Изобретение относится к порошковой металлургии, в частности к способам горячего прессования деталей машин и инструмента из металлических порошков на основе железа.
Целью изобретения является повышение физико-механических свойств.
Пример 1. Изготавливали изделие из порошкового материала СПХ5 кольцо для сверлильного патрона. Заготовку прессовали, нагревали токами высокой частоты до 1200°С, осуществляли горячее динамическое прессование штамповкой. После горячей штамповки изделие подвергали термической гомогенизирующей обработке путем нагрева до 1050°С в атмосфере диссоциированного аммиака, выдержки при этой температуре в течение 120 мин, подстужи-f
вания 600°С, азотирования и охлаждения на воздухе. Полученные изделия имели следующие механические свойства: предел прочности 2000-2200 МПа, относительное удлинение 10-12%, относительное сужение 20-25%, ударная вязкость 0.4-0,6 МДж/м1, твердость 900-950 НУ.
Пример 2. Кольцо для сверлильного патрона изготавливали из железного порошка марки ПЖ ЗМ2, легированного хромом с добавкой углерода, путем проведения холодного прессования, нЗгрева, горячего прессования штамповкой, термической обработки, цементации, закалки и отпуска. В результате получено изделие из материала СП 40Х, по химическому составу ана- погичного стали 40Х.
После горячей штамповки изделие подвергали термической гомогенизации по следующему режиму: нагрев в атмосфере атомарного углерода до 1150°С, выдержка в течение 10 мин, затем охлаждение до 920-930°С, нитроцемента- ция и закалка.
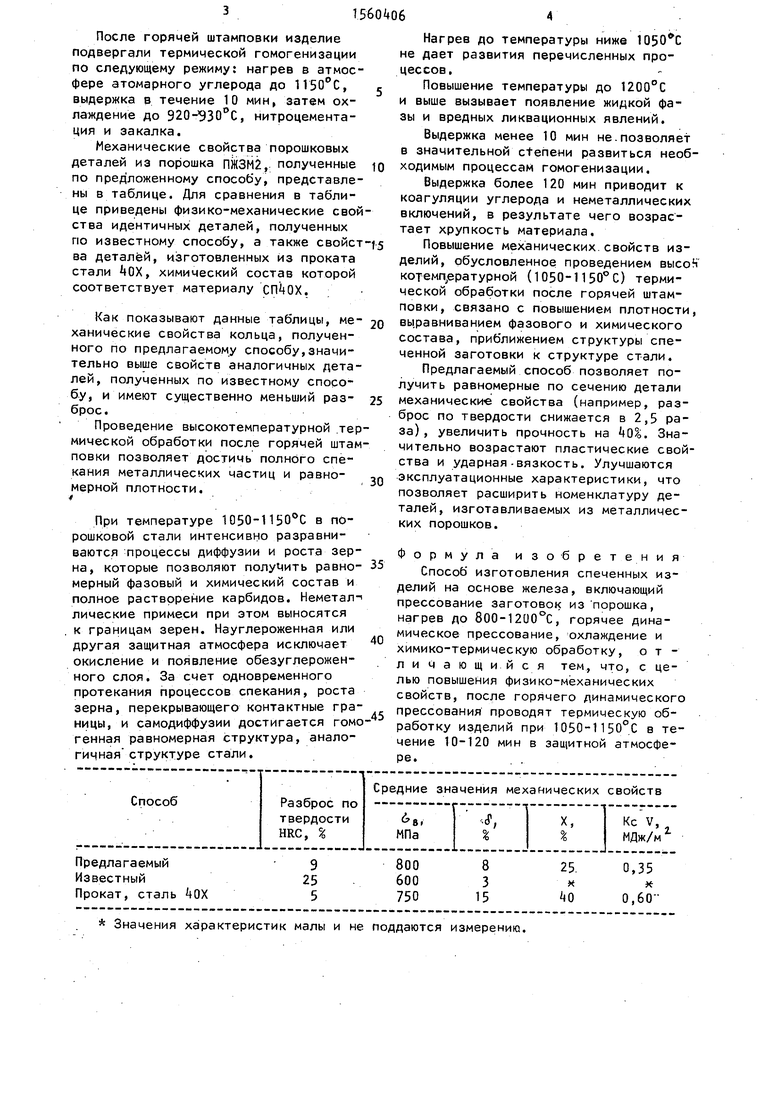
Механические свойства порошковых деталей из порошка ПЖЗМ2, полученные по предложенному способу представлены в таблице. Для сравнения в таблице приведены физико-механические свойства идентичных деталей, полученных по известному способу, а также свойст ва деталей, изготовленных из проката стали ОХ, химический состав которой соответствует материалу СГ№ОХ.
Как показывают данные таблицы, механические свойства кольца, полученного по предлагаемому способу,значительно выше свойств аналогичных деталей, полученных по известному способу, и имеют существенно меньший разброс.
Проведение высокотемпературной термической обработки после горячей штамповки позволяет достичь полного спекания металлических частиц и равномерной плотности.
При температуре 1050-1150°С в порошковой стали интенсивно разравниваются процессы диффузии и роста зерна, которые позволяют получить равно- мерный фазовый и химический состав и полное растворение карбидов. Неметал-i лические примеси при этом выносятся к границам зерен. Науглероженная или другая защитная атмосфера исключает окисление и появление обезуглерожен- ного слоя. За счет одновременного протекания процессов спекания, роста
зерна, перекрывающего контактные гра- прессования проводят термическую об...... «....«..« jxKj+vi ifbim . ЈГ ..... . . ..w... 1 f t П 1 1 Г А
ницы, и самодиффузии достигается гомо генная равномерная структура, аналогичная структуре стали.
работку изделий при 1050-1150 С в те чение 10-120 мин в защитной атмосфере.
15
10
35
04064
Нагрев до температуры ниже не дает развития перечисленных процессов.
Повышение температуры до 1200°С и выше вызывает появление жидкой фазы и вредных ликвационных явлений.
Выдержка менее 10 мин не.позволяет в значительной степени развиться необходимым процессам гомогенизации.
Выдержка более 120 мин приводит к коагуляции углерода и неметаллических включений, в результате чего возрастает хрупкость материала.
Повышение механических свойств изделий, обусловленное проведением высо котемп,ературной (1050-11 50° С) термической обработки после горячей штамповки, связано с повышением плотности, выравниванием фазового и химического состава, приближением структуры спеченной заготовки к структуре стали.
Предлагаемый способ позволяет получить равномерные по сечению детали механические свойства (например, разброс по твердости снижается в 2,5 раза) , увеличить прочность на . Значительно возрастают пластические свойства и ударная-вязкость. Улучшаются эксплуатационные характеристики, что позволяет расширить номенклатуру деталей, изготавливаемых из металлических порошков.
20
25
30
Формула изобретения Способ изготовления спеченных изделий на основе железа, включающий прессование заготовок из порошка, нагрев до 800-1200°С, горячее динамическое прессование, охлаждение и химико-термическую обработку, отличающийся тем, что, с целью повышения физико-механических свойств, после горячего динамического
прессования проводят термическую об. ЈГ ..... . . ..w... 1 f t П 1 1 Г А
работку изделий при 1050-1150 С в течение 10-120 мин в защитной атмосфере.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных изделий на основе железа | 1980 |
|
SU917907A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ПОРОШКОВОГО ХРОМСОДЕРЖАЩЕГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА | 2015 |
|
RU2588979C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ИЗНОСОСТОЙКИХ ИЗДЕЛИЙ | 2009 |
|
RU2405658C1 |
| Способ изготовления спеченных изделий на основе железа | 1990 |
|
SU1770089A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СТРУЖКИ | 2000 |
|
RU2161547C1 |
| Способ изготовления твердосплавных гранул | 2016 |
|
RU2636774C1 |
| Способ изготовления горячештампованных нержавеющих порошковых сталей аустенитного класса | 1989 |
|
SU1719454A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ГОРЯЧИМ ИЗОСТАТИЧЕСКИМ ПРЕССОВАНИЕМ КАРБИДОСТАЛЕЙ ИЗ СТРУЖКОВЫХ ОТХОДОВ МЕТАЛЛОРЕЖУЩЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2775243C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ПОРОШКОВОГО ФОСФОРСОДЕРЖАЩЕГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА | 2012 |
|
RU2494836C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ДИБОРИДА ТИТАНА | 1993 |
|
RU2034928C1 |
Изобретение относится к порошковой металлургии. Цель изобретения - повышение физико-механических свойств. Проводят холодное прессование заготовки, нагрев ее токами высокой частоты до 800-1200°С и горячую штамповку изделия. После горячей штамповки проводят термическую гомогенизирующую обработку в восстановительной атмосфере при 1050-1150°С в течение 10-120 мин. Затем осуществляют охлаждение и химико-термическую обработку. Способ позволяет получить изделия с более высокими значениями предела прочности, относительного удлинения, ударной вязкости и твердости при значительном сокращении разброса этих характеристик по сечению изделия. 1 табл.
| Патент США № 4588441, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления спеченных изделий на основе железа | 1980 |
|
SU917907A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
