Изобретение относится к обработке металлов давлением и может быть использовано в производстве изогнутых в плоскости своей стенки гнутых швеллеров.
При конкретном использовании гнутых профилей нередко требуется произвести их изгиб в той или иной плоскости (например, при изготовлении вело- и мото- ободов колес, различных резервуаров, профилей дорожного ограждения и т.д.). Изгибу подвергают как сортовые, так и листовые (волнистые) гнутые профили. Технология изгиба (завивки) гнутых профилей описана, например, в книге под ред. И.С. Тришевского “Производство гнутых профилей (оборудование и технология)”, М.: Металлургия, 1982, с.344-349. Для подгибки дугообразных элементов чаще всего используются многовалковые устройства, в которых изгиб осуществляется за счет соответствующего расположения валков (роликов).
Известен способ изгиба сортовых гнутых профилей в вертикальной плоскости с помощью консольного гибочного устройства, причем величина радиуса изгиба определяется высотой профиля, диаметром гибочных валков и расстоянием между их осями (см. пат. РФ №2096112, опубл. в БИ №32, 1997 г.).
Недостатком этого способа является относительная сложность настройки и эксплуатации устройства, что удорожает производство.
Наиболее близким аналогом к заявляемому объекту является способ изгиба гнутого швеллера по дуге, приведенный в книге В.И. Давыдова и М.П. Максакова “Производство гнутых тонкостенных профилей”, М.: Металлургиздат, 1959, с.84 (рис.67) и с.86.
Этот способ заключается в развальцовке одной из полок швеллера, в результате чего происходит изгиб профиля в плоскости его стенки, и характеризуется тем, что развальцовку осуществляют в двухвалковом калибре при наклоне этой полки к горизонтали на угол ϕ<90° с одновременным освобождением части внутренней поверхности стенки швеллера и внутренней поверхности другой его полки от контакта с валками.
Недостатком такого способа является неопределенность угла наклона, а также величины утонения обжимаемой полки от параметров швеллера и радиуса его изгиба по дуге, что усложняет процесс изгиба и не дает требуемого качества геометрии профиля.
Действительно, как следует из рис. 67 упомянутой книги, обжатию подвергается не только нижняя (на рисунке) полка швеллера, но и часть его стенки, что не только ухудшает геометрию изогнутого по дуге профиля (вызывает его продольное скручивание), но и может привести к трещинообразованию участка изгиба между этой полкой и стенкой. Кроме того, в данном способе ничего не говорится о наличии зазора между кромкой второй полки швеллера и верхним валком (на упомянутом рисунке такой зазор отсутствует). Однако размеры полок гнутых швеллеров (см., например, ГОСТ 8278) могут иметь отклонения на “плюс” (согласно допускам), в результате чего будет происходить травмирование вышеупомянутой кромки и ускоренный износ верхнего валка калибра.
Технической задачей предлагаемого изобретения является повышение качества изгибаемых гнутых швеллеров и упрощение процесса изгиба.
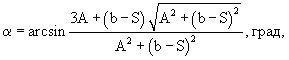
Для решения указанной задачи в способе изгиба гнутого швеллера в плоскости его стенки, заключающемся в обжатии одной из его полок в двухвалковом калибре с одновременным наклоном этой полки под углом к горизонтали и с освобождением от зажатия валками другой полки и стенки, величину упомянутого угла принимают в зависимости от параметров профиля, равной:

где A=h-2S-r; h, b, S - соответственно высота стенки, ширина свободной полки и толщина швеллера; r - внутренний радиус закругления между его стенкой и полкой, мм; при этом точка касания верхнего валка с внутренней поверхностью стенки совпадает с началом указанного закругления, а величина относительного обжатия полки принимается равной ε=h/(R+h), где R - внутренний радиус изгиба швеллера в плоскости его стенки.
Приведенная зависимость для угла α - полуэмпирическая, т.к. структура ее получена аналитическим путем и затем эта формула скорректирована по результатам опытов. Вывод зависимости для величины относительного обжатия ε приведен ниже.
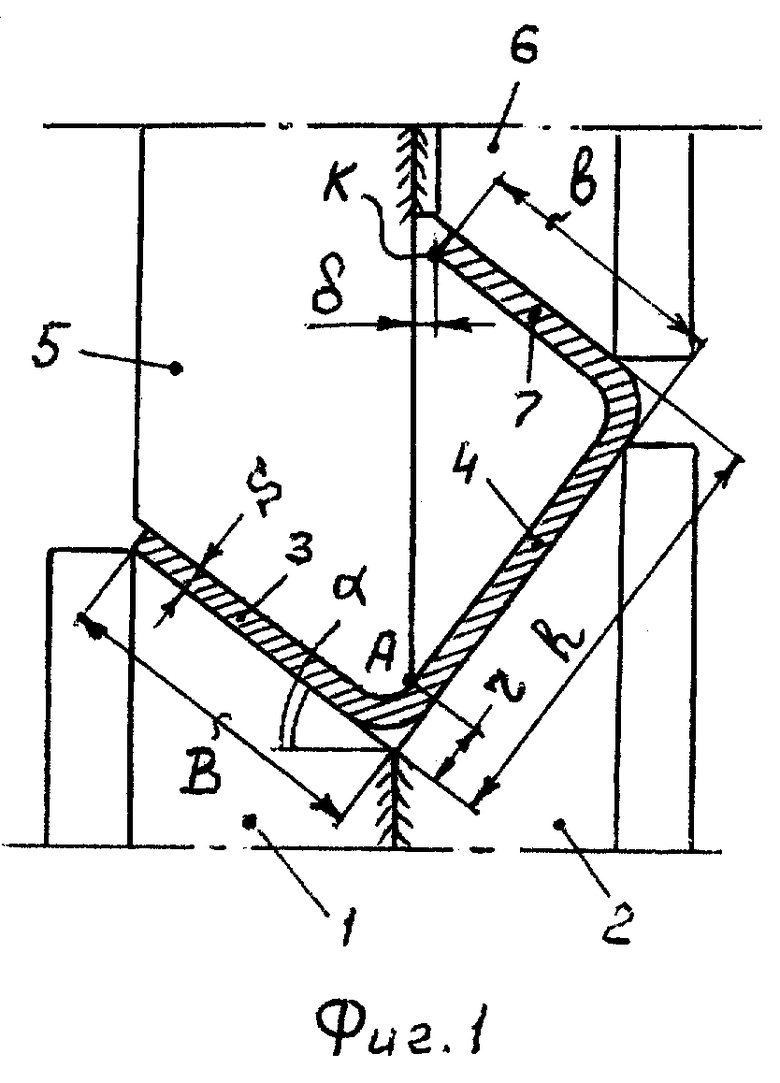
Сущность заявляемого технологического решения заключается в установлении взаимосвязи между параметрами швеллера и углом наклона его в двухвалковом калибре, обеспечивающей бездефектный изгиб профиля по дуге заданного радиуса, по величине которого и высоте h стенки швеллера устанавливается величина необходимого обжатия при раскатке одной из полок. Таким образом, для получения изогнутого по дуге требуемого радиуса швеллера следует выполнить калибр с известной величиной угла α (см. фиг.1), что обеспечивает получение качественного (без трещин и травмирования кромки полки) профиля с минимальными трудозатратами на настройку инструмента (см. ниже результаты опытной проверки данного способа).
Схема калибра для реализации заявляемого способа приведена на фиг.1, а на фиг.2 - схема, поясняющая вывод формулы для определения величины ε.
Калибр (см. фиг.1) образован двумя валками - верхним и нижним. Оба конических элемента 1 и 2 нижнего валка с прямолинейными образующими контактируют соответственно с обжимаемой полкой 3 и стенкой 4 швеллера по их плоским участкам. Левый (на чертеже) конически-закругленный элемент 5 верхнего валка контактирует как с внутренней поверхностью полки 3, так и с закруглением радиуса r между этой полкой и стенкой швеллера. Второй (конический) элемент 6 верхнего валка с прямолинейной образующей контактирует с полкой 7 швеллера; таким образом внешние участки обоих мест закруглений швеллера освобождены от контакта с инструментом, а точка касания А элемента 5 верхнего валка с внутренней поверхностью стенки 4 профиля совпадает с началом закругления между полкой и стенкой, т.е. отстоит от внутренней поверхности полки 3 на расстоянии r.
Величина угла α, рассчитываемая по вышеприведенной зависимости, выбрана так, чтобы между поверхностью 8 верхнего валка и крайней точкой К кромки полки 7 швеллера обеспечивался зазор δ=2,5...3,0 мм.
Такое исполнение калибра, во-первых, обеспечивает устойчивое положение сечения при изгибе швеллера валками, предотвращая его “сползание” вправо (на чертеже) и, во-вторых, освобождает от обжатия участки изгиба и стенки профиля валками, что исключает трещинообразование.
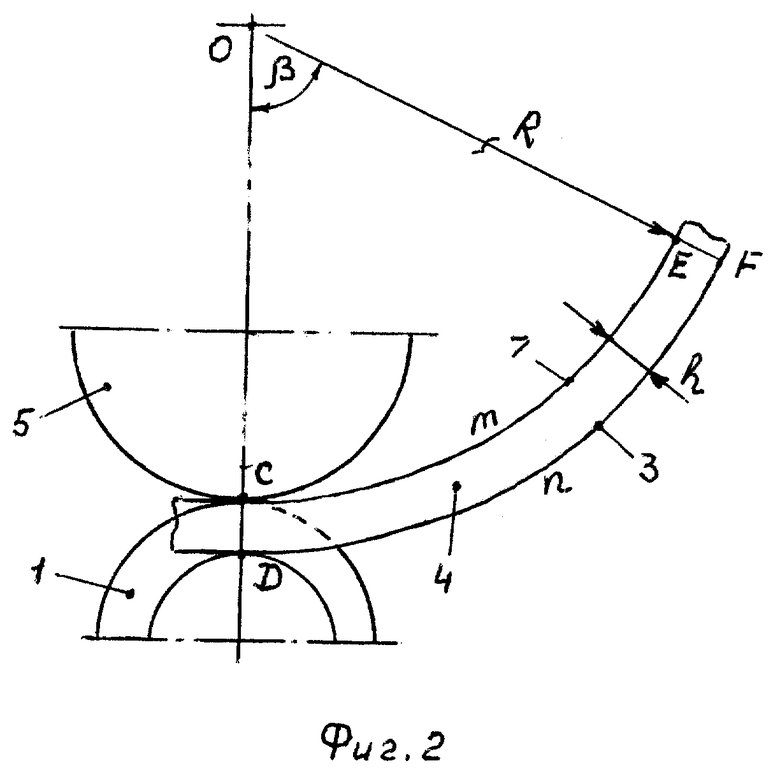
Изгиб швеллера в плоскости его стенки элементами 3 и 5 валков по дуге радиуса R происходит, как показано на фиг.2. При этом обжимаемая полка 3 удлиняется, а противоположная ей полка 7 - изгибается по дуге радиуса R без увеличения своей длины, причем изгиб полки 3 происходит по радиусу R+h. Длина дуги СmЕ (с центром окружности в т.0), соответствующая углу β, очевидно, равна: l=πβR/180, а дуги  , т.е. отношение их длин L/l=(R+h):R=1+h/R.
, т.е. отношение их длин L/l=(R+h):R=1+h/R.
В то же время, обжимаемая полка 3 получает удлинение μ=So/S1, где So и S1 - ее толщины соответственно до и после деформации. Но так как So=S1+ΔS (ΔS - абсолютное обжатие металла), то μ=(S1+ΔS):S1, а  где величина ΔS/S0 в теории прокатки называется относительным обжатием ε; следовательно 1/μ=1-ε. Если учесть, что L/l также есть удлинение полки 3, то можно записать:
где величина ΔS/S0 в теории прокатки называется относительным обжатием ε; следовательно 1/μ=1-ε. Если учесть, что L/l также есть удлинение полки 3, то можно записать:  , т.е. требуемая для изгиба швеллера по дуге радиуса R величина обжатия одной из его полок: ε=h/(R+h).
, т.е. требуемая для изгиба швеллера по дуге радиуса R величина обжатия одной из его полок: ε=h/(R+h).
При реализации настоящего способа, прежде всего, по параметрам швеллера (h, в, S и R) определяют размеры калибра и величину угла α. Затем, по величинам h и R находят требуемую величину ε, по которой определяется абсолютное обжатие ΔS одной из полок профиля, при этом следует учесть упругую деформацию деталей клети, в которой осуществляется изгиб швеллера, т.е. установить межвалковый зазор (по нормали к полке) несколько больше фактической толщины полки (величина такого зазора определяется обычно экспериментально).
Опытную проверку заявляемого способа осуществляли на профилегибочном агрегате 1-4×50-300 ООО “Профиль-ГП” Магнитогорского меткомбината. С этой целью последняя клеть профилегибочного стана была оснащена вышеописанным двухвалковым калибром (см. фиг.1) для каждого испытуемого профилеразмера швеллера; загиб всех швеллеров осуществлялся вверх. При изгибе варьировали величины ε и R.
Наилучшие результаты (отсутствие дефектов геометрии швеллеров и трещинообразования, а также касания верхнего валка полкой профиля) получены при реализации предлагаемого способа, причем выход качественных профилей достигал 99,5%. В опытах было установлено, что величина угла α не должна превышать 45°, т.к. при α>45° наблюдалось вышеописанное “сползание” профиля в поперечном (относительно продольной оси стана) направлении, что при определенных параметрах швеллеров приводило к появлению их продольного скручивания и отбраковке. При уменьшении длины контакта конически-закругленного элемента 5 верхнего валка (см. фиг.1) с нижним изогнутым по радиусу r участком профиля наблюдалось появление продольных трещин на этих местах изгиба.
Контрольное профилирование по известному способу, выбранному в качестве ближайшего аналога, дало увеличение выхода брака до 5...8%, в основном из-за продольного скручивания швеллеров и “подрезки” кромки верхней полки, причем длительность рабочей кампании верхнего валка сократилась почти вдвое. При этом время настройки калибра для получения требуемой величины R возросло, в среднем, на 40%.
Таким образом, опыты подтвердили приемлемость прилагаемого способа для решения поставленной задачи и его технико-экономические преимущества перед известным объектом.
По данным Центральной лаборатории контроля ОАО “ММК” реализация найденного технического решения при производстве изогнутых по дуге окружности равнополочных и неравнополочных гнутых швеллер позволит повысить выход качественной продукции и снизить трудозатраты, что повысит прибыль от реализации этого вида проката не менее чем на 15%.
Пример конкретного выполнения
Гнутый неравнополочный швеллер 80×60×40×3 мм с r=4 мм (по ГОСТ 8281) изгибается по дуге окружности радиуса R=1,5 м в плоскости своей стенки. Раскатке при этом подвергается большая полка (В=60 мм), т.е. в=40 мм.
Так как h=80 мм, то необходимая для изгиба степень обжатия равна:  а величина абсолютного обжатия большой полки составит: ΔS=So x ε=3×0,051=0,15 мм.
а величина абсолютного обжатия большой полки составит: ΔS=So x ε=3×0,051=0,15 мм.
При этом указанная полка должна иметь угол наклона (в калибре) к горизонтали

или: A=h-2S-r=80-2·3-4=70 мм;

Точка касания элемента верхнего валка со стенкой швеллера находится на расстоянии r=4 мм от внутренней поверхности раскатываемой полки, что обеспечивает величину зазора δ≈3 мм (см. фиг.1), достаточного для свободного прохождения полки, выполненной на “плюс” (в=40+1,5=41,5 мм - см. табл.4 в ГОСТ 8281).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1998 |
|
RU2132247C1 |
| Способ поштучного производства швеллеров | 1985 |
|
SU1296258A1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| Способ производства гнутых корытных профилей | 1991 |
|
SU1780896A1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1396356A1 |
Изобретение относится к области обработки металлов давлением, в частности к производству гнутых профилей проката. Способ изгиба гнутого швеллера в плоскости его стенки включает обжатие одной из его полок в двухвалковом калибре с одновременным наклоном этой полки под углом к горизонтали и с освобождением от зажатия валками другой полки и стенки. Величину упомянутого угла принимают в зависимости от параметров профиля. Точка касания верхнего валка с внутренней поверхностью стенки совпадает с началом указанного закругления. Достигается повышение качества изгибаемых гнутых швеллеров и упрощение процесса изгиба. 1 з.п. ф-лы, 2 ил.
где A=h-2S-r;
h, b, S - соответственно, высота стенки, ширина свободной полки и толщина швеллера, мм;
r - внутренний радиус закругления между его стенкой и полкой, мм,
при этом точка касания верхнего валка с внутренней поверхностью стенки совпадает с началом указанного закругления.

где R - внутренний радиус изгиба швеллера в плоскости его стенки.
| ДАВЫДОВ В.И., МАКСАКОВ М.П | |||
| Производство гнутых тонкостенных профилей, | |||
| - М.: Металлургиздат, 1959, с.84, рис.67, с.86 | |||
| Способ изгибания профильных металлических балок | 1938 |
|
SU63136A1 |
| КОНСОЛЬНОЕ ГИБОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2096112C1 |
| US 6139354 В1, 05.11.1998. | |||
