Изобретение относится к прокатному производству, а точнее к прокатке в чистовых клетях и транспортировке по отводящему рольгангу широкополосного стана переднего конца тонких и особо тонких полос.
Известен способ прокатки и транспортировки полосы по отводящему рольгангу, заключающийся в том, что при движении переднего конца полосы по отводящему рольгангу скорость роликов рольганга устанавливается пропорционально скорости валков последней клети стана с превышением на 2-7%, после захвата переднего конца полосы моталкой окружную скорость роликов делают равной скорости полосы (Лейрс И., Гайдеприм Ю., Гризе Ф-В. «Черные металлы», 1977. №4. С. 3-9.).
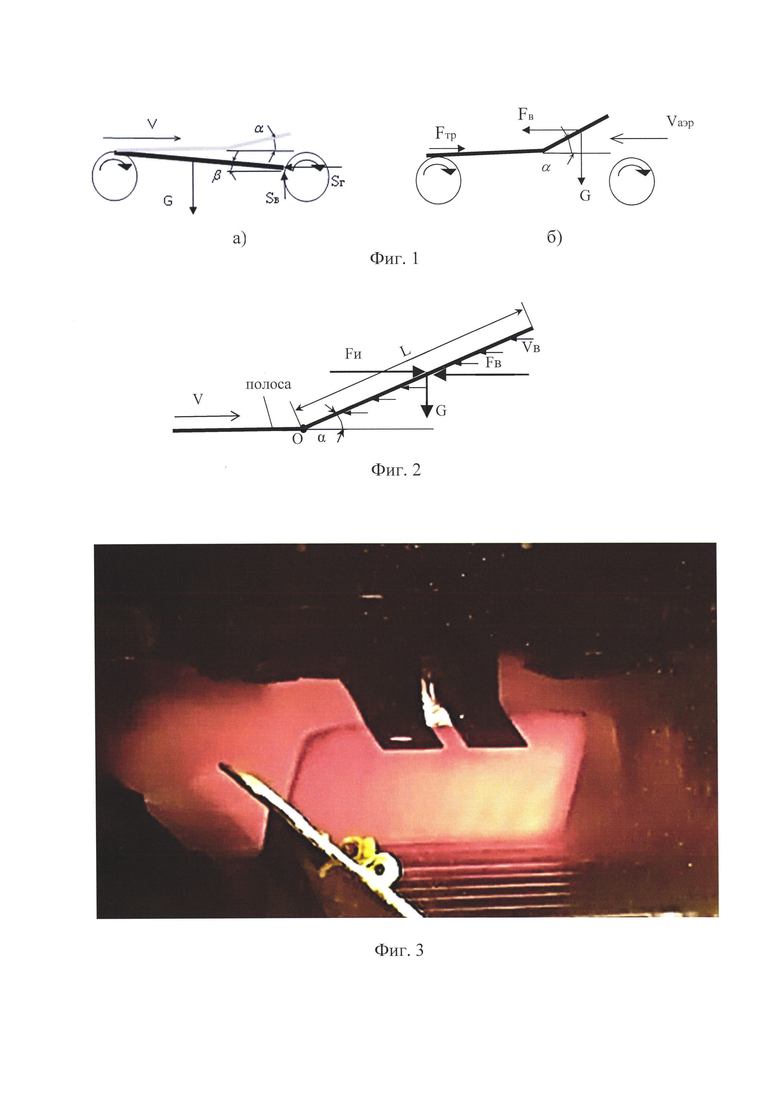
Недостатком данного способа прокатки и транспортировки является невозможность устойчиво прокатывать и транспортировать передние концы тонких (толщиной менее 2,5 мм) и особо тонких (толщиной менее 1,7 мм) полос на высоких скоростях (более 12 м/с), необходимых для получения требуемых температур окончания прокатки, в последних двух межклетье-вых промежутках и первых 10-15 м отводящего рольганга. Дело в том, что на этих участках чистовой группы и отводящего рольганга действует похожие физические процессы, вызывающие неустойчивость при движении переднего конца горячей тонкой полосы. В чистовой группе клетей передний конец, уже достаточно тонкой полосы, из-за поперечного смещения относительно продольной оси стана, часто контактирует своей боковой кромкой с направляющими линейками перед предпоследней и перед последней клетями. Из-за этих силовых контактов полосы о направляющие линейки в последних двух межклетьевых промежутках на высокой скорости происходят кинематические удары переднего конца тонкой полосы о линейки с изгибом верх. В начале отводящего рольганга обычно установлены измерительные приборы (измерители толщины и профиля полосы), которые для своей работы требуют применения увеличенного шага транспортирующих роликов (межосевого расстояния между смежными роликами), что приводит к повышенному прогибу переднего конца полосы вниз между роликами рольганга с увеличенным шагом - фиг. 1а)., с последующим, также кинематическим ударам конца полосы о ролик и взлетом вверх - фиг. 1б). На обоих этих критичных участках стана из-за кинематических ударов переднего конца полосы об элементы оборудования появляется так называемый начальный «угол атаки» - изгиб переднего конца полосы вверх - фиг. 1б). Скоростной воздушный поток начинает действовать на этот изогнутый вверх участок полосы (см. фиг. 2) силой FB, противонаправленной движению:  где В - ширина полосы, L - длина переднего конца полосы, изогнутого для «атаки» воздушным потоком,
где В - ширина полосы, L - длина переднего конца полосы, изогнутого для «атаки» воздушным потоком,  - «угол атаки» (угол переднего конца полосы относительно горизонта), ρв - плотность воздуха, V -скорость полосы, эту же скорость имеет действующий на полосу воздушный поток Vв (Vв=V) (см., например, Идельчик И.Е. Справочник по гидравлическим сопротивлениям, М., Машиностроение, 1975, стр. 385). Под действием этой аэродинамической силы, передний конец тонкой горячей полосы, продольной жесткостью которого можно пренебречь, и который не имеет большого веса (сила G на фиг. 2), начинает изгибаться еще больше вверх - см. фиг. 3, «парить» и колебаться в вертикальной плоскости вплоть до складывания «вдвое» и создания аварийной ситуации в связи с невозможностью дальнейшего продолжения технологического процесса. Причем, необходимо отметить, что для исключения возможности изгиба полосы вверх из-за асимметричной деформации по толщине, в этих клетях обычно диаметр верхнего валка подбирается больше диаметра нижнего валка - так называемое «верхнее давление», что приводит даже к небольшому изгибу полосы вниз (Технологическая инструкция ТИ 05757665-ПГП-03-2015. Подготовка и эксплуатация прокатных валков, ОАО «НЛМК», Липецк, 2015 г., стр. 25).
- «угол атаки» (угол переднего конца полосы относительно горизонта), ρв - плотность воздуха, V -скорость полосы, эту же скорость имеет действующий на полосу воздушный поток Vв (Vв=V) (см., например, Идельчик И.Е. Справочник по гидравлическим сопротивлениям, М., Машиностроение, 1975, стр. 385). Под действием этой аэродинамической силы, передний конец тонкой горячей полосы, продольной жесткостью которого можно пренебречь, и который не имеет большого веса (сила G на фиг. 2), начинает изгибаться еще больше вверх - см. фиг. 3, «парить» и колебаться в вертикальной плоскости вплоть до складывания «вдвое» и создания аварийной ситуации в связи с невозможностью дальнейшего продолжения технологического процесса. Причем, необходимо отметить, что для исключения возможности изгиба полосы вверх из-за асимметричной деформации по толщине, в этих клетях обычно диаметр верхнего валка подбирается больше диаметра нижнего валка - так называемое «верхнее давление», что приводит даже к небольшому изгибу полосы вниз (Технологическая инструкция ТИ 05757665-ПГП-03-2015. Подготовка и эксплуатация прокатных валков, ОАО «НЛМК», Липецк, 2015 г., стр. 25).
Известна конструкция отводящего рольганга, в которой зазоры между роликами рольганга на высоте, приближающейся к верхней образующей роликов, перекрываются пластинами, а над рольгангом располагаются перемешаемые цельные или составные водоохлаждаемые ограничительные плиты, на нижнюю сторону которых направляется воздух (Заявка 4435530, Германия, МПК В21В 39/02. - №44355300, опубл. 02.05.96 г.). В данном техническом решении с помощью пластин ограничен консольный прогиб переднего конца полосы между роликами вниз и, за счет этого, снижены величины кинематических ударов конца полосы о ролики, а, следовательно, уменьшен возможный «угол атаки» переднего конца полосы воздушным потоком, а за счет плит и отраженного от них воздушного потока, лимитирован аэродинамический «взлет» переднего конца полосы вверх. В связи с этим повышается устойчивость транспортировки переднего конца тонкой полосы по отводящему рольгангу на высокой скорости.
Недостатком известного технического решения является необходимость установки на рольганге сложного и дорогостоящего оборудования (пластины между роликами, водоохлаждаемые плиты с приводом перемещения над роликами, производство и подвод воздуха высокого давления и т.п.), использование которого происходит только при прокатке тонких полос (толщиной меньше 2,5 мм) - в среднем около 20-50% производственной программы широкополосного стана. При производстве полос толщиной больше 2,5 мм оборудование данного технического решения будет мешать транспортированию полосы и должно быть отведено от линии прокатки. Кроме того, проблему неустойчивого движения (взлетов) переднего конца тонких полос в последних чистовых клетях и межклетьевых промежутках это техническое решение не решает.
Известны скоростные режимы прокатки в чистовых клетях широкополосного стана горячей прокатки (ШСГП), которые обеспечивают надежный захват полосы моталкой (Коновалов Ю.В. и др. Расчет параметров листовой прокатки, Справочник, М, Металлургия, 1986, стр. 229-231). В этом техническом решении прокатку переднего конца полосы осуществляют на постоянной скорости достаточной для получения требуемой температуры конца прокатки. В конце отводящего рольганга перед захватом полосы моталкой скорости всех клетей чистовой группы синхронно снижают для надежного захвата переднего конца тонкой полосы моталкой на скорости 10-11 м/с (см. там же рис. 104, г-з, рис. 105).
Этот способ прокатки и транспортировки полосы по совокупности существенных признаков наиболее близок предлагаемому, поэтому принят за прототип.
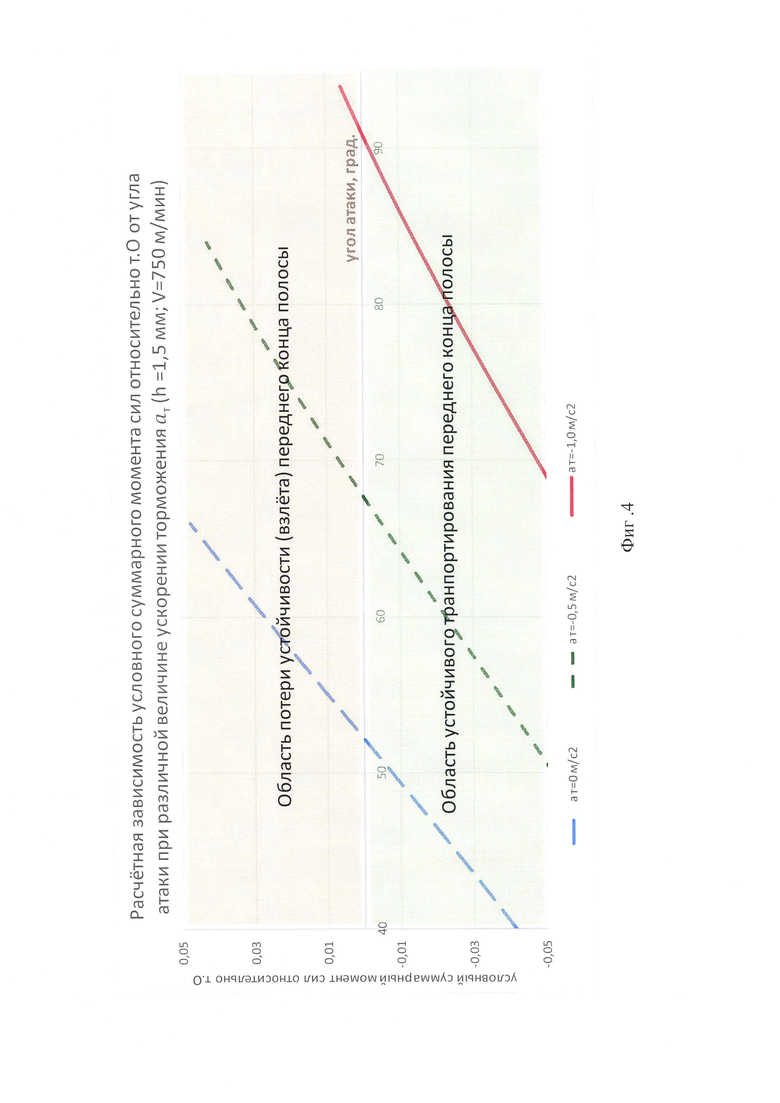
В известном способе не решены проблема вертикальный колебаний из-за «взлетов», склонности к петлеобразованию, складывание и застреваний переднего конца тонкой полосы на критичных участках последних межклетьевых промежутков и первых 10-15 м отводящего рольганга (участок установки измерительных проборов), где полоса наиболее горячая и имеет низкую продольную жесткость, где наиболее вероятны кинематические удары полосы об оборудование стана, что приводит к появлению «угла атаки» на переднем конце полосы порядка 60-80° (фиг. 3) и его аэродинамическим влетам (см. фиг. 4 график из длинной штриховой линией при ускорении торможения aт=0 м/с2, когда взлет полосы начинается при «угле атаки» больше 52°. Кроме того, в соответствии с известным техническим решением, из-за резкого изменения скорости полосы, охлаждаемой на отводящем рольганге, изменяется время нахождения части полосы под душирующей установкой ламинарного охлаждения, учесть которое системой управления температурой смотки не представляется возможным. Это приводит к непопаданию температуры смотки полосы в требуемый диапазон температур.
В заявляемом способе прокатки и транспортировки тонких полос на отводящих рольгангах широкополосных станов решается задача устойчивого транспортирования переднего конца тонкой полосы в последних межклетьевых промежутках чистовой группы и по отводящему рольгангу на высокой скорости без аэродинамических взлетов и застреваний полосы. Данная задача решается за счет того, что согласно способу прокатки транспортировки тонких полос по отводящему рольгангу широкополосного стана передний конец полосы начинают прокатывать в чистовой группе клетей на скорости выше, чем требуется для получения необходимой температуры конца прокатки, а при выходе переднего конца полосы на предпоследний или последний межклетьевой промежуток все клети стана и ролики отводящего рольганга вместе с полосой синхронно тормозят с ускорением -(0,8-1,5) м/с2 на протяжении движения переднего конца полосы по оставшимся межклетьевым промежуткам чистовой группы и 10-15 м отводящего роль-ганга, а затем с ускорением +(0,3-0,5) м/с2 разгоняют до скорости прокатки полосы, необходимой для получения требуемой температуры конца прокатки. При этом, в прокатываемой полосе, тормозящейся вместе с клетями чистовой группы, начинают действовать инерционные силы, направленные по ходу транспортирования, растягивающие полосу и прижимающие передний конец полосы к направляющим проводкам межклетьвых промежутков или к роликам рольганга в течении периода действия отрицательного ускорения (торможения), пока передний конец полосы транспортируется по критичному участку чистовой группы и отводящего рольганга. А после окончания последнего критичного участка (район установки приборов измерения толщины и профиля полосы) скорость полосы плавно поднимают до скорости прокатки, необходимой для получения требуемой температуры конца прокатки. Кроме того, все изменения скорости полосы с ускорением свыше abs(±0,3) м/с2 (торможение или разгон) завершают до начала включения охлаждения полосы на отводящем рольганге. Этим исключается возможность влияния на точность работы системы управления температурой смотки полосы.
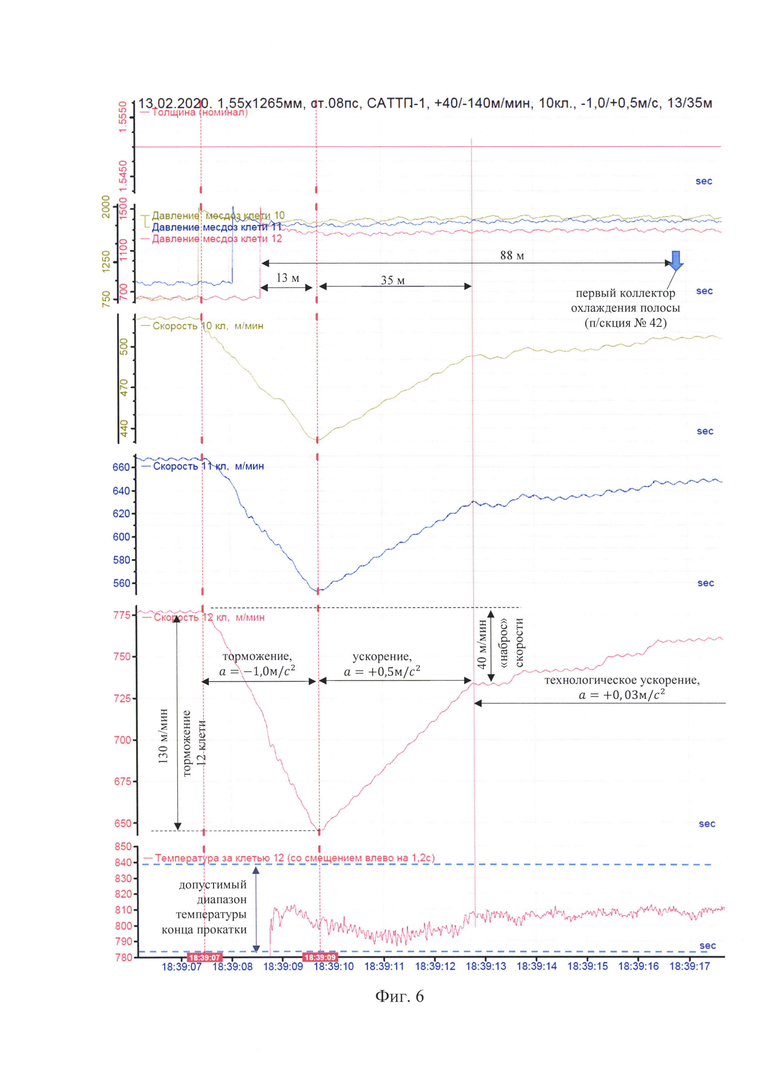
На фиг. 1 приведены схемы действующих сил, иллюстрирующие образование «угла атаки» на переднем конце тонкой полосы из-за его кинематического удара о ролики рольганга. На фиг. 2 приведена схема воздействующих на передний конец тонкой полосы длиной L, со сформированным «углом атаки» , сил: сила тяжести G, аэродинамическая подъемная сила воздушного потока Fв и инерционная сила Fи от воздействия отрицательного ускорения ат при торможении полосы. На фиг. 3 приведена фотография переднего конца тонкой полосы со сформированным «углом атаки» порядка 60-80°, транспортируемого по роликах отводящего рольганга. На фиг. 4 представлена расчетная зависимость условного (деленного на L и В) суммарного момента сил, действующих на передний конец полосы в соответствии со схемой на фиг. 2, относительно точки О (точки перегиба полосы при подъеме конца вверх) от величины «угла атаки», при различной величине ускорения торможения для полосы толщиной 1,5 мм и скорости 750 м/мин. На фиг. 5 приведен пример изменения скоростей валков последних трех клетей стана и роликов отводящего рольганга по предлагаемому способу. На фиг. 6 представлены тренды сигналов с системы диагностики ibaPDA, иллюстрирующие пример реализации предлагаемого способа прокатки и транспортировки полосы.
Предлагаемый способ прокатки и транспортировки тонких полос по отводящему рольгангу широкополосного стана осуществляется следующим образом - фиг. 5. Перед входом раската тонкой полосы в чистовую группу клетей скорости всех клетей и роликов отводящего рольганга синхронно поднимают выше скорости, требуемой для получения заданной температуры конца прокатки на величину «наброса скорости» 0-100 м/мин (по скорости последней клети). В процессе прокатки при выходе полосы на предпоследний или последний межклетьевой промежуток скорости всех клетей и роликов отводящего рольганга синхронно тормозят с ускорением ат=-(0,8-1,5) м/с2 по последней клети (в приведенном на фиг. 5 примере торможение начинают после 10 клети при выходе переднего конца полосы на предпоследний межклетьевой промежуток). Из-за этого торможения на передний конец полосы начинают действовать силы инерции Fи=LBhρпат, где, как указывалось выше, В - ширина полосы, L - длина переднего конца полосы, h - толщина полосы, ρп - плотность полосы, ат - ускорение торможения. Момент этой силы относительно точки перегиба полосы (т. О на фиг. 2)  вместе с моментом силы тяжести G (пока угол атаки меньше 90°)
вместе с моментом силы тяжести G (пока угол атаки меньше 90°)  противостоят моменту сил Fв воздушного потока
противостоят моменту сил Fв воздушного потока  Пока суммарный момент этих трех сил меньше нуля, передний конец полосы устойчиво транспортируется в линии стан. Если этот суммарный момент положительный, т.е. аэродинамические силы воздушного потока начинают превалировать над другими силами, то начинаются взлеты и «парение» переднего конца полосы. На фиг.4 видно, что при отсутствии торможения для ат=0 уже при угле атаки больше =52° начинаются эти явления неустойчивого движения полосы (для h=l,5 мм, V=750 м/мин и ρв - плотности воздуха равной 1,45 кг/м3, с учетом наличия пара и водяных брызг в воздушном потоке). Но при торможении ат=-0,5 м/с2 критичный «угол атаки» для этой полосы увеличивается до =68° а при ат=-1,0 м/с2 критичный «угол атаки» возрастает до =92°, несмотря на то, что момент от силы тяжести меняет направление и складывается с силами воздушного потока - фиг. 3. В предлагаемом способе это резкое торможение продолжается пока передний конец полосы движется по критичным для формирования повышенного «угла атаки» участкам чистовой группы и 10-15 м отводящего рольганга - фиг. 5. Затем, на относительно гладком участке отводящего рольганга, где отсутствуют причины для кинематических ударов полосы, начинают плавный синхронный разгон всех клетей и роликов рольганга вместе с полосой с ускорением +(0,3-0,5) м/с2 до скорости прокатки полосы, необходимой для получения требуемой температуры конца прокатки - фиг. 5. Этот плавное повышение скорости полосы не приводит к проблемам транспортировки т.к. «угол атаки» у переднего конца полосы мал и подъемные силы у воздушного потока низкие. Изменения скорости полосы (торможение или разгон) с ускорением свыше abs (±0,3) м/с2 завершают до начала включения охлаждения полосы на отводящем рольганге - в примере на фиг. 5 окончание плавного разгона - 55 м от последней клети, а начало охлаждения полосы - 77 м. Этим исключается возможность влияния на точность работы системы управления температурой смотки полосы.
Пока суммарный момент этих трех сил меньше нуля, передний конец полосы устойчиво транспортируется в линии стан. Если этот суммарный момент положительный, т.е. аэродинамические силы воздушного потока начинают превалировать над другими силами, то начинаются взлеты и «парение» переднего конца полосы. На фиг.4 видно, что при отсутствии торможения для ат=0 уже при угле атаки больше =52° начинаются эти явления неустойчивого движения полосы (для h=l,5 мм, V=750 м/мин и ρв - плотности воздуха равной 1,45 кг/м3, с учетом наличия пара и водяных брызг в воздушном потоке). Но при торможении ат=-0,5 м/с2 критичный «угол атаки» для этой полосы увеличивается до =68° а при ат=-1,0 м/с2 критичный «угол атаки» возрастает до =92°, несмотря на то, что момент от силы тяжести меняет направление и складывается с силами воздушного потока - фиг. 3. В предлагаемом способе это резкое торможение продолжается пока передний конец полосы движется по критичным для формирования повышенного «угла атаки» участкам чистовой группы и 10-15 м отводящего рольганга - фиг. 5. Затем, на относительно гладком участке отводящего рольганга, где отсутствуют причины для кинематических ударов полосы, начинают плавный синхронный разгон всех клетей и роликов рольганга вместе с полосой с ускорением +(0,3-0,5) м/с2 до скорости прокатки полосы, необходимой для получения требуемой температуры конца прокатки - фиг. 5. Этот плавное повышение скорости полосы не приводит к проблемам транспортировки т.к. «угол атаки» у переднего конца полосы мал и подъемные силы у воздушного потока низкие. Изменения скорости полосы (торможение или разгон) с ускорением свыше abs (±0,3) м/с2 завершают до начала включения охлаждения полосы на отводящем рольганге - в примере на фиг. 5 окончание плавного разгона - 55 м от последней клети, а начало охлаждения полосы - 77 м. Этим исключается возможность влияния на точность работы системы управления температурой смотки полосы.
Предлагаемый способ транспортирования был опробован на непрерывном широкополосном стане 2000 ПАО «НЛМК» при работе Системы Автоматического Транспортирования Тонкой Полосы (1 ступень) (САТТП-1). Для получения требуемой по физико-механическим свойствам температуры конца прокатки полосы из стали 08пс и сечением 1,55×1265 мм необходимо, чтобы скорость последней клети стана №12 была равна V12=735 м/мин. В соответствии с предлагаемым способом прокатки и транспортировки полосы, передний конец полосы начали прокатывать на более высокой скорости чистовых клетей стана так, чтобы скорость клети №12 была выше требуемой скорости V12 на 40 м/мин (с «набросом» скорости) и равна V12=775 м/мин - см. фиг. 6. Скорости роликов отводящего рольганга, как обычно, синхронизированы со скоростью последней клети №12 с превышением на 5-7%. При выходе переднего конца полосы на предпоследний межклетьевой промежуток (после клети №10) скорости всех клетей чистовой группы и роликов отводящего рольганга начали синхронно, с учетом постоянства секундного объема металла во всех клетях, снижать с ускорение торможения ат=-1,0 м/с по клети №12. Торможение проводили в течении 2,3 с пока передний конец полосы двигался по двум последним межклетьевым промежуткам и по первым 13 м отводящего рольганга. За это время скорость полосы снизилась на 130 м/мин с V=775 м/мин до скорости V=645 м/мин. При этом движение переднего конца полосы по роликам рольганга было устойчивым: без больших вертикальных колебаний, «взлетов» и складкообразований т.к. при таком ускорении торможения потеря устойчивости движения полосы (для h=l,55 мм, V=775 м/мин по аналогии с фиг. 4) может произойти при достаточно большом «угле атаки» =90°, который очень редко формируется на переднем конце полосы. Несмотря на то, что скорость полосы в конце торможения была ниже скорости, необходимой для получения требуемой температуры конца прокатки на 90 м/мин, фактическая температура конца прокатки не вышла за допустимый диапазон (фиг. 6), потому что из-за предварительного наброса скорости произошел некоторый разогрев полосы, что скомпенсировало снижение температуры при торможении переднего конца полосы. После прохождения критичного для кинематических ударов переднего конца полосы участка (на стане 2000 последний прибор измерения толщины и профиля полосы установлен на расстоянии 9 м от 12 клети) начинают плавный разгон клетей и роликов рольганга с ускорением a=+0,5 м/с2 - фиг. 6. За время разгона 3,1 с скорость полосы становится равной 735 м/мин, необходимой для получения требуемой температуры конца прокатки. После этого включается режим технологического ускорения а=+0,03 м/с2 для компенсации охлаждения полосы на промежуточном рольганге. Хотя раньше, до начала работы САТТП-1, этот режим включали только после привязки полосы к барабану моталки из-за опасения застревания «двойного» переднего конца полосы на моталке. На фиг. 6 видно, что охлаждение данной полосы начинается на расстоянии 88 м от 12-й клети (полусекция охлаждения №42), когда все существенные изменения скорости полосы с ускорением свыше a=abs(±0,3) м/с2 закончились и отсутствует влияние изменения скорости на точность регулирования температуры смотки.
Использование предлагаемого способа позволяет без дорогостоящей реконструкции широкополосного стана устойчиво прокатывать и транспортировать по отводящему рольгангу передние концы тонких и особо тонких полос, прокатываемых на высокой скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления скоростным режимом отводящего рольганга широкополосного стана | 2020 |
|
RU2743177C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ПОЛОСЫ ПО ОТВОДЯЩЕМУ РОЛЬГАНГУ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2189288C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| СПОСОБ ШИРОКОПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ, СОДЕРЖАЩЕМ НЕПРЕРЫВНУЮ ПОДГРУППУ ИЗ ЧЕРНОВЫХ КЛЕТЕЙ | 2003 |
|
RU2235611C1 |
| Способ горячей прокатки полос и листов | 1990 |
|
SU1755972A2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС | 1993 |
|
RU2044580C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЛИСТОВОГО ПРОКАТА НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2380181C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2001 |
|
RU2203747C2 |

Изобретение относится к прокатному производству и может быть использовано при прокатке в клетях и транспортировке по отводящему рольгангу тонких и особо тонких полос широкополосных станов горячей прокатки. Способ прокатки и транспортировки тонких полос по отводящему рольгангу широкополосного стана включает синхронное торможение всех чистовых клетей вместе с полосой и роликами отводящего рольганга. Полосу начинают прокатывать в чистовой группе клетей на скорости выше, чем требуется для получения необходимой температуры конца прокатки. При выходе переднего конца полосы на предпоследний или последний межклетьевой промежуток все клети стана и ролики отводящего рольганга вместе с полосой синхронно тормозят с ускорением -(0,8-1,5) м/с2 на протяжении движения переднего конца полосы по оставшимся межклетьевым промежуткам чистовой группы и 10-15 м отводящего рольганга. Затем с ускорением +(0,3-0,5) м/с2 разгоняют до скорости прокатки полосы, необходимой для получения требуемой температуры конца прокатки. В результате обеспечивается снижение вероятности взлетов и потери устойчивости при транспортировке переднего конца и появляется возможность повышения скорости прокатки полосы. 1 з.п. ф-лы, 6 ил.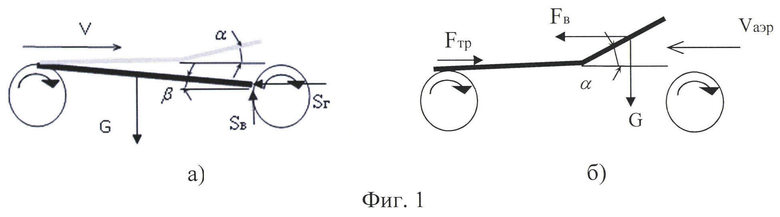
1. Способ прокатки и транспортировки тонких полос по отводящему рольгангу широкополосного стана, включающий синхронное торможение всех чистовых клетей вместе с полосой и роликами отводящего рольганга, отличающийся тем, что передний конец полосы начинают прокатывать в чистовой группе клетей на скорости выше, чем требуется для получения необходимой температуры конца прокатки, а при выходе переднего конца полосы на предпоследний или последний межклетьевой промежуток все клети стана и ролики отводящего рольганга вместе с полосой синхронно тормозят с ускорением -(0,8-1,5) м/с2 на протяжении движения переднего конца полосы по оставшимся межклетьевым промежуткам чистовой группы и 10-15 м отводящего рольганга, а затем с ускорением +(0,3-0,5) м/с2 разгоняют до скорости прокатки полосы, необходимой для получения требуемой температуры конца прокатки.
2. Способ по п. 1, отличающийся тем, что все изменения скорости полосы с ускорением свыше abs (±0,3) м/с2, торможение или разгон, завершают до начала включения охлаждения полосы на отводящем рольганге.
| Коновалов Ю.В | |||
| и др | |||
| Расчет параметров листовой прокатки | |||
| Справочник | |||
| М | |||
| Металлургия, 1986, стр | |||
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| Способ горячей прокатки полос | 1990 |
|
SU1801630A1 |
| Способ горячей прокатки особотонких полос | 1979 |
|
SU774623A1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ПОЛОСЫ ПО ОТВОДЯЩЕМУ РОЛЬГАНГУ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2189288C2 |
| Способ управления скоростным режимом отводящего рольганга | 1981 |
|
SU975131A1 |
| US 3803891 A1, 16.04.1974. | |||

