(54) СПОСОБ ФОРМОВКИ ПОЛЫХ ДЕТАЛЕЙ ЭЛАСТИЧНЫМ ПУАНСОНОМ В ЖЕСТКУЮ МАТРИЦУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
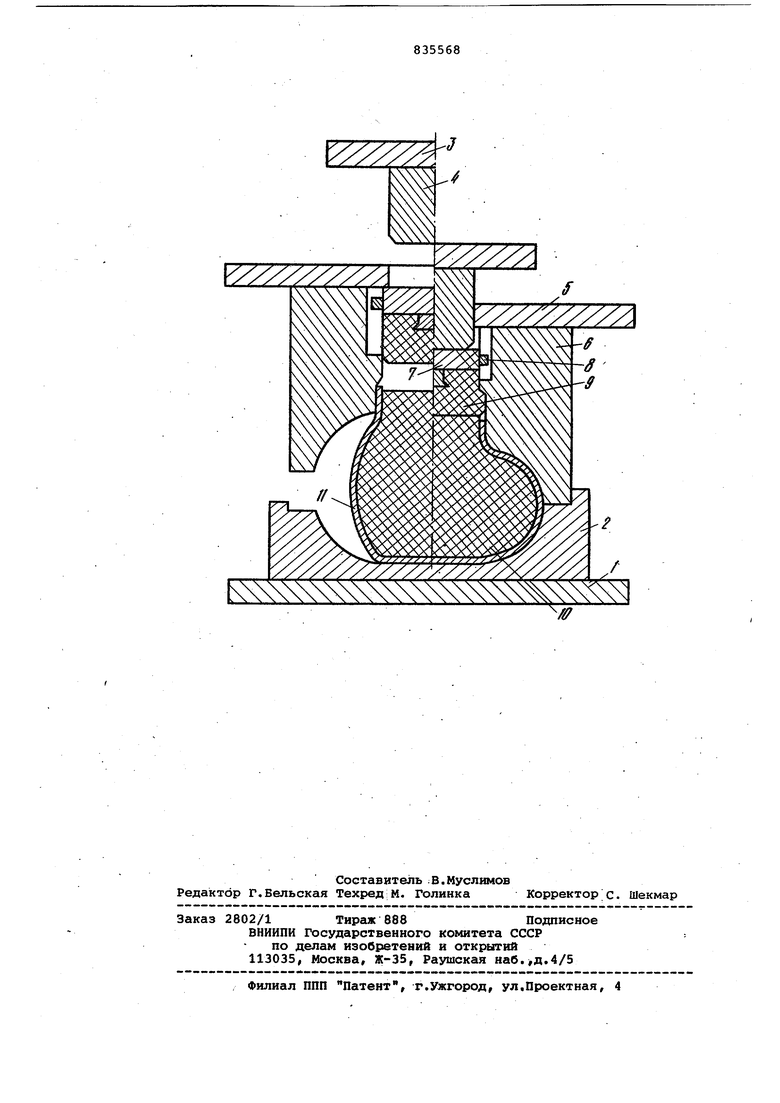
Штамп содержит нижнюю плиту 1 с закрепленной на ней нижней полуматри цей 2, первую верхнюю плиту 3 с закрепленным на ней давильником 4, вторую верхнюю плиту 5 с закрепленной на ней верхней полуматрицей б, внутри которой установлен с возможностью перемещения относительно верхней полуматрицы б пуансонодержатель 7, имеющий индивидуальный привод, со шпонкой 8, удерживающей его в полуматрице б, прикрепленной при помощи хвостовика к пуансонодержателю 7 эластичный пуансон 9, заполняющий полость полуфабриката эластичный наполнитель 10 в виде шариков диаметром 10-15 мм из эластичкого материала.
Штамп устанавливают на прессе двоного действия. в полуматрицу 2 укладывают полуфабрикат, полученный путем предварительной раздачи заготовки 11 на величину, меньшую допускаемого утонения для штампуемого материала, до получения объема,равного объему готовой детали, и заполненный эластичным наполнителем 10. .При ходе наружного ползуна пресса (на чертеже не показан) полуматрица б, опускаясь при помощи эластичного пуансона 9 закрывает объём заготовки 11 и создает внутреннее давление с последующей осадкой-формовкой заготовки 11 до смыкания полуматриц 2 и б. После этого под действием внутреннего ползуна пресса (на чертеже не показан) начинает двигаться давильни 4, который передает давление на пуансонодержатель 7 и пуансон 9, передгиощий усилие на эластичный наполнитель 10, который воздействует на заготовку 11 в радиальном направлении.
Преимущество предлагаемого изобретения заключается в улучшении качества штампуемых деталей вследствие уменьшения утонения.
Формула изобретения
1.Способ формовки полых- деталей эластичным пуансоном в жесткую матгрицу, заключающийся в том, что полую заготовку подвергают раздаче пуансоном с одновременной осадкой путем осевого воздействия на ее торец, отличающийся тем, что,
с целью улучшения качества обрабаты ваемых деталей за счет уменьшения утонения, полую заготовку предварительно раздают на.величину, меньшую допускаемого утонения для штампуемого материала, до получения полуфабриката с объемом, равным объему готовой детали, и заполняют полость полученного полуфабриката наполнителем в виде шариков из эластичного материала, а после раздачи с осадкой производят, раэдачу-калибровку путем приложения к заготовке радиального усилия.
2.Устройство для осуществления способа по П.1, содержащее нижнюю и верхнюю полуматрицы, образующие разъемную матрицу, и закрепленный в верхней полуматрице пуансонодержатель с эластичным пуансоном, отличающееся тем, что пуансонодержатель установлен с возможностью перемещения относительно верхней полуматрицы и снабжен индивидуальным приводом..
Источники информации, принятые во внимание при экспертизе
1. Ходырев В.А. Проектирование, изготовление и эксплуатация штампов с полиуретаном.- Пермь, Машиностроение, 1975, с.266-267, рис.112,113.
. 2. Мещерин В.Г. Листовая штамповка. Атлас схем.- м., Машиностроение, 1975, с.169, рису538 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи полых заготовок | 1985 |
|
SU1279710A1 |
| Штамп для раздачи | 1979 |
|
SU837493A1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| Способ получения полых изделий с фланцем | 1979 |
|
SU874255A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |