Изобретение относится к металлургии, конкретно к рафинированию металла при непрерывной разливке стали.
Известно устройство для рафинирования стали от неметаллических включений, содержащее промежуточный ковш, разделенный на приемную и рафинирующую емкости с расположенными на днище ковша перегородками с отверстиями, и установленные в приемной емкости промежуточного ковша перед перегородками огнеупорные поперечные пороги.
Устройство для рафинирования стали от неметаллических включений должно удовлетворять следующим условиям:
1) обеспечить достаточно продолжительное время пребывания стали в нем, необходимое для всплывания неметаллических включений в покровный шлак;
2) не создавать застойных зон в объеме промежуточного ковша, вызывающих неравномерное распределение температуры и концентрации неметаллических включений;
3) потоки перемещающегося в ковше металла не должны вызывать колебания открытой поверхности металла и появления незащищенных участков, что приводит к повторному окислению стали.
Для этого внутри промежуточного ковша устанавливаются различные пороги и перегородки, снижающие турбулентность потоков стали и способствующие всплыванию неметаллических включений. В зависимости от условий производства промковши делятся на два типа: двухручьевые - для отливки слябовых заготовок и многоручьевые - для сортовых. Применение промежуточных ковшей без порогов или огнеупорных перегородок недопустимо, так как это приводит к загрязнению стали неметаллическими включениями.
Наиболее близким аналогом по технической сущности и достигаемому результату является конструкция промежуточного ковша с приемной емкостью, в которой выпускные отверстия направлены под углом к открытой поверхности металла (см. JP 62-197251, В 22 D 11/10, 31.08.1987).
Техническим результатом изобретения является уменьшение содержания неметаллических включений, повышение качества металла и увеличение выхода годного.
Устройство для рафинирования стали от неметаллических включений представляет собой промежуточный ковш, разделенный на приемную и рафинирующую емкости перегородками с отверстиями, и установленные в приемной емкости промежуточного ковша перед перегородками поперечные пороги, высота которых равна или превышает расстояние от днища ковша до осей отверстий в перегородке.
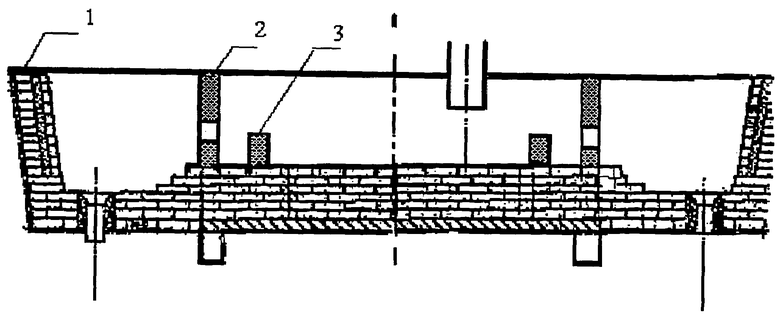
Изобретение поясняется чертежом, где изображен промежуточный ковш в разрезе (1), предназначенный для подачи металла в кристаллизатор, с огнеупорными перегородками (2) и порогами (3).
Примеры рафинирования металла в предложенном устройстве.
Пример 1
Непрерывную разливку автолистовой стали типа 08Ю проводили на двухручьевой криволинейной установке непрерывной разливки стали (УНРС) с радиальным кристаллизатором в сляб сечением 250×1520 мм со скоростью вытягивания сляба 1,1 м/мин. Металл подавали из сталеразливочного ковша через погружную трубу в 50-и тонный промежуточный ковш, футерованный высокоглиноземистым бетоном. Ковш разделен на приемную и две разливочные емкости огнеупорными перегородками, имеющими 5 направленных вверх под углом 20 градусов отверстий диаметром 100 мм каждое. Для организации в приемной емкости промежуточного ковша S-образного потока металла и дополнительного торможения потока, уменьшения горизонтальной составляющей скорости потока металла, снижения скорости истечения металла из отверстий в перегородке и увеличения времени пребывания металла в промежуточном ковше с целью удаления включений, в приемной емкости промежуточного ковша установили пороги из огнеупорного материала высотой 150 мм.
На поверхность металла в промковше подавали шлакообразующую теплоизолирующую смесь. В результате проведенных мероприятий время пребывания металла в промежуточном ковше увеличилось в 3-4 раза за счет снижения горизонтальной составляющей скорости, что привело к улучшению всплывания неметаллических включений, снижению захвата шлака с поверхности и уменьшению износа торцевой огнеупорной стенки промежуточного ковша. В результате отсортировка холоднокатаного автолиста по раскатанным загрязнениям и плене снизилась с 8,3 до 1,1%, а перевод листа в пониженную категорию снизился с 11 до 2,7%.
Пример 2
Непрерывную разливку трубной стали типа 10ГФБЮ проводили на двухручьевой вертикальной УНРС в сляб сечением 200×1250 мм со скоростью вытягивания сляба 0,55 м/мин. Металл подавали из сталеразливочного ковша через погружную трубу в 15-ти тонный промежуточный ковш, футерованный высокоглиноземистым бетоном. Ковш был разделен на приемную и две разливочные емкости огнеупорными перегородками, имеющими 5 направленных вверх под углом 15 градусов отверстий диаметром 80 мм каждое. Для организации в приемной емкости промежуточного ковша S-образного потока металла и дополнительного торможения потока, уменьшения горизонтальной составляющей скорости потока металла, снижения скорости истечения металла из отверстий в перегородке и увеличения времени пребывания металла в промежуточном ковше с целью удаления включений, в приемной емкости промежуточного ковша установили пороги из огнеупорного материала высотой 150 мм.
На поверхность металла в промковше давали шлакообразующую теплоизолирующую смесь. В результате проведенных мероприятий время пребывания металла в промежуточном ковше увеличилось в 2,5-3,5 раза за счет снижения горизонтальной составляющей скорости, что привело к улучшению всплывания неметаллических включений, снижению захвата шлака с поверхности и уменьшению износа торцевой огнеупорной стенки промежуточного ковша. В результате в металле уменьшилось содержание неметаллических включений, средний балл по точечной неоднородности металла снизился с 0,5-1,0 до 0-0,5, а выход листа высшей категории качества вырос с 77 до 92%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАФИНИРОВАНИЯ СТАЛИ В ПРОМЕЖУТОЧНОМ КОВШЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227083C2 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2022691C1 |
| КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2010 |
|
RU2454295C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2185261C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| Способ непрерывной разливки стали через секционный промежуточный ковш | 1990 |
|
SU1717279A1 |
| Промежуточный ковш для непрерывной разливки стали | 2016 |
|
RU2644095C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2011 |
|
RU2477197C1 |
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1990 |
|
SU1729686A1 |
Изобретение относится к металлургии, конкретно к рафинированию металла от неметаллических включений при непрерывной разливке стали. Технический результат - уменьшение содержания неметаллических включений, повышение качества металла и увеличение выхода годного. Устройство для рафинирования стали содержит промежуточный ковш, разделенный на приемную и рафинирующие емкости расположенными на днище ковша перегородками с отверстиями. В приемной емкости промежуточного ковша перед перегородками установлены огнеупорные поперечные пороги, высота которых равна или превышает расстояние от днища ковша до осей отверстий в перегородке. 1 ил.
Устройство для рафинирования стали от неметаллических включений, содержащее промежуточный ковш, разделенный на приемную и рафинирующие емкости расположенными на днище ковша перегородками с отверстиями, и установленные в приемной емкости промежуточного ковша перед перегородками огнеупорные поперечные пороги, отличающееся тем, что высота огнеупорных поперечных порогов равна или превышает расстояние от днища ковша до осей отверстий в перегородке.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Устройство для удаления неметаллических включений из расплава | 1972 |
|
SU473365A3 |
| Состав керамического стержня для механизированной электродуговой сварки | 1986 |
|
SU1391845A1 |
| РЕГУЛЯТОР РАСХОДА ВОДЫ В КАНАЛЕ | 0 |
|
SU376523A1 |
| ЕФИМОВ В.А | |||
| Современные технологии разливки и кристаллизации сплавов | |||
| - М.: Машиностроерие, 1998, с.348. | |||
