Изобретение относится к области обработки металлов давлением, в частности к штамповке эластичной средой, и может быть использовано в различных отраслях машиностроения при изготовлении тонкостенных полых деталей
Цель изобретения - повышение надежности штампа за счет увеличения ресурса работы пуансона.
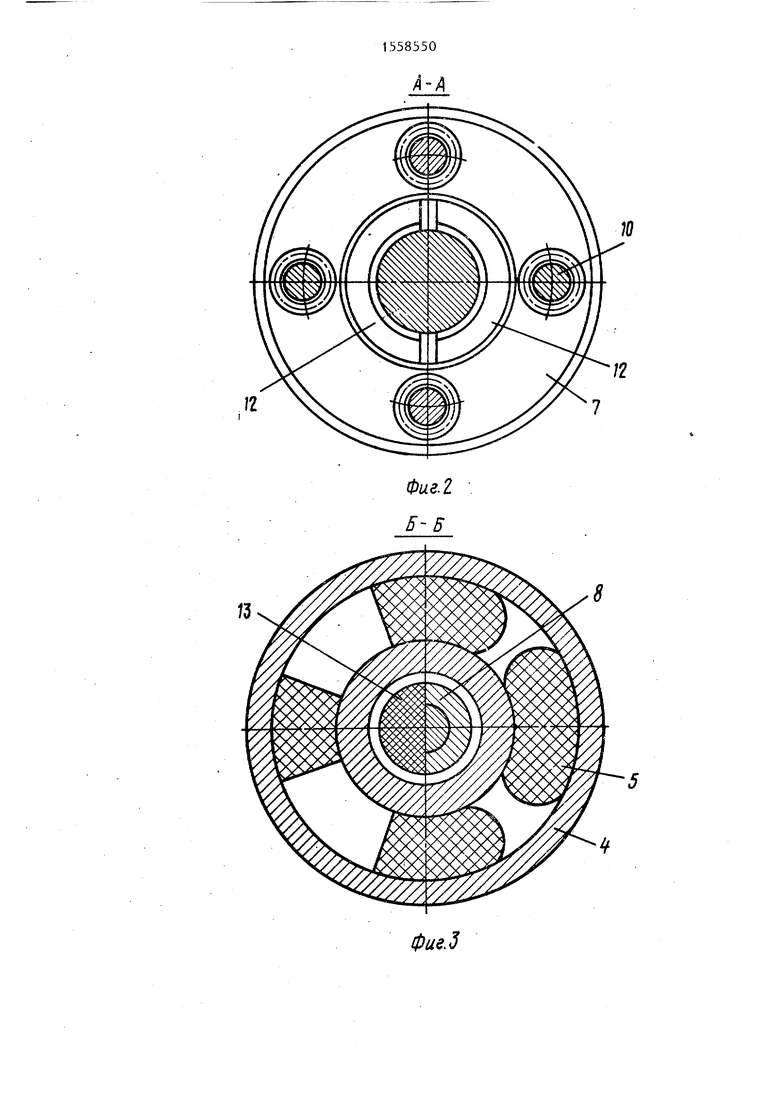
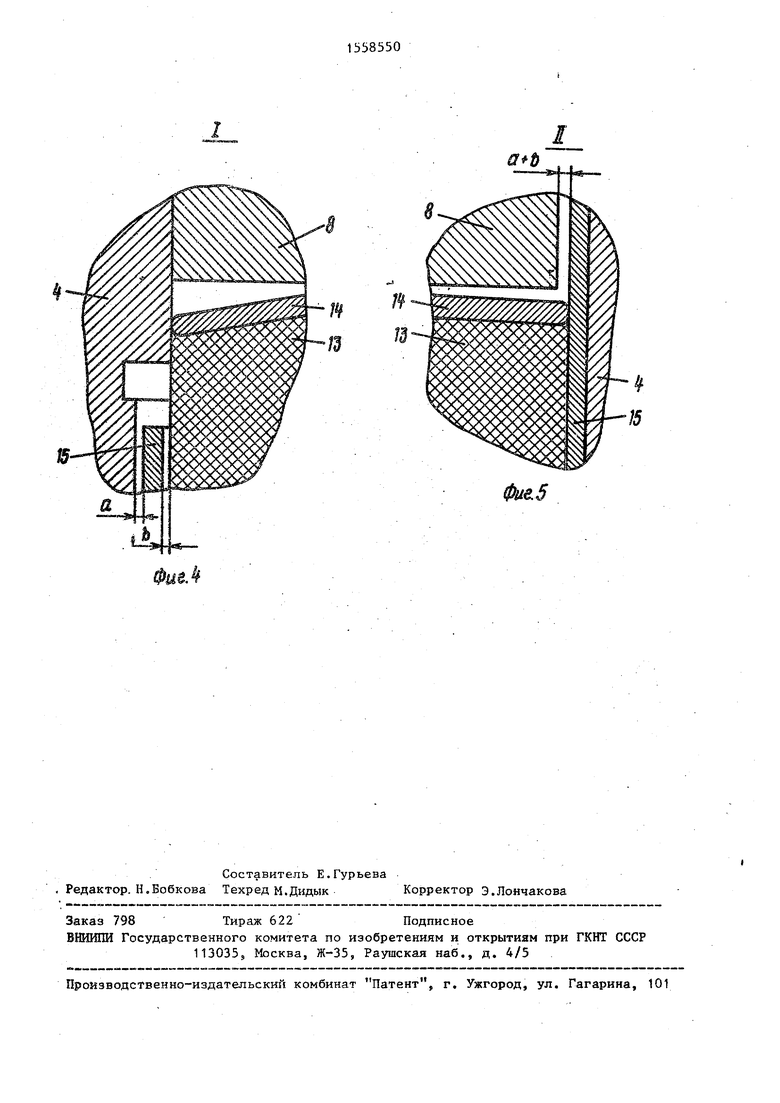
На фиг.1 представлен штамп, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - узел I на фиг.1 на фиг. - узел II на фиг.1.
Штамп содержит неподвижную плиту 1, переходник 2 с установленной в нем неподвижной полуматрицей 3. Подвижная полуматрица 4 выполнена с кольцевой проточкой по периферии для установки в ней эластичных подушек 5 (фиг.1 и 3) и нажимного кольца 6. К верхнему торцу подвижной полуматрицы 4 закреплена промежуточная плита 7 с кольцевым пазом по периферии и отверстиями в ней. В центральной части промежуточной плиты 7 также имеется паз для установки в нем ограничителя рабочего хода ступенчатого пуансонодержателя 8 состоящего из набора съемных упоров 9, выполненных в виде пластин-полуколец (фиг. 2). В отверстия промежуточной плиты подвижно установлены направляющие 10 прижимных пружин 11. Свободный конец направляющих 10 выполнен в виде упорной пяты, а второй закреплен к верхней подвижной плите 12. С последней жестко связан ступенчатый пуансоно- держатель 8, к торцу которого закреп- лен эластичный пуансон 13 с хвостовиком. Между пуансонодержателем 8 и пуансоном 13 установлена охватывающая его хвостовик тарельчатая пружина 14 с наружным диаметром, равным диа- метру пуансона 13.
Штамп работает следующим образом. Подвижную плиту 12 закрепляют к штоку обычного одноходового пресса. В поднятом состоянии верхней части штампа в полость неподвижной полуматрицы 3 устанавливают заготовку 15, а затем задают рабочий ход. При этом пружины 11 еще до раздачи заготовки
Q
5
0 5 Q
п
5
обеспечивают запирание зоны разъема матрицы. В дальнейшем при максимальном нагружении такое запирание дополнительно страхуется давлением пружинных направляющих 10 через кольцо 6 и подушки Ь также на подвижную полуматрицу 4. Усилием нагружения тарельчатая пружина 14, раздаваясь в диаметре, перекрывает зазор между заготовкой и пуансонодержателем, исключая повреждение пуансона (фиг.4).
i
Пробной штамповкой добиваются кон-, такта одной из пар съемных упоров 9 с фланцем пуансона 13 в момент полного облегания заготовкой формы матрицы.
При подъеме верхней части штампа подушки 5 и пружины 11 обеспечивают съем заготовки с пуансона.
Формула изобретения
1.Штамп для раздачи тонкостенных оболочек, содержащий две полуматрицы, одна из которых установлена на неподвижной плите, а другая взаимосвязана с промежуточной плитой, закрепленный на подвижной части ступенчатый пуансонодержатель и зафиксированный в центральной части последнего эластичный пуансон, отличающийся тем, что, с целью повышения надежности штампа за счет увеличения ресурса работы пуансона, пуансон выполнен с хвостовиком, а пуансонодержатель - с центральной полостью для размещения последнего, штамп снабжен ограничителем рабочего хода пуан- сонодержателя, установленным между промежуточной и подвижной плитами, а также защитным элементом, размещенным между пуансоном и пуансонодержателем
и выполненным в виде охватывающей хвостовик тарельчатой пружины, имеющей наружный диаметр, равный диаметру пуансона.
2.Штамп по п. 1, отличающийся тем, что ограничитель рабочего хода пуансонодержателя выполнен в виде набора съемных пластин, каждая из которых состоит из полуколец.
о
UO
CO LO
j
r
«I
4
Ю
фые.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи полых заготовок | 1985 |
|
SU1279710A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| Способ формовки полых деталей эластич-НыМ пуАНСОНОМ B жЕСТКую МАТРицу и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU835568A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691013C1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Способ изготовления деталей с отводами и устройство для его осуществления | 1977 |
|
SU763017A1 |
Изобретение относится к обработке металлов давлением, в частности к штамповке эластичной средой, и может быть использовано в различных отраслях машиностроения при изготовлении тонкостенных полых деталей. Цель изобретения - повышение надежности штампа за счет увеличения ресурса работы пуансона. Пробной штамповкой добиваются контакта одной из пар съемных упоров 9 с фланцем пуансонодержателя 8 в момент полного облегания заготовкой 15 формы матрицы. При рабочем ходе тарельчатая пружина 14 раздается в диаметре. Зазор между заготовкой 15 и пуансонодержателем 8 перекрывается. Исключается повреждение пуансона 13. Ограничитель рабочего хода пуансонодержателя 8 в виде полуколец позволяет исключить излишнее нагружение пуансона 13. 1 з.п.ф-лы, 5 ил.
| Способ формовки полых деталей эластич-НыМ пуАНСОНОМ B жЕСТКую МАТРицу и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU835568A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
