Изобретение относится к обработке металлов давлением, а также к изготовлению из порошков режущего концевого инструмента.
Цель изобретения - уменьшение трудо емкости изготовления и повышение качества инструмента.
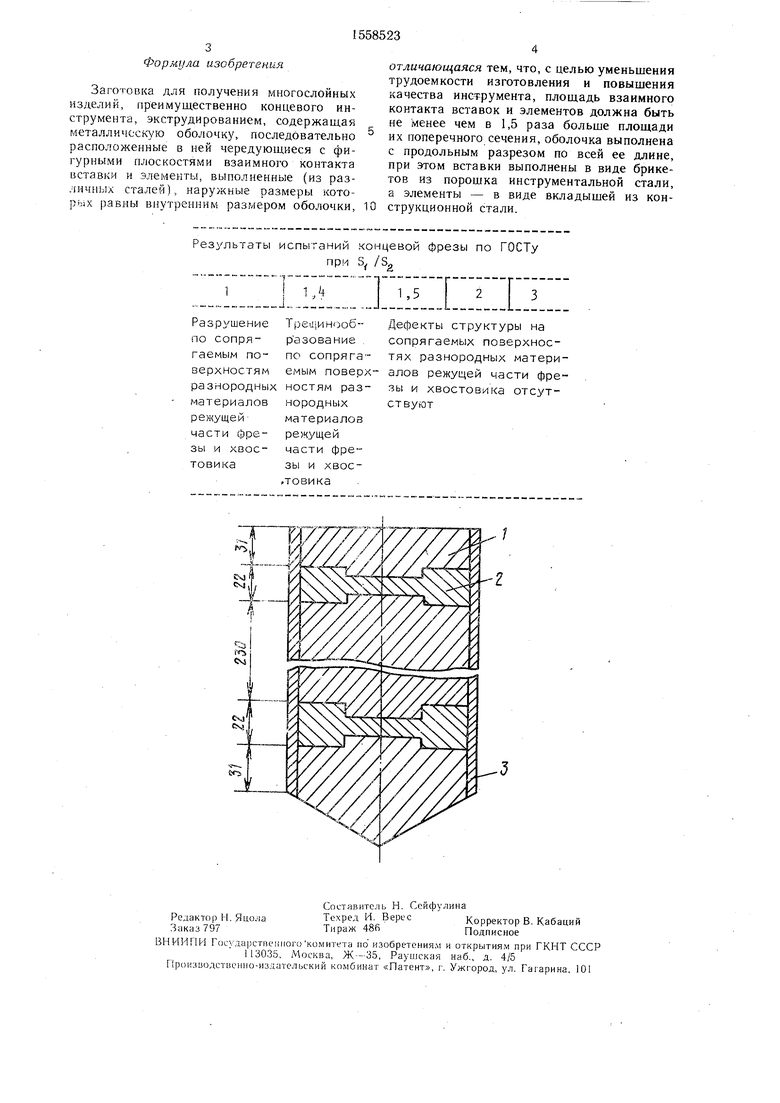
На чертеже изображена заготовка для экструзии полуфабрикатов концевого инструмента, продольный разрез.
Вкладыши 1 из коне1 рукционной стали сопряженные с брикетами 2 из порошка быстрорежущей стали по торцам с выступами и углублениями, помещены в оболочку 3, выполненную например, в виде трубы с продольным разрезом.
Сборка заготовок осуществляется на горизонтальном прессе, в раздельные контейнеры которого подаются нарезанные оболочки с продольным разрезом, вкладыши 1 из конструкционной стали, выполненные с выступом, и брикеты 2 из порошка
быстрорежущей стали, выполненные с углублением. Поочередно подаваемые толкателем пресса в оболочку 3 вкладыши 1 входят выступом в соответствующие им углубления в брикетах 2 и фиксируются в оболочке за счет ее пружинных свойств. Пружинные свойства оболочка приобретает после выполнения продольного разреза по всей ее длине. Подготовленная таким образом заготовка нагревается к экструди- руется, а наличие выступов и углублений на стержнях и брикетах обуславливает взаимопроникновение разнородных металлов в процессе экструзии на большой площадл контакта.
Площадь контакта должна быть не менее 1,5 площади поперечного сечения стержней и брикетов. Нижняя граница отношения площади (Si) сопряжения торцов разнородных металлов стержней и брикетов, выполненных с углублениями и выступами, к площади их плоского сопряжения (82) обусловлена экспериментальными данными, представленными в таблице
Формула изобретения
Заголовка для получения многослойных изделии, преимущественно концевого инструмента, экструдированием, содержащая металлическую оболочку, последовательно расположенные в ней чередующиеся с фигурными плоскостями взаимного контакта вставки и ччементы, выполненные (из раз- шчнпл сталеч) наружные размеры кото рмх равны внутренним размером оболочки,
отличающаяся тем, что, с целью уменьшения трудоемкости изготовления и повышения качества инструмента, площадь взаимного контакта вставок и элементов должна быть не менее чем в 1,5 раза больше площади их поперечного сечения, оболочка выполнена с продольным разрезом по всей ее длине, при этом вставки выполнены в виде брикетов из порошка инструментальной стали, а элементы - в виде вкладышей из конструкционной стали
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок биметаллического инструмента | 1988 |
|
SU1675016A1 |
| Способ контактной стыковой сварки | 1986 |
|
SU1425010A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| ДИСКОВАЯ ФРЕЗА | 1991 |
|
RU2022726C1 |
| Способ изготовления концевого инструмента | 1990 |
|
SU1776511A1 |
| Способ изготовления биметаллического изделия | 1984 |
|
SU1243905A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2056972C1 |
| Матрица для экструдирования и правки пресс-изделий | 1986 |
|
SU1328023A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1991 |
|
RU2015852C1 |
Изобретение относится к обработке металлов давлением, а также к изготовлению из порошков концевого режущего инструмента. Цель изобретения - уменьшение трудоемкости изготовления, повышение качества инструмента. Заготовка под экструдирование собирается в оболочке из брикетов быстрорежущей стали и чередующихся с ними вкладышей из конструкционной стали, выполненных с выступами и углублениями, увеличивающими площадь контакта сопрягаемых поверхностей не менее чем в 1,5 раза. Металлическая оболочка выполнена с продольным разрезом по всей ее длине. При этом внутренние размеры оболочки равны наружным размерам вкладышей и брикетов. 1 табл., 1 ил.
Результаты испытаний концевой фрезы по ГОСТу при S, /Sg
I 14
Тр&цинооб разование по сопрягаемым поверхностям раз неродных
материалов режущей части фре
зы и хвос- товика
НИТИ
Дефекты структуры на сопрягаемых поверхностях разнородных материалов режущей части фрезы и хвостовика отсутствуют
| Авторское свидетельство СССР № 728255, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
