Изобретение относится к обработке ме-х таллов давлением и может быть использова- но в производстве деталей сложного профиля.
Известен инструмент-пуансон для высадки крестообразных шлицев, содержа щий корпус, пуансон со сменными втулками и вставками.
Недостатком пуансона является ограниченность использования инструмента, имеющего жесткую конструкцию, не обеспечивающую возможность получения полости крестообразного шлица с поднутрением.
Целью изобретения является расширение технологических возможностей инструмента.
Поставленная цель достигается за счет того, что инструмент для холодной высадки, содержащий пуансонодержатель и пуансон
со сменным бойком, снабжен упорным подшипником и набором тарельчатых пружин, установленных с возможностью взаимодействия с пуансоном, при этом в пуансонодер- жателе выполнен наклонный паз с расположенным в нем с возможностью перемещения стопорным пальцем, установленным на пуансонце, а рабочие поверхности бойка выполнены с отрицательным уклоном.
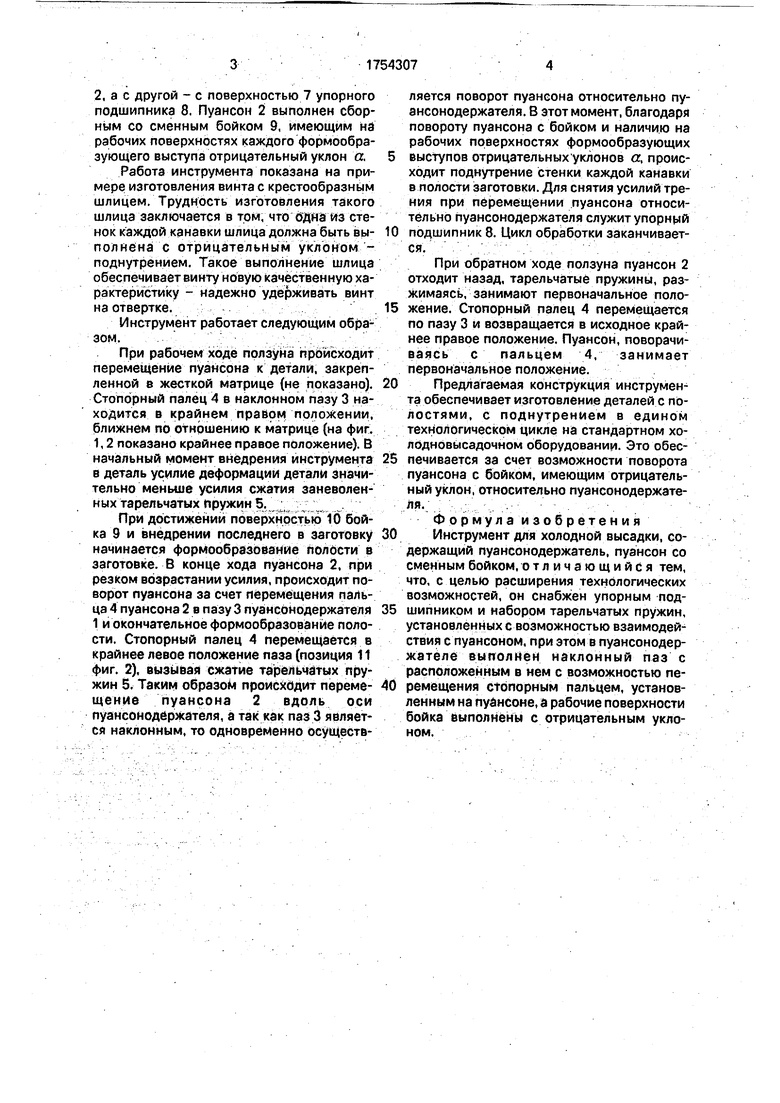
На фиг 1 показан инструмент в разрезе, на фиг. 2 - вид сбоку; на фиг. 3 - разрез А-А фиг. 1.
Инструмент включает в себя пуансонодержатель 1, в котором расположен пуансон 2 В пуансонодержателе выполнен наклонный паз 3, а в пуансоне установлен стопорный палец 4 Инструмент снабжен блоком тарельчатых пружин 5, взаимодействующих с одной стороны с поверхностью 6 пуансона
VI
СП
N GJ О
ч|
2, а с другой - с поверхностью 7 упорного подшипника 8. Пуансон 2 выполнен сборным со сменным бойком 9, имеющим на рабочих поверхностях каждого формообразующего выступа отрицательный уклон а.
Работа инструмента показана на примере изготовления винта с крестообразным шлицем. Трудность изготовления такого шлица заключается в том, что одна из стенок каждой канавки шлица должна быть выполнена с отрицательным уклоном - поднутрением. Такое выполнение шлица обеспечивает винту новую качественную характеристику - надежно удерживать винт на отвертке.
Инструмент работает следующим образом.
При рабочем ходе ползуна происходит перемещение пуансона к детали, закрепленной е жесткой матрице (не показано). Стопорный палец 4 в наклонном пазу 3 находится в крайнем правом положении, ближнем по отношению к матрице (на фиг. 1,2 показано крайнее правое положение). В начальный момент внедрения инструмента в деталь усилие деформации детали значительно меньше усилия сжатия заневолен- ных тарельчатых пружин 5.
При достижении поверхностью 10 бойка 9 и внедрении последнего в заготовку начинается формообразование полости в заготовке. В конце хода пуансона 2, при резком возрастании усилия, происходит поворот пуансона за счет перемещения пальца 4 пуансона 2 в пазу 3 пуансонодержателя 1 и окончательное формообразование полости. Стопорный палец 4 перемещается в крайнее левое положение паза (позиция 11 фиг. 2), вызывая сжатие тарельчатых пружин 5. Таким образом происходит переме- щение пуансона 2 вдоль оси пуансонодержателя, а так как паз 3 является наклонным, то одновременно осуществляется поворот пуансона относительно пуансонодержателя. В этот момент, благодаря повороту пуансона с бойком и наличию на рабочих поверхностях формообразующих
выступов отрицательных уклонов а, происходит поднутрение стенки каждой канавки в полости заготовки. Для снятия усилий трения при перемещении пуансона относительно пуансонодержателя служит упорный
подшипник 8. Цикл обработки заканчивается.
При обратном ходе ползуна пуансон 2 отходит назад, тарельчатые пружины, разжимаясь, занимают первоначальное положение. Стопорный палец 4 перемещается по пазу 3 и возвращается в исходное крайнее правое положение. Пуансон, поворачиваясь с пальцем 4, занимает первоначальное положение.
Предлагаемая конструкция инструмента обеспечивает изготовление деталей с полостями, с поднутрением в едином технологическом цикле на стандартном хо- лодновысадочном оборудовании. Это обеслечивается за счет возможности поворота пуансона с бойком, имеющим отрицательный уклон, относительно пуансонодержателя.
Формула изобретения
Инструмент для холодной высадки, содержащий пуансонодержатель, пуансон со сменным бойком, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен упорным подшипником и набором тарельчатых пружин, установленных с возможностью взаимодействия с пуансоном, при этом в пуансонодер- жателе выполнен наклонный паз с расположенным в нем с возможностью перемещения стопорным пальцем, установленным на пуансоне, а рабочие поверхности бойка выполнены с отрицательным уклоном.
в
6
6 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Формующее устройство для изготовления изделий из пластмасс | 1989 |
|
SU1691114A1 |
| Штамп для высадки | 1989 |
|
SU1764755A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Штамп для штамповки коленчатых валов | 1988 |
|
SU1602605A1 |
| Инструмент для деформирования трубных заготовок | 1976 |
|
SU621427A1 |
| Узел крепления пуансона | 1982 |
|
SU1042845A1 |
| Узел крепления пуансона с буртиком | 1983 |
|
SU1400900A1 |
| Устройство для изготовления деталей с утолщением | 1987 |
|
SU1505655A1 |
Использование1 для высадки крестообразных шлицев головок винтов. Сущность изобретения: инструмент снабжен упорным подшипником, набором тарельчатых пружин, расположенных между пуансоном и упорным подшипником. В пуансонодержэ- теле выполнен наклонный паз, в котором размещен стопорный палец, установленный в пуансоне. При выполнении операции оформления шлица данная конструкция обеспечивает поворот пуансона с бойком, а наличие отрицательного уклона на рабочих поверхностях бойка оформляет поднутрение канавки в полости изделия 3 ил
| Пуансон для высадки крестообразных шлицев | 1988 |
|
SU1555037A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
