многопозиционный барабан (МБ) Ь с приводом его поворота и фиксации и инструментальный блок, содержащий пуансон 12, подвижную матрицу 1Ь с центрирующими для ТЗ 38 выступами 16, а также направляющие 23 и 24 в виде копиров. Поступающие, из бункера ТЗ 38 при повороте МБ 5 попадают на рабочую позицию инструментального блока. Здесь происходит
гибка, обжим конца ТЗ и отрезка отхода. При дальнейшем повороте МБ 5 обработанные ТЗ поступают на позицию, фрезеровки паза, а затем по лотку в приемник готовых деталей. Устройство позволяет повысить точность ориентации ТЗ, обеспечить гарантированное отделение отхода, тем самым повысить надежность работы АУ. 1 з.п. ф-лы, 10 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат | 1989 |
|
SU1691065A1 |
| Автомат для отгибки зацепов пружин растяжения | 1989 |
|
SU1641491A1 |
| Автоматическое устройство для изготовления деталей из трубных заготовок преимущественно для рамы велосипеда | 1989 |
|
SU1720774A1 |
| Многопозиционный рабочий ротор | 1976 |
|
SU679374A1 |
| МНОГОПОЗИЦИОННАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2071870C1 |
| Многопозиционная инструментальная головка | 1990 |
|
SU1787696A1 |
| Револьверная головка | 1989 |
|
SU1757782A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Револьверная головка | 1980 |
|
SU908544A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1990 |
|
RU2035268C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в автоматических устройствах (АУ) для изготовления деталей, преимущественно для рамы велосипеда, из трубных заготовок (ТЗ). Цель изобретения - увеличение надежности АУ путем повышения точности ориентации ТЗ и гарантированного отделения отхода при выполнении технологических операций обжима и отрезки конца ТЗ. АУ имеет транспортный многопозиционный барабан (МБ) 5 с приводом его поворота и фиксации и инструментальный блок, содержащий пуансон 12, подвижную матрицу 15 с центрирующими для ТЗ 38 выступами 16, а также направляющие 23 и 24 в виде копиров. Поступающие из бункера ТЗ 38 при повороте МБ 5 попадают на рабочую позицию инструментального блока. Здесь происходит гибка, обжим конца ТЗ и отрезка отхода. При дальнейшем повороте МБ 5 обработанные ТЗ поступают на позицию фрезеровки паза, а затем по лотку - в приемник готовых деталей. Устройство позволяет повысить точность ориентации ТЗ, обеспечить гарантированное отделение отхода, тем самым повысить надежность работы АУ. 1 з.п.ф-лы, 10 ил.
Изобретение относится к машиностроению, а именно к автоматическим устройствам для изготовления деталей из трубных заготовок.
Цель изобретения - увеличение на- дежности устройства путем повышения точности ориентации трубной заготовки и гарантированного отделения от- хода при выполнении .технологических операций обжима и отрезки конца
трубы.
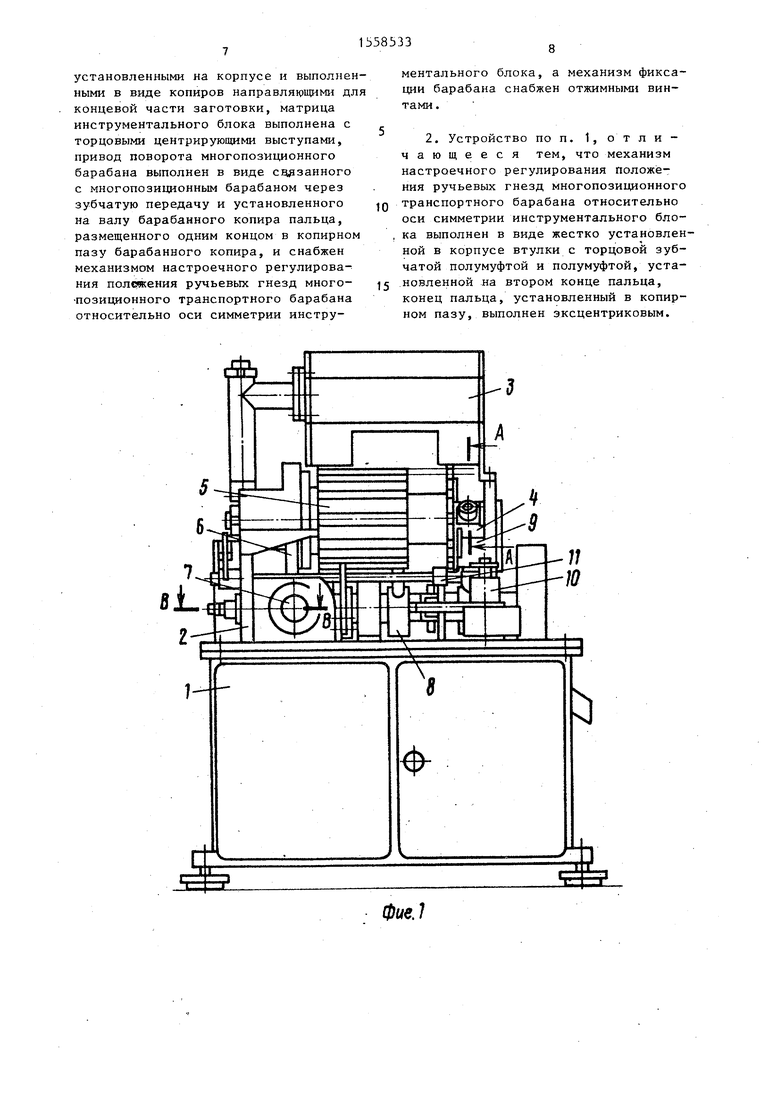
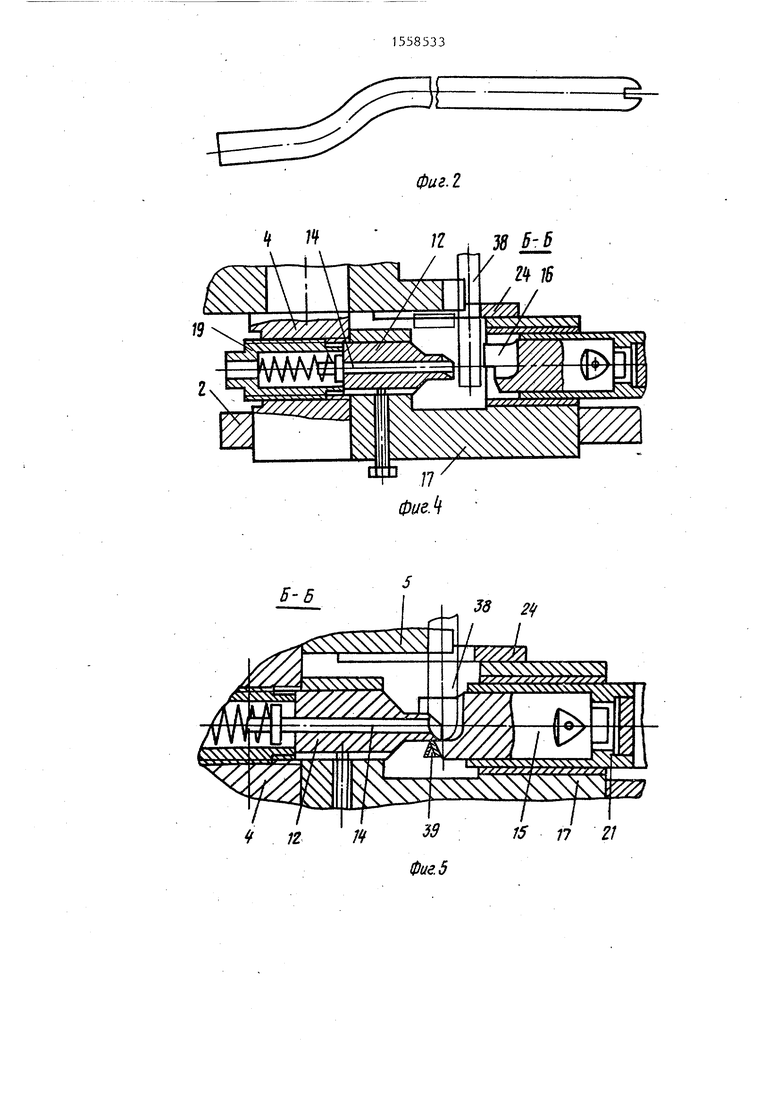
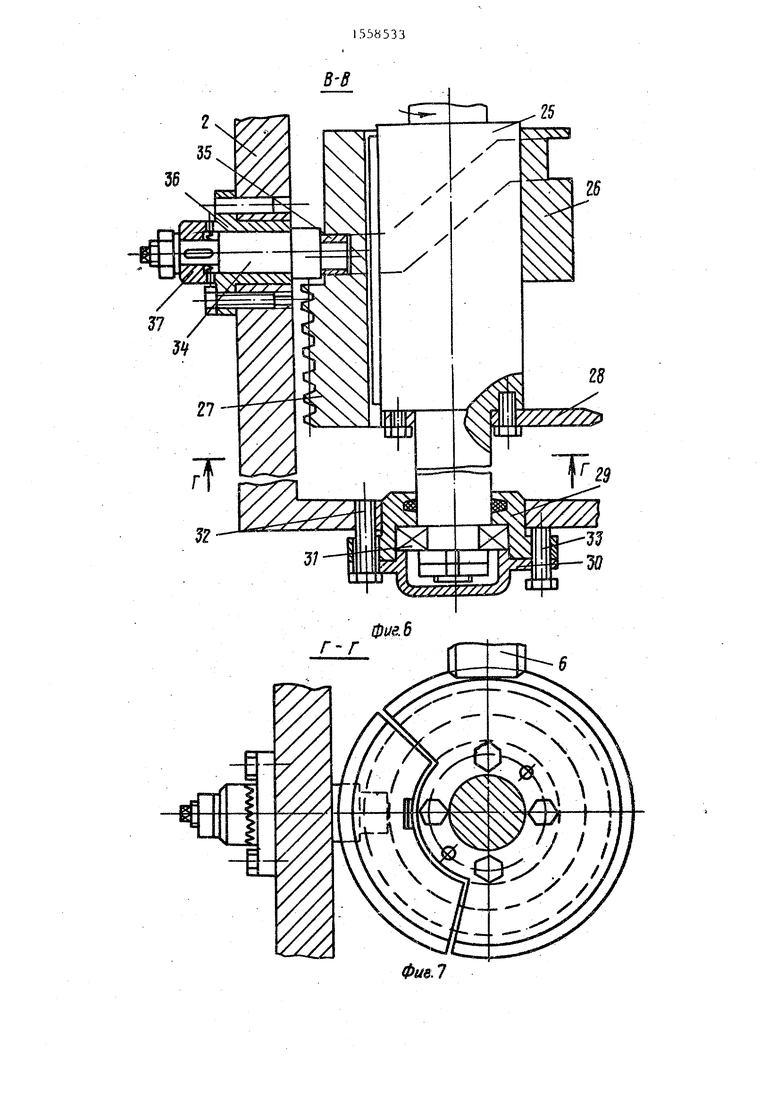
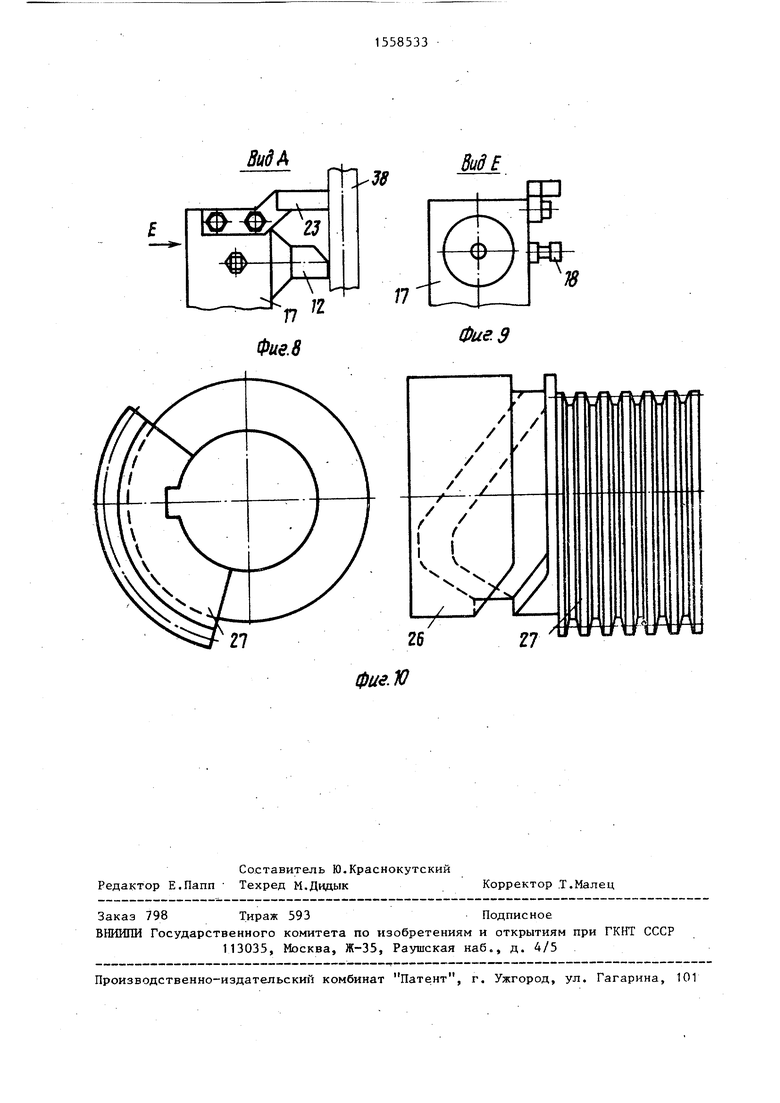
На фиг.1 изображено устройство, вид спереди , на фиг.2 - деталь; на фиг.З - разрез А-А на фиг.1; на фиг.4 разрез Б-Б на фиг.З (исходное поло- жение); на фиг.5 - то же, рабочее положение; на фиг.6 - разрез В-В на фиг.1; на фиг.7-разрез Г-Г на фиг.6; на фиг. 8 вид Д на фиг.3; на фиг.9 - вид Е на фиг.8; на фиг.10 две проекции барабанного копира с зубчатым сектором.
Автоматическое устройство содержи размещенный на станине 1 корпус 2, на котором смонтированы бункер 3, ось 4 с установленным на ней транспортным барабаном 5 с шестерней 6, входящей в зацепление с механизмом 7 поворота и фиксации барабана. Сзади барабана под углом установлены механизм 8 гибки трубы и инструментальный блок 9 для обжатия и радиусной обрезки конца трубы, справа от барабана установлен механизм 10 прорезки паза, а под барабаном - меха- низм 11 зажима изделия при прорезке паза. Внутри станины размещен привод механизма гибки трубы и обрезной матрицы, а также привод механизма прорези паза (не показаны).
Инструментальный блок 9 (фиг.3-5) содержит неподвижный пуансон 12 с попружиненным пружиной 13 выталкивателем 14 и подвижную матрицу 15 с боковыми выступами 16, смонтированные общем корпусе 17, который крепится к корпусу 2. Для фиксации пуансона 12 в корпусе 17 предусмотрен винт 18, для регулировки положения пуансона - специальный винт 19, ввернутый в ось 4. Матрица 15 фиксируется винтом 20 в патроне 21, который приводится в движение кулачком (не показан) через шатун 22. К корпусу инструментальног блока 17 крепятся две в виде копиров направляющие 23 и 24, образующие ко- пирный паз.
Привод механизма поворота и фиксации барабана 5 (фиг.6 и 7) содержит вал 2Ь, получающий вращение через коническую передачу от приводного вала (не показан), барабанный копир 26 с зубчатым сектором 27, имеющий возможность перемещения в осевом направлении на валу 25, фиксатор 28, выполненный в виде зуба и закреплённый на валу 25. Фиксатор 28 и зубчатый сектор 27 имеют такой же профиль зубьев, как и шестерня 6. Одна опора вала 25 имеет возможность свободно перемещаться, а другая выполнена регулируемой и исполняет рол механизма фиксации барабана. Регулируемая опора содержит корпус 29 подшипника с крышкой 30 и подшипником 31, три крепежных винта 32 и три отжимных -винта 33.
Внутрь паза копира 26 входит с эксцентриковым концом палец 34 с роликом 35, установленный во втулке 36 с торцовой зубчатой полумуфтой, крепящейся к корпусу 2. На пальце 34 посажена подвижная в осевом направлении вторая зубчатая полумуфта 37 для его стопорения после накладки. Этот механизм обеспечивает настроечную регулировку положения ручьевых гнезд многопозиционного транспортного барабана 5 относительно оси инструментального блока.
Устройство работает следующим образом.
Заготовки 38 загружаются в бункер 3, откуда поштучно попадают в ручьи барабана 5, имеющего двенадцать позиций и периодически поворачивающегося на одну позицию, т.е. на угол 30е За время остановки барабана совершается рабочий цикл. При подходе . заготовки к рабочей позиции направля ющие 23 и 24 отводят конец заготовки в радиальном направлении и устанавливают его между пуансоном 12 и матрицей 15. Барабан 5 останавливается. Осуществляется гибка трубы с помощью механизма 8 гибки. От привод начинает движение патрон 21 с матрицей 15, в процессе которого матрица 15 боковыми выступами 16 вступает в контакт с заготовкой 38 и последняя устанавливается симметрично оси инструментального блока. При дальнейшем движении матрицы 13 происходит радиусный пережим заготовки 38, а затем срез отхода. Пои отводе матрицы заготовка выталкивается из ложа пуансона 12, происходит поворот барабана и обрезанный конец изделия направляющей 24 перемещается в ручей барабана 5. При дальнейшем вращении барабана 5 изделие снизу удерживается специальной направляющей.
На нижней позиции во время остановки барабана 5 происходит зажим изделия и производится прорезка паза фрезой со стороны обрезанного конца, после чего при следующих поворотах барабана готовое изделие выталкивается на лоток и откатывается в тару (не показано).
Поворот барабана 5 на одну позицию и фиксация его во время обработки осуществляется приводом механизма 7 поворота и фиксации барабана. Вал 25 вращается постоянно. Зубчатый сектор 27 барабанного копира 26 и фиксатор 28 поочередно находятся в зацеплении с шестерней 6. Когда в зацеплении находится фиксатор 28, барабан 5 не поворачивается. При выходе фиксатора 28 из зацепления в зацепление вступает зубчатый сектор 27 копира 26, который начинает двигаться на валу 25 поступательно под действием пальца 34 с роликом ЗЬ, входящего в паз копира 26. Происходит по5
0
ворот шестерни 6, а вместе с ней и барабана 5 на оси 4, снова вступает в зацепление фиксатор 28, а копир 26 под действием пальца 34 с эксцентриковым концом возвращается в исходное положение.
Настроечная регулировка положения ручьевых гнезд барабана 5 относительно оси инструментального блока 9 осуществляется перемещением вала 25 с фиксатором 28 в осевом направлении следующим образом. Отпускаются крепежные винты 32, а затем ввертыванием или вывертыванием отжимных винтов 33 перемещают корпус 29 подшипника, а вместе с ним и вал 25. При этом фиксатор 28 поворачивает шестерню 6 с барабаном 5 до совпадения оси ручьевого гнезда барабана с осью инструментального блока.
После этого производится перемещение и фиксация копира 26 с зубчатым сектором 27 с сопряженным профи- 5 лем шестерни 6 относительно вала 25 следующим образом. Отпускается гайка и выводится из зацепления торцовая зубчатая полумуфта 37, поворачивается палец 34 с эксцентриковым концом на необходимый угоп в ту или иную сторону и при условии совпадения зуиа полумуфты 37 с впадиной полум фты на втулке 36 -затягивается гайкой.
Изобретение позволяет повысить надежность работы автоматического устройства.
Формула изобретения
5
0
0
5
установленными на корпусе и выполненными в виде копиров направляющими дл концевой части заготовки, матрица инструментального блока выполнена с торцовыми центрирующими выступами, привод поворота многопозиционного барабана выполнен в виде связанного с многопозиционным барабаном через зубчатую передачу и установленного на валу барабанного копира пальца, размещенного одним концом в копирном пазу барабанного копира, и снабжен механизмом настроечного регулирования полсткения ручьевых гнезд многопозиционного транспортного барабана относительно оси симметрии инстру
5
ментального блока, а механизм фиксации барабана снабжен отжимными винтами.
Фие. 1
а и si
9-9 ВЈ
2-гпф
€
%
9-a
Ы Ь
MA Ж
27
38
видЕ
17
ФиеЭ
фие.Ю
