Изобретение относится к обработке металлов давлением, в частности к инструменту для высадки крестообразных шлицев головок винтов и шурупов.
Целью изобретения является расширение технологических возможнвстей за счет использования одной рабочей формообразующей вставки на различных размерах шлицев.
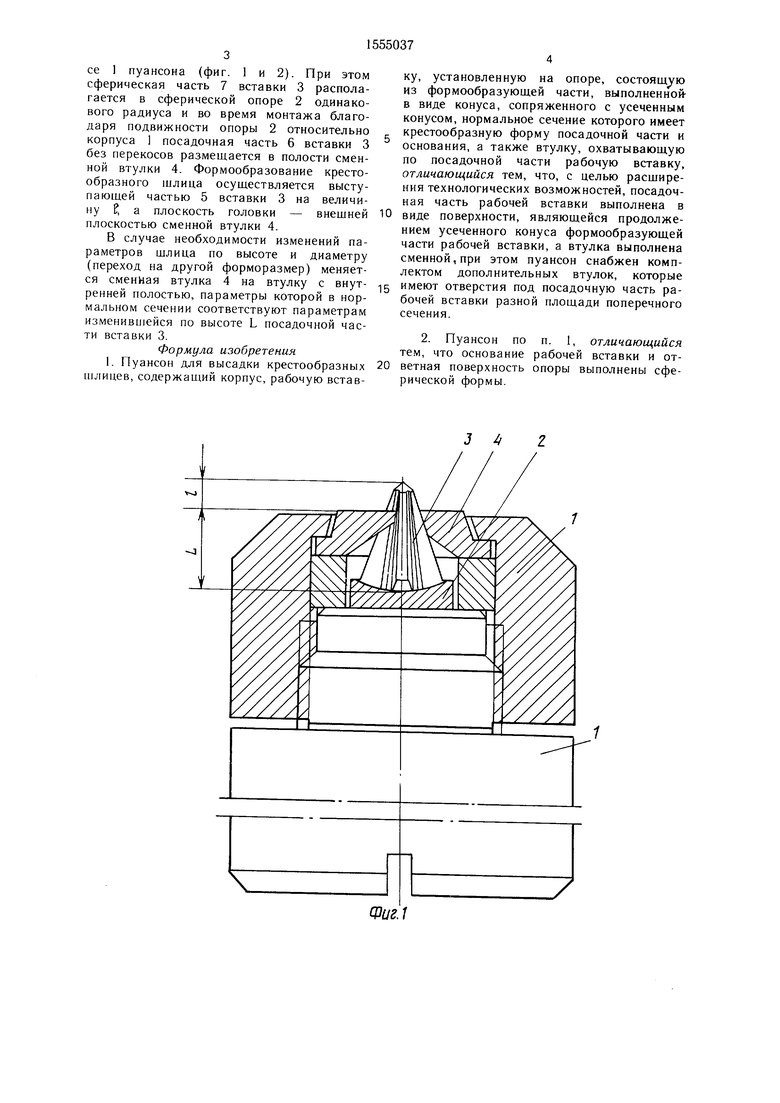
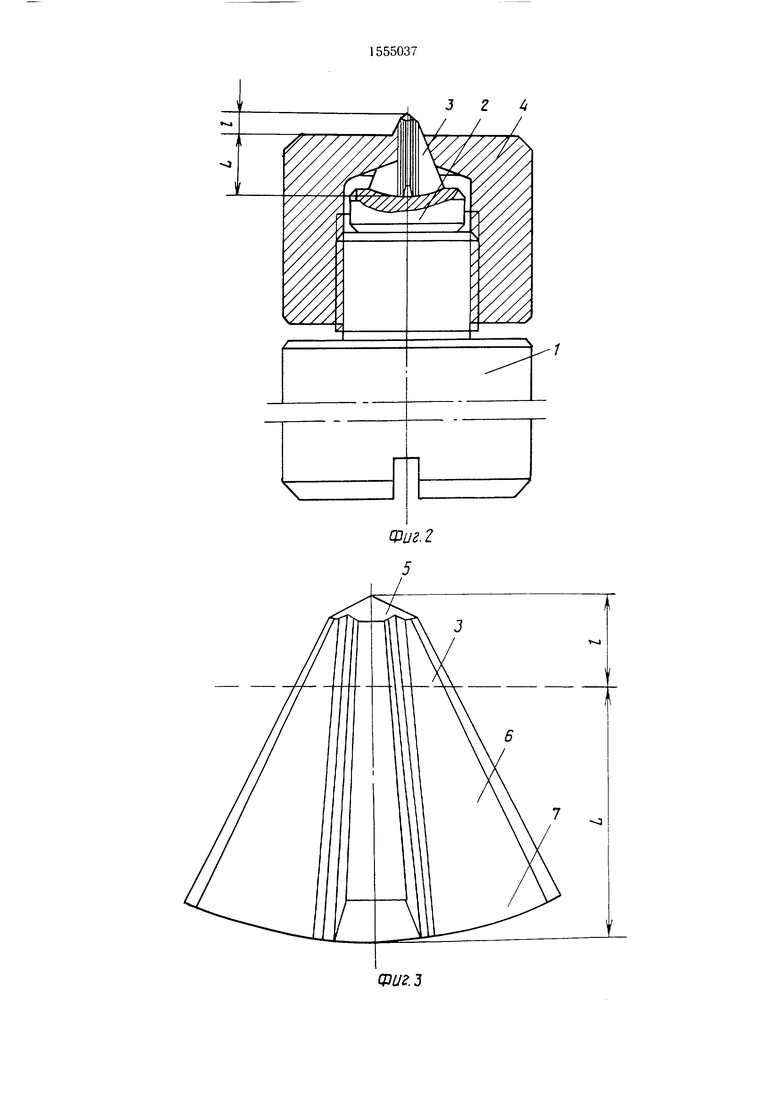
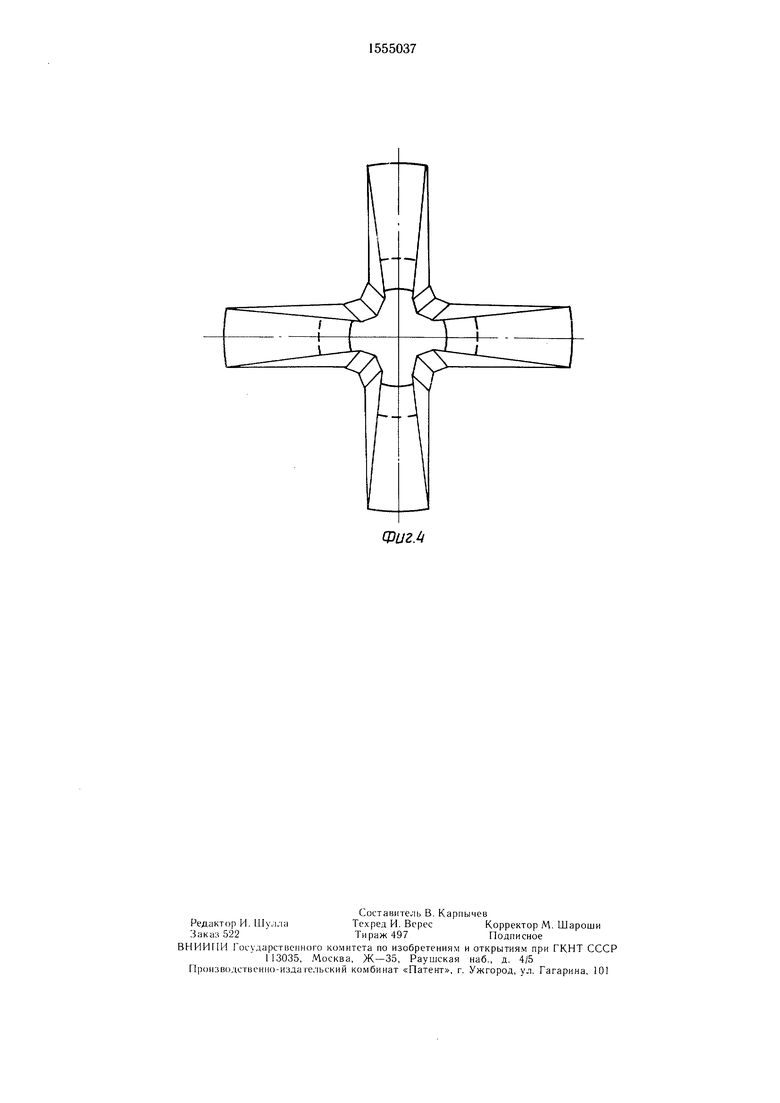
На фиг. 1 и 2 показаны сборные пуансоны, варианты; на фиг. 3 - вставка, общий вид; на фиг. 4 - то же, вид сверху.
Пуансон для высадки крестообразных шлицев состоит из корпуса 1, опоры 2 со сферической поверхностью, рабочей вставки 3 и сменной втулки 4 (фиг. 1 и 2) Сменная втулка 4 может быть выполнена в различных вариантах, в виде вставки
(фиг. 1) или заодно целое с корпусом (фиг. 2). Рабочая вставка 3 состоит из формообразующей части 5 высотой Е, посадочной части 6 со сферическим ос- нова нием 7 высотой L (фиг. 3 и 4). Формообразующая часть 5 выполнена в виде конуса, переходящего Б усеченный конус, нормальное сечение которого имеет крестообразную форму. Посадочная часть 6 вставки 3 является продолжением усеченного конуса формообразующей части 5 с сечением аналогичной формы. Основание 7 вставки 3 выполнено сферическим. Сменная втулка 4 выполнена с внутренней полостью, параметры которой в нормальном сечении соответствуют параметрам посадочной части вставки 3.
Вставка 3, сменная втулка 4 и сфеСП
ел
СП
О 00
1
рическая опора
монтируются в корпуку, установленную на опоре, состоящую из формообразующей части, выполненной- в виде конуса, сопряженного с усеченным конусом, нормальное сечение которого имеет крестообразную форму посадочной части и основания, а также втулку, охватывающую по посадочной части рабочую вставку, отличающийся тем, что, с целью расширения технологических возможностей, посадочная часть рабочей вставки выполнена в
се 1 пуансона (фиг. 1 и 2). При этом сферическая часть 7 вставки 3 располагается в сферической опоре 2 одинакового радиуса и во время монтажа благодаря подвижности опоры 2 относительно корпуса 1 посадочная часть 6 вставки 3 без перекосов размещается в полости сменной втулки 4. Формообразование крестообразного шлица осуществляется выступающей частью 5 вставки 3 на величину Ј а плоскость головки - внешней Ю виде поверхности, являющейся продолже- плоскостью сменной втулки 4.нием усеченного конуса формообразующей
В случае необходимости изменений па- части рабочей вставки, а втулка выполнена раметров шлица по высоте и диаметру сменной, при этом пуансон снабжен комп- (переход на другой форморазмер) меняет- лектом дополнительных втулок, которые ся сменная втулка 4 на втулку с внут- 15 имеют отверстия под посадочную часть ра- ренней полостью, параметры которой в нор-бочей вставки разной площади поперечного
мальном сечении соответствуют параметрам сечения, изменившейся по высоте L посадочной части вставки 3.2. Пуансон по п. 1, отличающийся Формула изобретения тем, что основание рабочей вставки и от1. Пуансон для высадки крестообразных 20 ветная поверхность опоры выполнены сфе- шлицев, содержащий корпус, рабочую встав-рической формы.
ку, установленную на опоре, состоящую из формообразующей части, выполненной- в виде конуса, сопряженного с усеченным конусом, нормальное сечение которого имеет крестообразную форму посадочной части и основания, а также втулку, охватывающую по посадочной части рабочую вставку, отличающийся тем, что, с целью расширения технологических возможностей, посадочная часть рабочей вставки выполнена в
виде поверхности, являющейся продолже- нием усеченного конуса формообразующей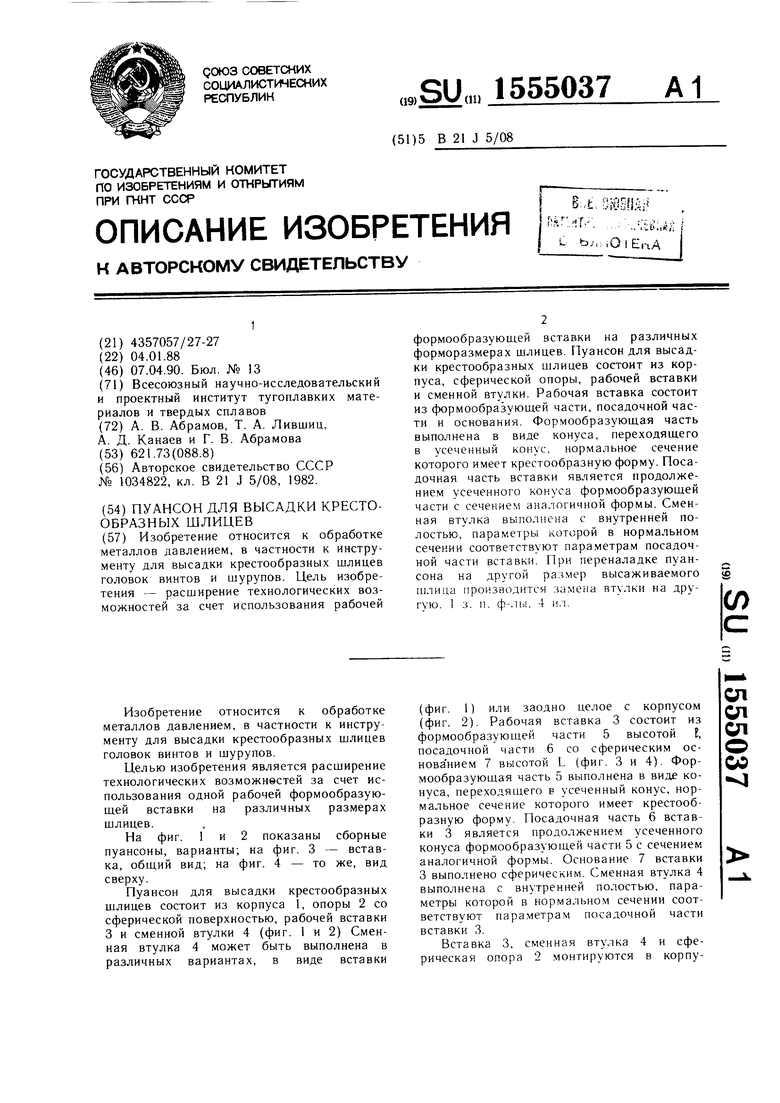
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной пуансон | 1987 |
|
SU1648618A1 |
| Инструмент для холодной высадки | 1990 |
|
SU1754307A1 |
| Пуансон для высадки стержневых заготовок | 1977 |
|
SU636053A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 1996 |
|
RU2108194C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО БЛОКА | 1992 |
|
RU2021072C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2144861C1 |
Изобретение относится к обработке металлов давлением, в частности к инструменту для высадки крестообразных шлицев головок винтов и шурупов. Цель изобретения - расширение технологических возможностей за счет использования рабочей формообразующей вставки на различных форморазмерах шлицев. Пуансон для высадки крестообразных шлицев состоит из корпуса, сферической опоры, рабочей вставки и сменной втулки. Рабочая вставка состоит из формообразующей части, посадочной части и основания. Формообразующая часть выполнена в виде конуса, переходящего в усеченный конус, нормальное сечение которого имеет крестообразную форму. Посадочная часть вставки является продолжением усеченного конуса формообразующей части с сечением аналогичной формы. Сменная втулка выполнена с внутренней полостью, параметры которой в нормальном сечении соответствуют параметрам посадочной части вставки. При переналадке пуансона на другой размер высаживаемого шлица производится замена втулки на другую. 1 з.п. ф-лы, 4 ил.
J 4 Z
Фиг. Z
Фиг.з
ФигМ
| Пуансон для высадки | 1982 |
|
SU1034822A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
