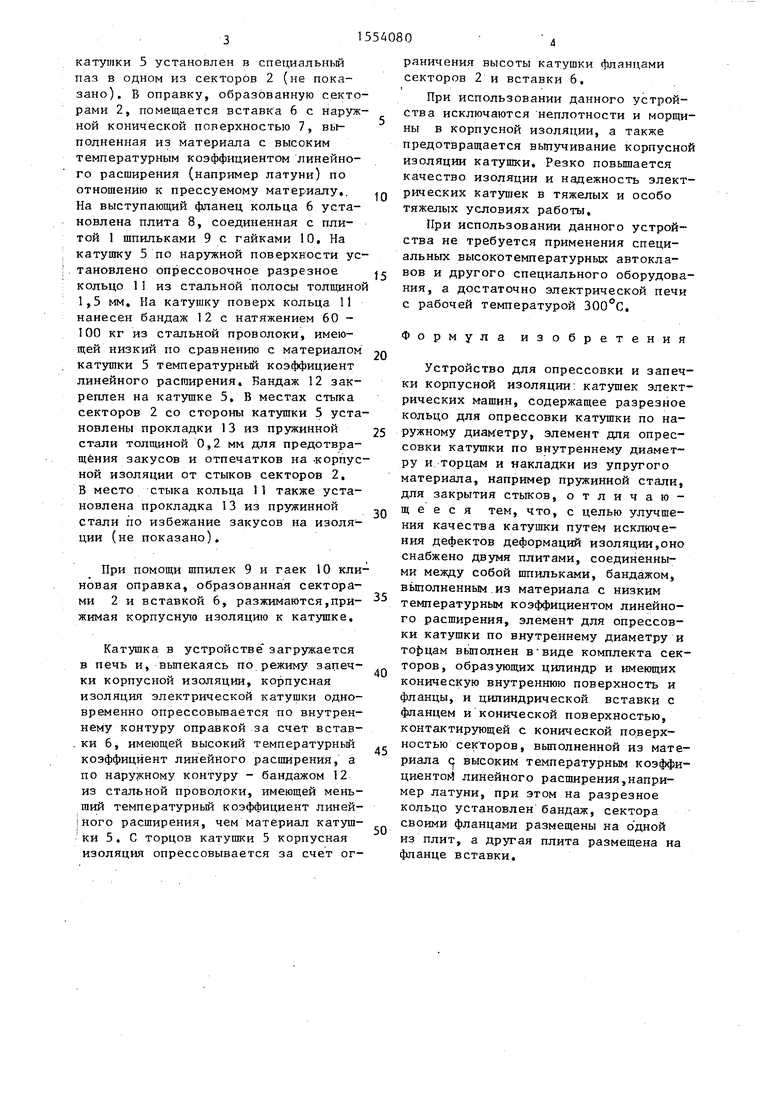
Изобретение относится к электротехнике, а именно к технологии изготовления электрических катушек обмоток возбуждения замкнутой кольцевой формы, и может быть использовано в электромашиностроении. Целью изобретения является повышение качества катушки путем исключения деформаций изоляции. Для этого элемент для опрессовки катушки по внутреннему диаметру и торцам выполнен в виде комплекта секторов 2, у которых есть фланец и внутренняя коническая поверхность 3, и вставки 6 с наружной конической поверхностью 7, контактирующей с поверхностью 3 секторов. Вставка выполнена из материала с высоким коэффициентом линейного расширения. Катушка 5 устанавливается на сектора, и поверх нее устанавливается разрезное кольцо 11. На кольцо наносится бандаж 12 из стальной проволоки, имеющий низкий коэффициент температурного расширения. При помощи шпилек 9 и гаек 10 клиновая оправка, образованная секторами 2 и вставкой 6, разжимаясь, прижимает корпусную изоляцию к катушке. При запечке корпусная изоляция опрессовывается по всем направлениям. 3 ил.
/7/7 5719
Фиг.2
7 /
/
/
/Ј
Фиг.1
Фиг.З
