Изобретен, относится к металлургии, юч нее к промежуточному ковшу много- шчьевой установки непрерывного литья ме- -аллов
Цель изобретения - повышение качества поп чаемых зают ,юк по загрязненности и- этическими ч.ношениями и выходом
ч IHOIO
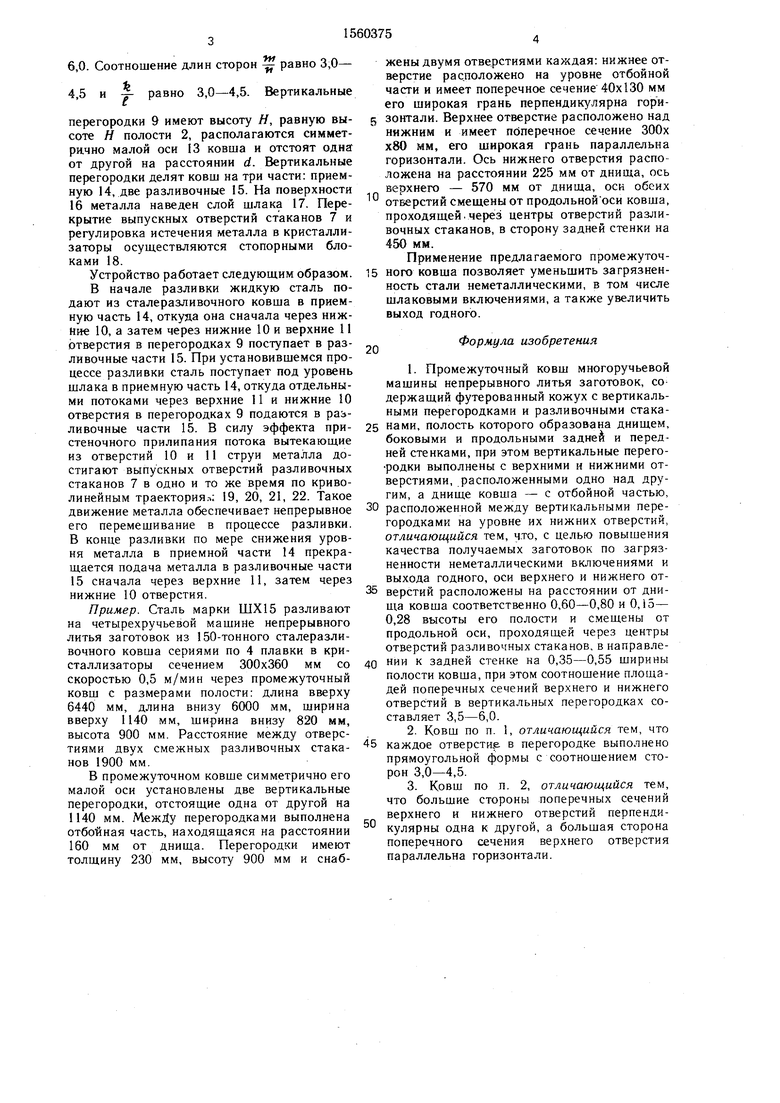
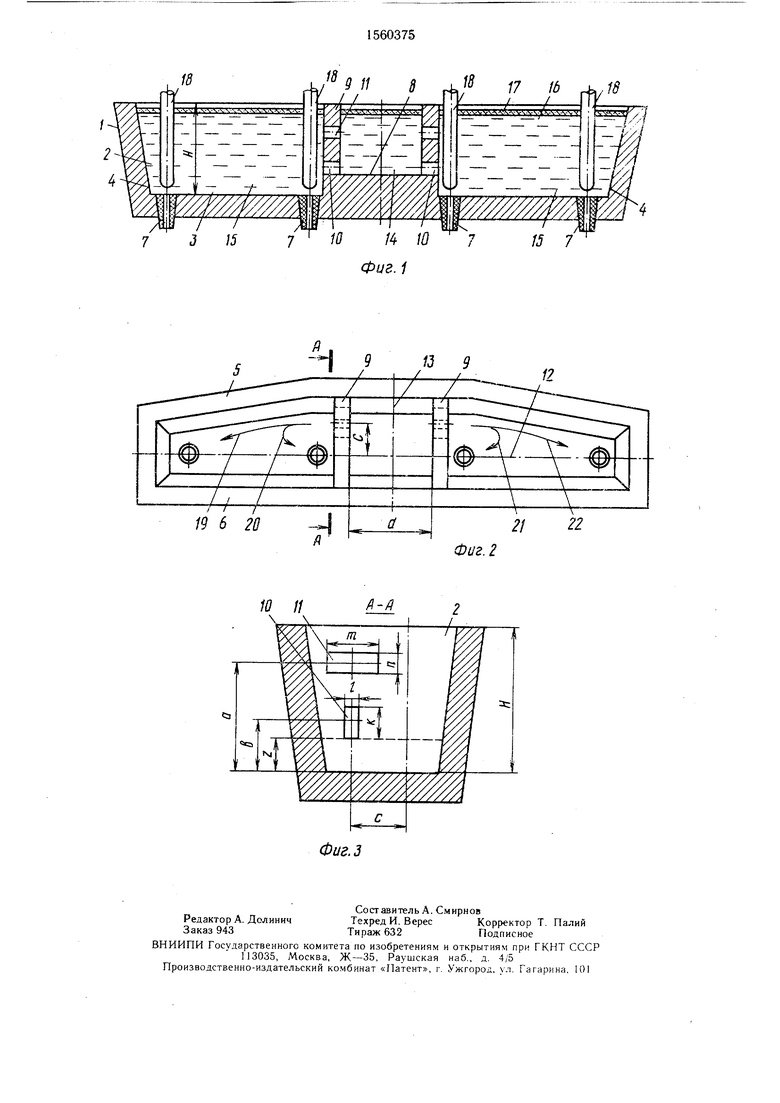
я Фиг 1 изображен промежуточный ковш. н,| фиг. 2 - то же. аид в плане; на фиг 3 - рарез А-А на фиг 2.
Промежуточный ковп: чотырехручьевой установки непрерывного литья металлов содержит футерованный кож х 1 полостью 2 высотой Н Полость 2 образован : тнищем 3, боковыми стенками 4, продольными задней 5 и передней 6 стенками В днище Я установлены разливочные стаканы 7 Ьожчество стаканов соответствует количс Чг ручьев машины Отбойная часть 8 расио на расстоянии 2 от днища К отбойной части 8
примыкают две вертикальные перегородки 9. каждая из которых содержит по два отверстия 10 и 11, располагающиеся одно над другим. Нижние отверстия 10 выполнены на уровне отбойной части 8. Ось верхнего отверстия 11 расположена от днища на расстоянии а, нижнего - на расстоянии b от днища. Оси отверстий 10 и 11 смещены относительно продольной оси 12 ковша к задней стенке 5 на расстояние с Верхнее 11 и нижнее 10 отверстия выполнены прямоугольной формы с длинами сторон соответственно т, п и k. l. Отверстия 10 и 11 расположены так, что сторона т параллельна горизонтали (отверстие расположено «плашмя), а сторона к перпендикулярна ей (отверстие расположено «на ребро) Отношение площади поперечного сечения верхнего отверстия 11 к площади поперечного
сечения нижнего отверстия 10 --равно 3,5-
К I
СП
0
8
-ч сп
6,0. Соотношение длин сторон равно 3,0- 4,5 и у- равно 3,0-4,5. Вертикальные
перегородки 9 имеют высоту Я, равную высоте Н полости 2, располагаются симметрично малой оси 13 ковша и отстоят од наг от другой на расстоянии d. Вертикальные перегородки делят ковш на три части: приемную 14, две разливочные 15. На поверхности 16 металла наведен слой шлака 17. Перекрытие выпускных отверстий стаканов 7 и регулировка истечения металла в кристаллизаторы осуществляются стопорными блоками 18.
Устройство работает следующим образом. В начале разливки жидкую сталь подают из сталеразливочного ковша в приемную часть 14, откуда она сначала через нижние 10, а затем через нижние 10 и верхние 11 отверстия в перегородках 9 поступает в разливочные части 15. При установившемся процессе разливки сталь поступает под уровень шлака в приемную часть 14, откуда отдельными потоками через верхние 11 и нижние 10 отверстия в перегородках 9 подаются в разливочные части 15. В силу эффекта пристеночного прилипания потока вытекающие из отверстий 10 и 11 струи металла достигают выпускных отверстий разливочных стаканов 7 в одно и то же время по криволинейным траектория : 19, 20, 21, 22. Такое движение металла обеспечивает непрерывное его перемешивание в процессе разливки. В конце разливки по мере снижения уровня металла в приемной части 14 прекращается подача металла в разливочные части 15 сначала через верхние 11, затем через нижние 10 отверстия.
Пример. Сталь марки ШХ15 разливают на четырехручьевой машине непрерывного литья заготовок из 150-тонного сталеразливочного ковша сериями по 4 плавки в кристаллизаторы сечением 300x360 мм со скоростью 0,5 м/мин через промежуточный ковш с размерами полости: длина вверху 6440 мм, длина внизу 6000 мм, ширина вверху 1140 мм, ширина внизу 820 мм, высота 900 мм. Расстояние между отверстиями двух смежных разливочных стаканов 1900 мм.
В промежуточном ковше симметрично его малой оси установлены две вертикальные перегородки, отстоящие одна от другой на 1140 мм. МежДу перегородками выполнена отбойная часть, находящаяся на расстоянии 160 мм от днища. Перегородки имеют толщину 230 мм, высоту 900 мм и снабжены двумя отверстиями каждая: нижнее отверстие расположено на уровне отбойной части и имеет поперечное сечение 40x130 мм его широкая грань перпендикулярна гори- зонтали. Верхнее отверстие расположено над нижним и имеет поперечное сечение ЗООх х80 мм, его широкая грань параллельна горизонтали. Ось нижнего отверстия расположена на расстоянии 225 мм от днища, ось верхнего - 570 мм от днища, оси обеих
отверстий смещены от продольной оси ковша, проходящей. через центры отверстий разливочных стаканов, в сторону задней стенки на 450 мм.
Применение предлагаемого промежуточного ковша позволяет уменьшить загрязненность стали неметаллическими, в том числе шлаковыми включениями, а также увеличить выход годного.
20
Формула изобретения
1. Промежуточный ковш многоручьевой машины непрерывного литья заготовок, содержащий футерованный кожух с вертикальными перегородками и разливочными стака5 нами, полость которого образована днищем, боковыми и продольными задней и передней стенками, при этом вертикальные перего- родки выполнены с верхними и нижними отверстиями, расположенными одно над другим, а днище ковша - с отбойной частью,
0 расположенной между вертикальными перегородками на уровне их нижних отверстий, отличающийся тем, что, с целью повышения качества получаемых заготовок по загрязненности неметаллическими включениями и выхода годного, оси верхнего и нижнего от5 верстий расположены на расстоянии от днища ковша соответственно 0,60-0,80 и 0,15- 0,28 высоты его полости и смещены от продольной оси, проходящей через центры отверстий разливочных стаканов, в направле0 нии к задней стенке на 0,35-0,55 ширины полости ковша, при этом соотношение площадей поперечных сечений верхнего и нижнего отверстий в вертикальных перегородках составляет 3,5-6,0.
2.Ковш по п. 1, отличающийся тем, что 5 каждое отверстие, в перегородке выполнено
прямоугольной формы с соотношением сторон 3,0-4,5.
3.Ковш по п. 2, отличающийся тем, что большие стороны поперечных сечений верхнего и нижнего отверстий перпендикулярны одна к другой, а большая сторона поперечного сечения верхнего отверстия параллельна горизонтали.
18
SJ.
-±
7 r
J 15
10 /4 /0 Фиг.1
15 7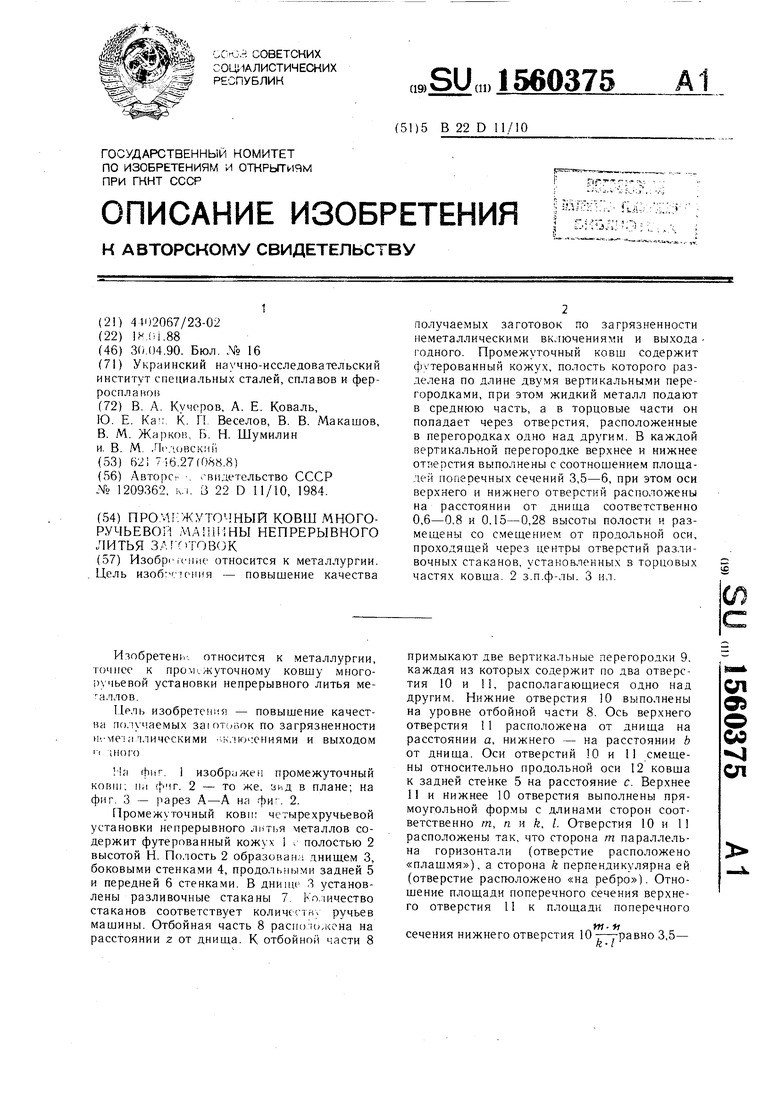
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1990 |
|
SU1729686A1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1990 |
|
SU1738469A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2022691C1 |
| Промежуточный ковш для непрерывной разливки стали | 2016 |
|
RU2644095C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2210457C1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ СТАЛИ ОТ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ | 2002 |
|
RU2229360C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2100138C1 |
Изобретение относится к металлургии. Цель изобретения - повышение качества получаемых заготовок по загрязненности неметаллическими включениями и выхода годного. Промежуточный ковш содержит футерованный кожух, полость которого разделена по длине двумя вертикальными перегородками, при этом жидкий металл подают в среднюю часть, а в торцовые части он попадает через отверстия, расположенные в перегородках одно над другим. В каждой вертикальной перегородке верхнее и нижнее отверстия выполнены с соотношением площадей поперечных сечений 3,5-6, при этом оси верхнего и нижнего отверстий расположены на расстоянии от днища соответственно 0,6-0,8 и 0,15-0,28 высоты полости и размещены со смещением от продольной оси, проходящей через центры отверстий разливочных стаканов, установленных в торцовых частях ковша. 2 з.п.ф-лы, 3 ил.
22
Фиг. 2
| Промежуточный ковш машины непрерывного литья заготовок | 1984 |
|
SU1209362A1 |
