н и
А
Г-1
Риг. 2
Изобретение относится к металлургии, а именно к механизмам прокатного стана5 в частности средствам транспортировкн полосы, являющимся частью поточной технологической лшши.стана, и может быть использовано в конструкциях отводящих рольгангов, установлен ных между последней клетыо широкополо с.пого стана и моталкой полосы или непосредственно после последней клети
Цель изобретения повышение устойчивости полосы при повышении ско рости ее транспортирования,
На фиг.1 изображен рольганг, вид в плане; на фиг,2 - разрез А-А на фиг,1| на фиг.З и А разрез и В-В на фиг,2; на фиг,5 - разрез Г-Г на фиг.2} на фиг„6 и 7 - разрез и на фиг.2; на фиг.8 узел I на фиг,2,
Рольганг широкополосного прокатного сгана содержит раму 1, в подшипниковых узлах которой установлены при-
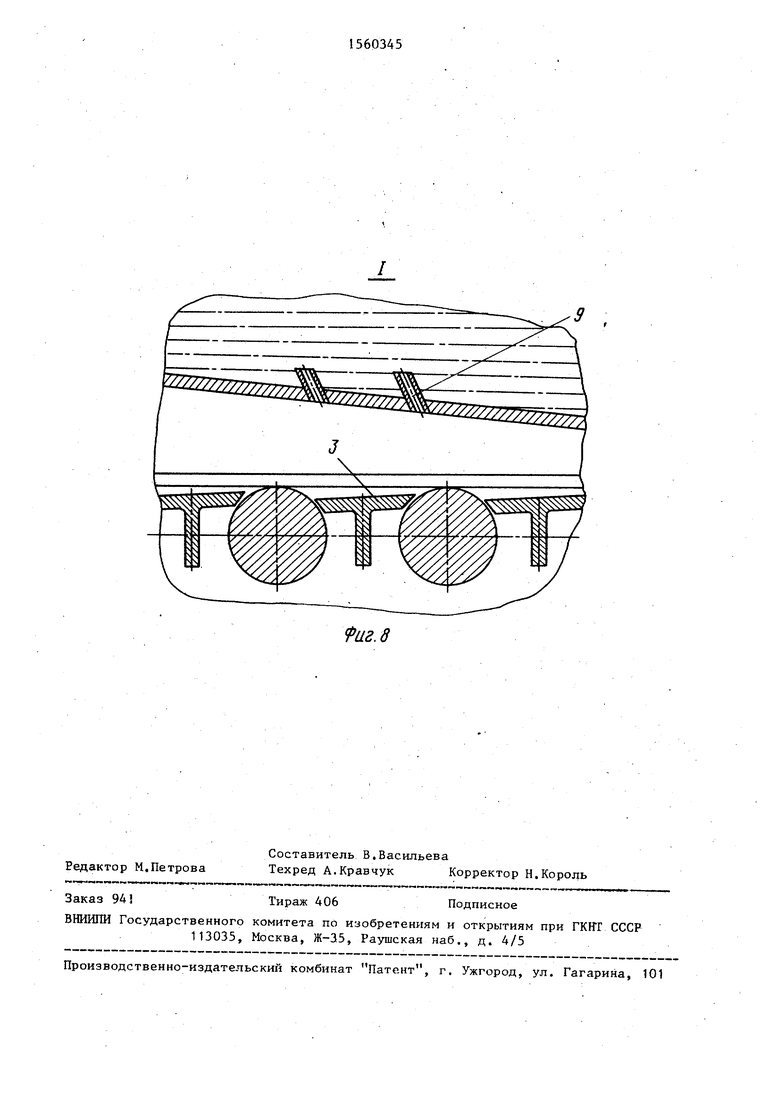
роликами 2, проводками 3, сводами
5камер (14) (фиг.З и 7), боковыми проводками 7 и отклоняющими роликами
6и под воздействием жидкости из форсунок „ 9.
Благодаря каскадности свода секций и различию длин секций камер, асимметрии профиля и его кривизне перед- JQ ний конец полосы., проходя последовательно все секции, получает следующее изменение,
Под действием проталкивающего усилия клети конец полосы проталкивают {5 через первую секцию камеры, передний конец полосы скручивается, образуя криволинейный профиль, близкий к винтовому, при этом полоса смещается с оси рольганга,
Проходя вторую секцию камеры с обратной конусностью свода конец полосы снова возвращается на ось рольганга, изгибая полосу в противоположную сторону. При необходимости может быть
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления скоростным режимом отводящего рольганга широкополосного стана | 2020 |
|
RU2743177C1 |
| Приспособление к прокатному стану для сворачивания в бунты тонких полос при выходе их из валков | 1937 |
|
SU55117A1 |
| Способ прокатки и транспортировки тонких полос по отводящему рольгангу широкополосного стана | 2020 |
|
RU2743386C1 |
| ОХЛАЖДАЮЩАЯ ТРАССА КРУГЛЫХ ГОРЯЧЕКАТАНЫХ ПРОФИЛЕЙ | 2006 |
|
RU2320436C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЙ ПОЛОСЫ НА СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2293617C2 |
| Способ управления скоростным режимом отводящего рольганга | 1981 |
|
SU975131A1 |
| Проводка клети полосового прокатного стана | 1990 |
|
SU1801643A1 |

Изобретение относится к прокатостроению, в частности к транспортным средствам в линиях прокатных станов. Цель изобретения - повышение устойчивости полосы при повышении скорости ее транспортирования. Рольганг снабжен трехсекционными камерами 4 и приводными роликами с проводками между ними. Свод и боковые стенки секций камер выполнены в виде стационарных профилированных проводок профиля, имеющих встречную конусность относительно направления движения полосы. При транспортировании проката, кроме известных колебаний в вертикальной плоскости, в рольганге появляются новые виды колебаний, а именно поперечные, и покачивание вокруг продольной оси. Все вместе эти колебания создают новый закон движения полосы, при этом на отдельных участках одни колебания переходят в другие, но каждое из них в отдельности меньше известных. Это позволяет, используя аэродинамические силы, поднять скорость транспортирования. 8 ил.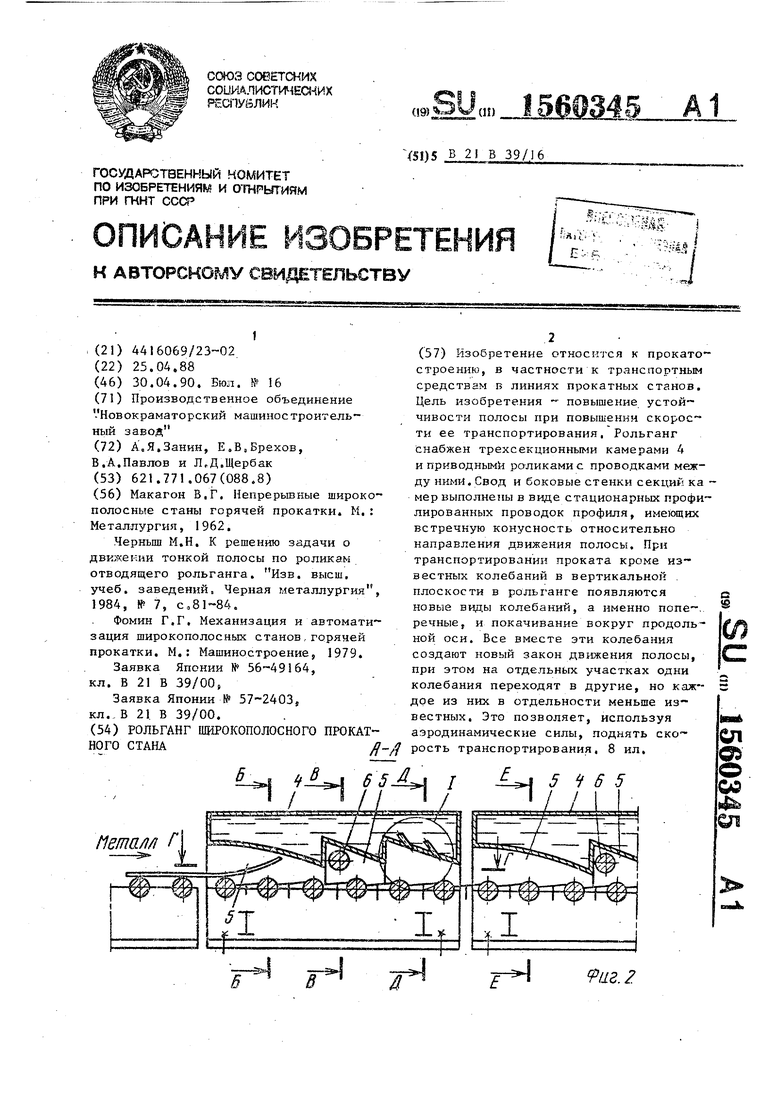
водные шшшщрические ролики 2, Между 25 установлено несколько камер, напри
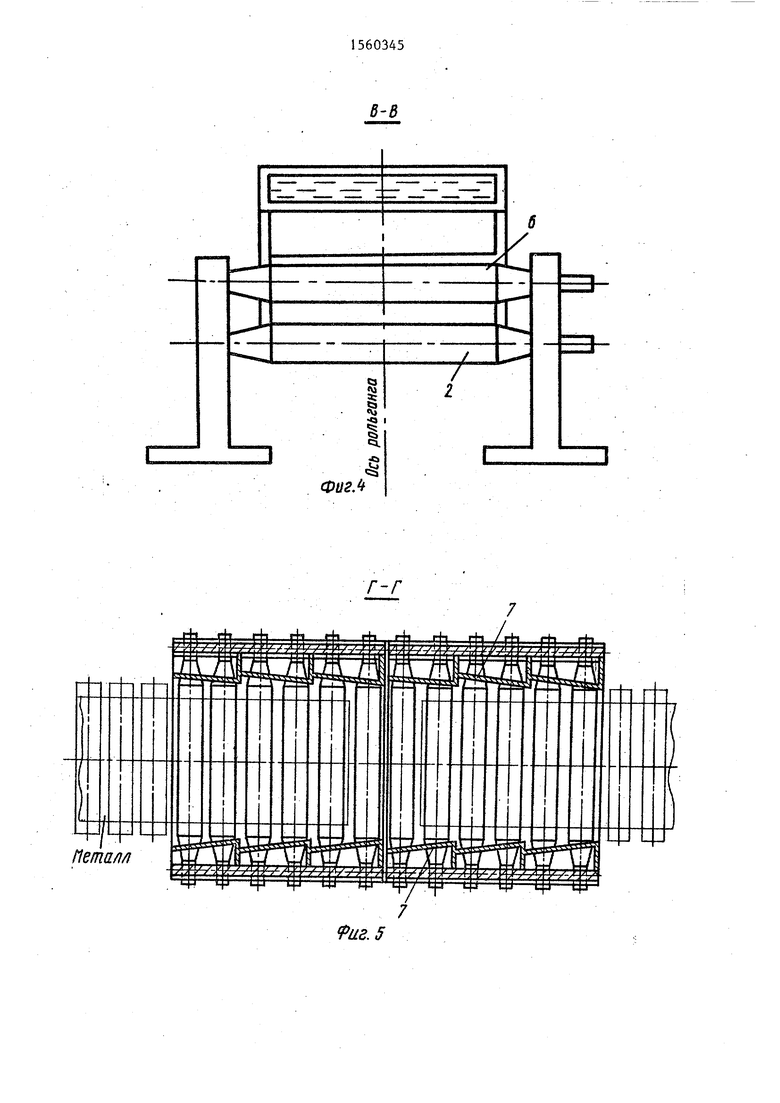
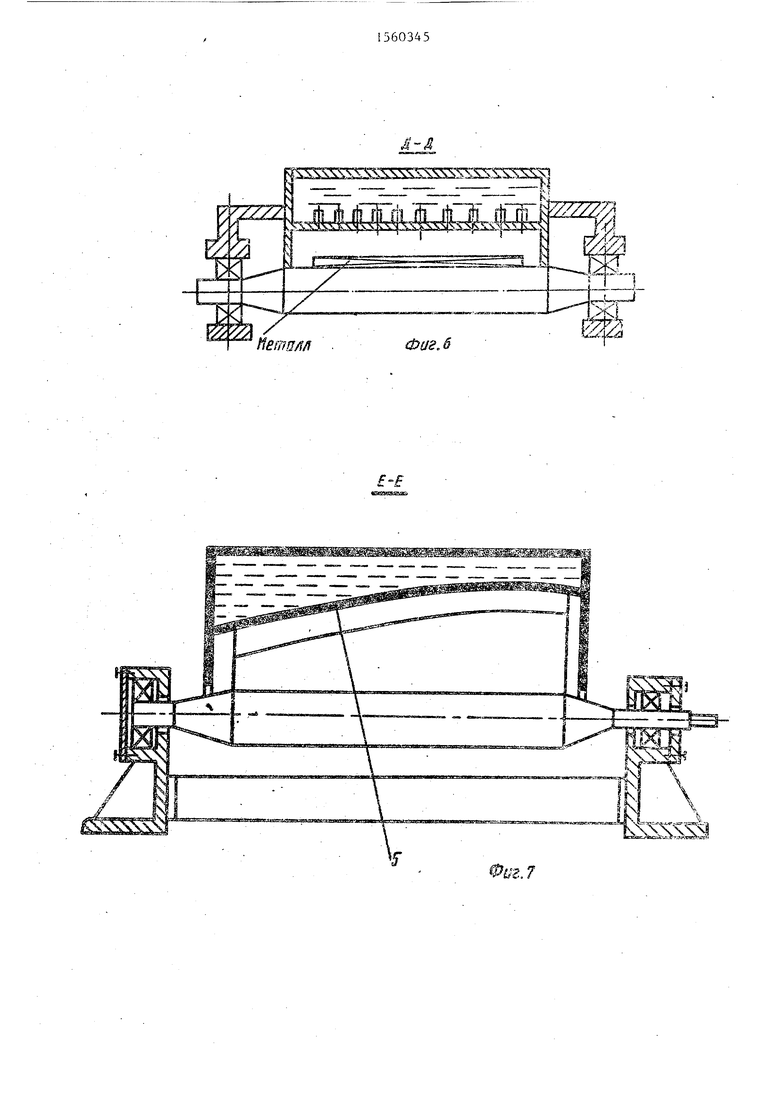
мер 3 или 5Э в зависимости от парароликами размещены направляющие про™ водки 3 На раме рольганга установлены трехсекционные камеры 4, образующие с направляющими проводками замкнутый объем. Первая и вторая по ходу транспортирования секции каждой камеры икают криволинейный свод 5, асимметричный относительно оси рольганга, причем профиль второй секции имеет обратный наклон профиля свода, Вторая секция снабжена отклоняющим роликом 6 „,
Высота криволинейных сводов первых секции каждой следующей камеры меньше предыдущей. Боковые стенки камеры являются стационарными проводками 7 также каскадной формы. Каскады со стороны входа в камеру имеют большую площадь сечение, чем со стороны из каскада камеры-форматора, т.е. конусность относительности направления движения полосы с уменьшением их объема. Верхняя часть камер секций является емкостью 8 для охлаждающей жидкости и содер/хпт форсунки 8 для подачи яидкости па полосу расположенные на своде третьей секции Рольганг работай г следующим образом.
При выводе полосы из последней клети прокатного стана ее передний конец/ как правило, загнут вверх. При движении полосы передний конец проходит секции камер, соударяясь с
30
35
45
50
55
метров полосы и условий транспортирования
Теперь, имея заданный винтовой профиль полосы, передний конец в отличие от известных способов транс портирования имеет возможность тран портироваться в новых условиях, а именно, под действием аэродинамичес ких сил конец полосы получает кроме известных колебаний в вертикальной плоскости еще два новых движения: колебания в поперечной плоскости и качание вокруг профильной оси,
Это дает возможность поднять ско рость транспортирования; снизить амлитуду колебаний полосы. Кроме то го, полоса контактирует в разных то ках и на разных участках полосы, чт уменьшает локальный износ роликов рольганга,
В конце рольганга полоса частичн теряет приданный ей винтовой профил Перед входом па участок смотки поло са центрируется боковыми линейками,, и захватывается подающими роликами.
Таким образом, полоса получает возможность двигаться с более вьГсо- кой скоростью по сравнению с известным рольгангом,, Это дает более высокую производительность рольгалга и прокатного стана в целом; более низкий вес рольганга; меньшие эксплуатационные затраты.
0
5
5
0
5
метров полосы и условий транспортирования
Теперь, имея заданный винтовой профиль полосы, передний конец в отличие от известных способов транспортирования имеет возможность транс портироваться в новых условиях, а именно, под действием аэродинамических сил конец полосы получает кроме известных колебаний в вертикальной плоскости еще два новых движения: колебания в поперечной плоскости и качание вокруг профильной оси,
Это дает возможность поднять скорость транспортирования; снизить г амлитуду колебаний полосы. Кроме тог го, полоса контактирует в разных точках и на разных участках полосы, что уменьшает локальный износ роликов рольганга,
В конце рольганга полоса частично теряет приданный ей винтовой профиль Перед входом па участок смотки полоса центрируется боковыми линейками,, и захватывается подающими роликами.
Таким образом, полоса получает возможность двигаться с более вьГсо- кой скоростью по сравнению с известным рольгангом,, Это дает более высокую производительность рольгалга и прокатного стана в целом; более низкий вес рольганга; меньшие эксплуатационные затраты.
Формула изобретения
Рольганг широкополосного прокатного стана, включающий раму, приводные ролики, направляющие проводки, систему струйного охлаждения полосы, отличающийся тем, что, с целью повышения производительности стана путем обеспечения устойчивости полосы при повышении скорости ее транспортирования, он снабжен последовательно размещенными на раме трех- секционными камерами, образующими
с направляющими проводками замкнутые объемы, уменьшающиеся в направлении транспортирования полосы, причем поверхность свода первых двух секций камер имеет встречную конусность относительно направления движения полосы, вторая секция камер снабжена отклоняющим роликом, установленным при входе в нее над рольгангом, а в своде третьей секции камеры установлены сопла системы струйного охлаждения полосы. I
Фиг.З
Фиг Л
Петалл
Фиг. 5
7
111 |2 S3SSSSS SSSSS
te, 7
Риг.д
| Макагон В,Г, Непрерывные широкополосные станы горячей прокатки | |||
| М,: Металлургия, 1962 | |||
| Черныш М.Н | |||
| К решению задачи о движении тонкой полосы по роликам отводящего рольганга | |||
| Изв | |||
| высш | |||
| учеб, заведений | |||
| Черная металлургия, 1984, № 7, с, | |||
| Фомин Г.Г | |||
| Механизация и автомати зация широкополосных станов горячей прокатки | |||
| М.: Машиностроение, 1979 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
