Изобретение относится к. обработке металлов давлением, в частности к способам гибки с растяжением профилей, применяемых в авиационной, автомобильной, судостроительной и других отраслях промышленности.
Из известных способов холодной гибки гибка с растяжением обеспечивает наивьюшую точность формообразования. Недостатком гибки с растяжением является пружинение материала при снятии формообразующей нагрузки, проявляющееся с уменьшением кривизны изогнутой заготовки. Изменение, кривизны при гибке с растяжением при до статочном осевом растяжении после изгиба составляет небольшую величину. Однако силы трения между изогнутой заготовкой и гибочной оправкой снижают величину усилия растяжения в сечениях заготовки, удаленных от ее концов. Это приводит к неравномерности осевого растяжения по длине детали, неравномерности пружинения по длине. При больших углах изгиба срединные участки заготовки не растягиваются совсем, поэтому .пружинение составляет- значительную величину и требует ручных работ на до водку контура детали..
Известен способ гибки с растяжением, предусматрива19щий локальный нагрев вблизи зоны изгиба наружных волокон изогнутого с растяжением профиля, обеспечивающий перераспределение напряжений между элементами поперечного сечения изогнутого профиля. Способ позволяет устранить пружинение, однако требует высокочастотного нагрева.
Целью изобретения является упрощение технологического процесса и оснастки для его осуществления.
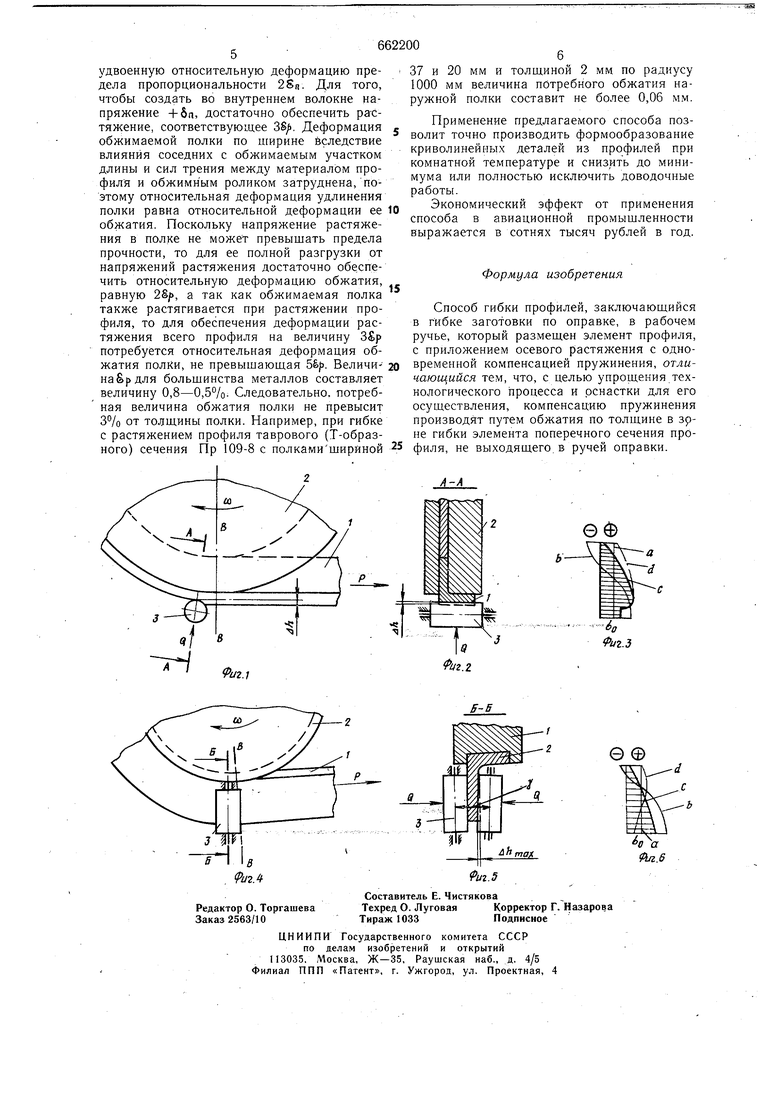
Для этого компенсацию пружинения производят путем обжатия по толщине в зоне гибки элемента поперечного сечения профи5ля, не входящего в рабочий ручей оправки.
На фиг. 1 изображена схема гибки с растяжением профиля углового сечения и обжатием наружной полки, перпендикулярной плоскости изгиба; на фиг. 2,- разрез 0 А-А на фиг. 1; на фиг. 3 - схема распределения напряжений по высоте поперечного сечения при формообразовании с обжатием полки, перпендикулярной плоскости изгиба, на различных стадиях процесса; на фиг 4 - схема формообразования с обжатием полки, расположенной в плоскости изгиба; на фиг. 5 - разрез по Б-Б на фиг. 4; . на фиг. 6 - схема распределения напряже.4 НИИ по высоте сечения профиля при формообразовании с обжатием полки, лежащей ..в ПЛОСКОСТИ изгиба. Профиль 1, нагруженный осевым растягивающим усилием Р, изгибается по оправке 2 при ее вращении против часовой стрелки с угловой скоростью со . Наружные (вьшук- лые) волокна изогнутого профиля при изгибе претерпевают наибольщую деформацию растяжения и в них возникают наибольщие тангенциальные напряжения растяжения. Вблизи изгибаемого сечения В-В (фиг. 1 и 4) полка изогнутого профиля с наибольщими напряжениями растяжения обжимается по толщине роликов 3 на величину Ah под действием поперечного усилия . --- Когда наибольшие напряжения растяжения созданы в полке профиля 1, перпендикулярной плоскости изгиба, напряжения по ее щирине неизменны, и ее обжатие производится на одинаковую величину ДЬ по всей ширине. Обжатие производится между рабочим контуром оправки 2 и цилиндрической поверхностью ролика 3. Если наибольщме напряжения растяжения созданы в полке, расположенной в плоскости изгиба (фиг. 4), то напряжения по ее ширине переменны и обжатие ее по Ширине также переменно. 4аи брльщая величина обжатия ДЬтах создается в крайнем наружном волокне. Неравномерность обжатия достигается за счет прокатки полки двумя роликами, оси которых расположенные в одной плоскости, перпендикулярнрй плоскости полки, под углом Jf одна к другой. При последовательности нагружения (растяжение - изгиб - обжатие) изменяется распределение напряжений по высоте поперечного сечения профиля. В результате предварительного растяжения осевым усилием Р по всему поперечному сечению создаются одинаковые напряжения 5о. В результате изгиба при сохранении усилия Р неизменным в поперечном сечении создается неоднородное по величине и знаку (за исключением случая изгиба на очень малую кривизну) напряженное состояние. Характер распределения напряжений по высоте поперечного сечения соответствует эпюрам 4 (фиг. 3 и 6). Наибольшие напряжения (растяжения) создаются в наружных волокнах изогнутого с растяжением профиля, наименьшие (сжатия) - во внутренних. Если после изгиба снять внешние нагрузки, то под действием внутренних усилий (напряжений) наружные вШбкна уйоротятся, а внутренний; удлинятся, В рёзуЖтате чего-уменьшится кри визна профиля, т. е. имеет место пружинение. Величи: на пружинения пропорцирйальна моменту внутренних сил (напряжений) отйосительно центра тяжести поперечного сечения. При обжатии полки, в которой созданы напряжения растяжения, ее волокна удлиняются. Если бы обжатая полка смогла удлиниться независимо от другой полки, то, удлинившись, она продолжала бы воспринимать ту же часть растяжного усилия, что и до удлинения, напряжения растяжения в ней не изменились бы. Так как ее удлинение независимо от другой полки невозможно, то в процессе обжатия происходит ее разгрузка от напряжений растяжения. Часть растягивающего усилия, воспринимаемая обкатываемой полкой, уменьшается, и догружается дополнительным усилием другая полка, напряжения в которой увеличиваются и весь обжимаемый элемент длины профиля растягивается. Растяжение продолжается до тех пор, пока снижение равнодействующей напряжений обжатой полки не компенсируется ростом равнодействующей напряжений в остальной части сечения профиля. Распределение напряжений по высоте поперечного сечения профиля после обжатия полки соответствует эпюре с (фиг. 3 и 6). Неравномерность напряжений по высоте поперечного сечения профиля уменьшается, следовательно, уменьшается момент внутренних сил в поперечном сечении и пружинение при разгрузке. Соответствующей величиной обжатия можно добиться небольшой неравномерности величины напряжений в поперечном сечениии незначительного или даже нулевого пружинения. При чрезмерно большой величине обжатия -.может быть получено обратное пружинение, когда момент внутренних сил в сечении в результате обжатия изменяет знак и кривизна увеличивается. При большой величине обжатия напряжения в полке могут быть снижены до нуля и могут быть даже сжимающими, тогда усилие растяжения будет воспринято необжатой внутренней полкой и напряженияв ней возрастут выше, чем напряжения предварительного растяжения 6о, а в наружной полке напряжения будут равны нулю. Распределение напряжений в сечении будет соответствовать эпюрам а (фиг. 3 и 6). При снятии внешних нагрузок длина наружных волокон не изменится, а длина внутренних уменьщится;. . кривизна профиля увеличится, т. е. произойдет обратное пружинение. Наибольшая величина напряжений сжатия внутренних волокон не может превысить предела прочности материала So, что примерно соответствует двум пределам пропорциональности 5п . Следовательно, чтобь обес печить нулевое напряжение в крайнем внутреннем волокне профиля, достаточно обеспечить его растяжение не больше, чем на
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки профилей уголкового сечения | 1988 |
|
SU1558530A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| Способ гибки профилей уголкового сечения полкой внутрь | 1986 |
|
SU1449178A1 |
| Способ изготовления гнутых профилей с элементами двойной толщины на кромках | 1987 |
|
SU1488060A1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ НЕСИММЕТРИЧНОГО СЕЧЕНИЯ | 1998 |
|
RU2148456C1 |
| ОБТЯЖНОЙ ПУАНСОН, МИНИМИЗИРУЮЩИЙ УСИЛИЕ, ЗАТРАЧЕННОЕ НА РАСТЯЖЕНИЕ ОБРАЗЦА В ПРОЦЕССЕ ГИБКИ С РАСТЯЖЕНИЕМ ПО РАБОЧЕЙ ЧАСТИ ОБТЯЖНОГО ПУАНСОНА | 2012 |
|
RU2517078C2 |
