Изобретение относится к способам изготовления высокотемператуной футеровки, в частности экранов обжиговых печей.
Цель изобретения - увеличение долговечности экрана при повышении его прочности и снижении теплопроводности.
Способ осуществляют следующим образом.
Из муллитокремнеземистого рулонного ковра изготовляют заготовки при укладке ковра в рулоны из 5-7 слоев. Предварительно приготовляют глинистую суспензию путем перемешивания молотой тлЧшы и сульфонола в воде в
течение 5-7 мин, В емкость с суспензией помещают на 6-10 мин заготовки , постепенно опуская их на 0,75-0,82 их высоты, затем после извлечения их подпрессовывают по толщине с усилием 0,003-0,03 МПа до уменьшения толщины на 30-45% и сушат в течение 12-16 ч при 200-250°С. После этого в готовых плитах в пропитанной части просверливают отверстия на расстоянии 0,6- 0,65 их высоты и нанизывают на стержни, располагая пропитанной частью к огню и непропитанной к холодной поверхности печи. При этом каждую плиту нанизывают стержня по ее ширине. Затем плиты поджимают на
1-7% их толщины с помощью гаек, обеспечивая тесный контакт между плитами. Последовательно набирают весь экран печи. Выполнение заготовки из 5-7 слоев волокнистого ковра обеспечивает получение структуры плиты с одинаковыми тепгюзащитными свойствами по всем направлениям с сохранением длинноволокнистой структуры материала, что ведет к снижению теплопроводности и повышению прочности на из гиб.
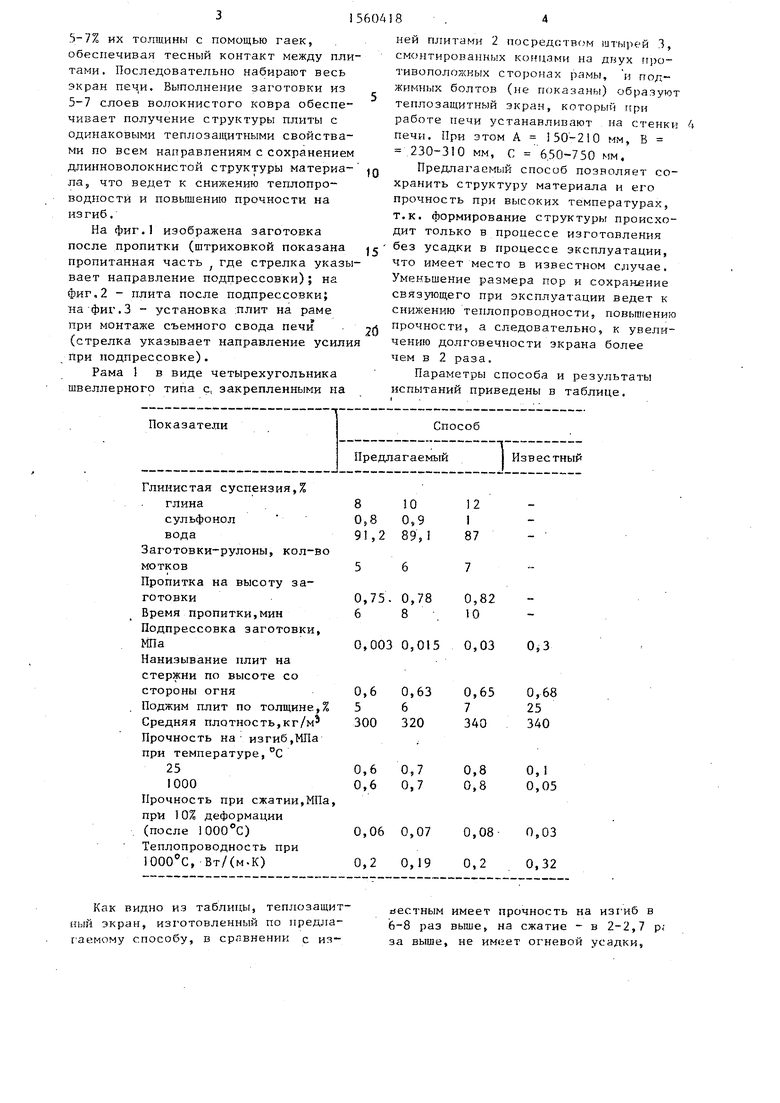
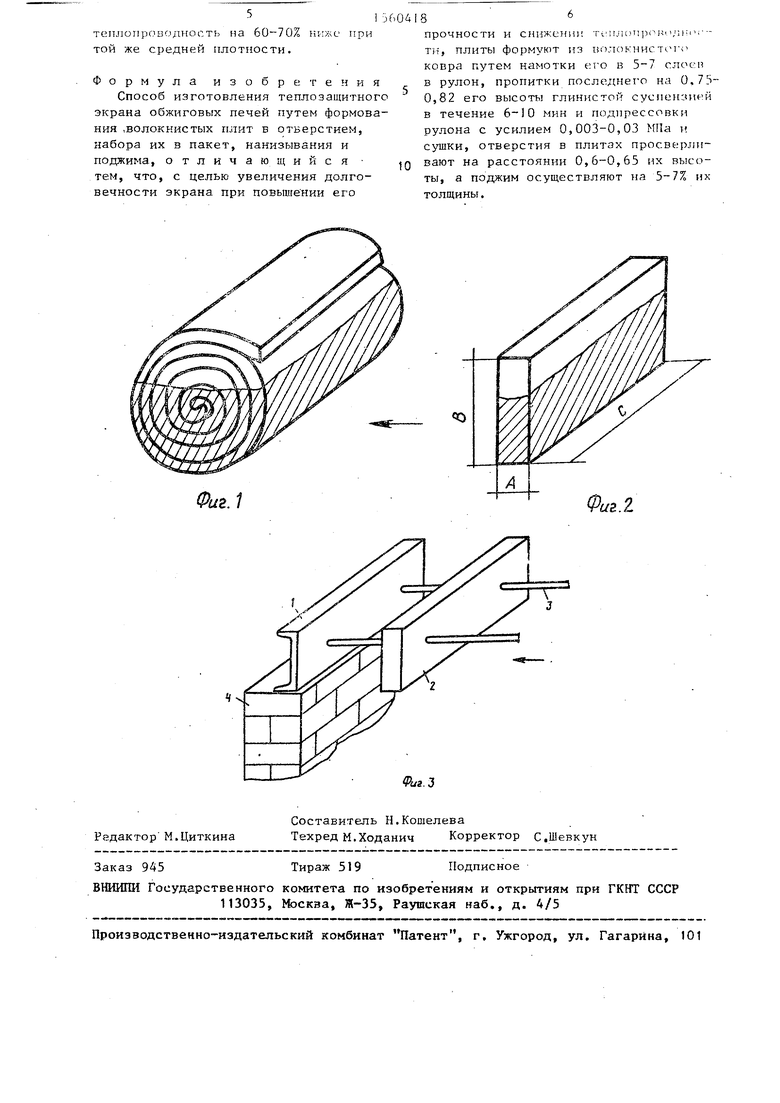
На фиг.1 изображена заготовка после пропитки (штриховкой показана пропитанная часть ; где стрелка указывает направление подпрессовки); на фиг,2 - плита после подпрессовки; на фиг.3 - установка плит на раме при монтаже съемного свода печи
(стрелка указывает направление усили при иодпрессовке).
Рама 1 в виде четырехугольника швеллерного типа с, закрепленными на
$
ней плитами 2 посредством штырей 3, смонтированных концами на двух противоположных сторонах рамы, и поджимных болтов (не показаны) образуют теплозащитный экран, который при работе печи устанавливают на стенки печи. При этом А 150-210 мм, В 230-310 мм, с 650-750 мм.
Предлагаемый способ позволяет сохранить структуру материала и его прочность при высоких температурах, т.к. формирование структуры происходит только в процессе изготовления без усадки в процессе эксплуатации, что имеет место в известном случае. Уменьшение размера пор и сохранение связующего при эксплуатации ведет к снижению теплопроводности, повышению прочности, а следовательно, к увеличению долговечности экрана более чем в 2 раза.
Параметры способа и результаты испытаний приведены в таблице.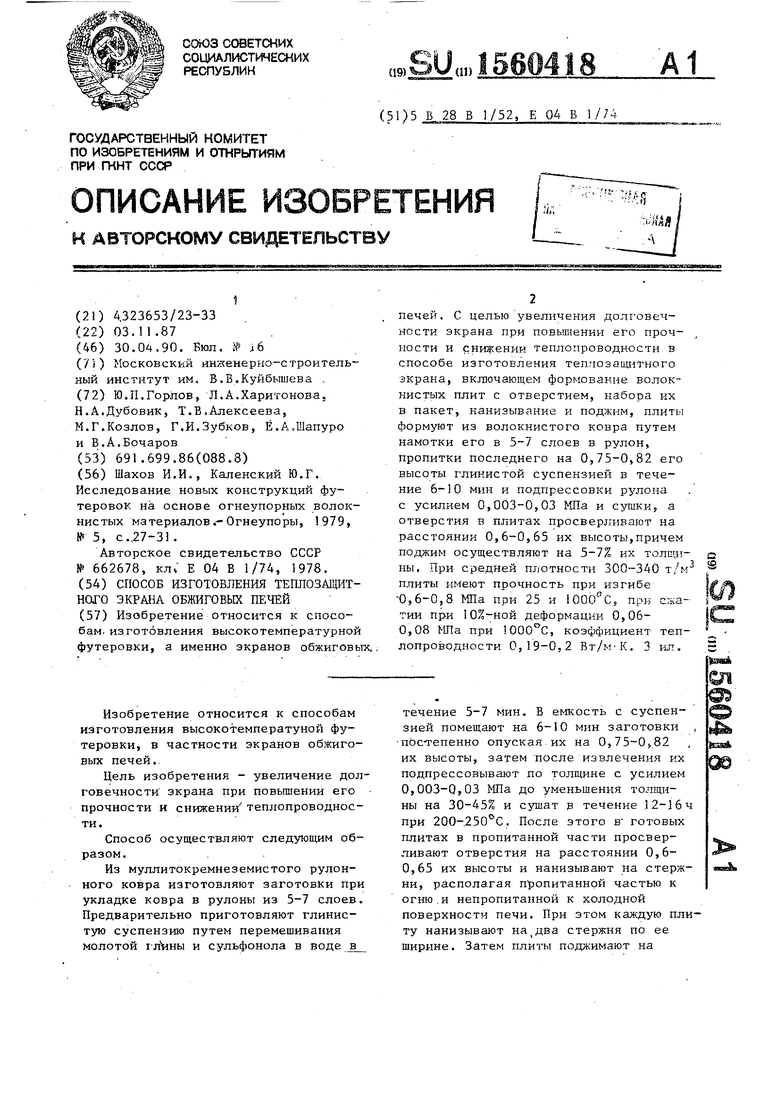
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления волокнистых изделий | 1987 |
|
SU1588550A1 |
| Теплоизоляционный экран и способ его изготовления | 1988 |
|
SU1641618A1 |
| ОБЪЁМНО-АРМИРОВАННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2020 |
|
RU2778523C2 |
| Конвейерный способ изготовления волокнистых теплоизоляционных материалов | 1982 |
|
SU1143716A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ УГЛЕРОДНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2377223C1 |
| Способ получения арболита | 1987 |
|
SU1560518A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2018495C1 |
| Способ изготовления минераловатных изделий | 1983 |
|
SU1145012A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2209724C1 |
| Способ получения углеродных теплоизоляционных изделий | 1979 |
|
SU861300A1 |
Изобретение относится к способам изготовления высокотемпературной футеровки, а именно - экранов обжиговых печей. С целью увеличения долговечности экрана при повышении его прочности и снижении теплопроводности в способе изготовления теплозащитного экрана, включающем формование волокнистых плит с отверстием, набора их в пакет, нанизывание и поджим, плиты формуют из волокнистого ковра путем намотки его в 5-7 слоев в рулон, пропитки последнего на 0,75-0,82 его высоты глинистой суспензией в течение 6-10 мин и подпрессовки рулона с усилием 0,003-0,03 МПа и сушки, а отверстия в плитах просверливают на расстоянии 0,6-0,65 их высоты, причем поджим осуществляют на 5-7% их толщины. При средней плотности 300-340 т/м3 плиты имеют прочность при изгибе 0,6-0,8 МПа при 25 и 1000°С, при сжатии при 10%-ной деформации 0,06-0,08 МПа при 1000°С, коэффициент теплопроводности 0,19-0,2 Вт/мк. 3 ил.
Как видно из таблицы, теплозащитный экран, изготовленный по предлагаемому способу, в сравнении с известным имеет прочность на изгиб в 6-8 раз выше, на сжатие - в 2-2,7 р за выше, не имеет огневой усадки,
51 jf.04
теплопроводность на 60-70% ш:жс при той же средней плотности.
Формула изобретения
Способ изготовления теплозащитного экрана обжиговых печей путем формования .волокнистых плит в отверстием, набора их в пакет, нанизывания и
поджима, отличающийся тем, что, с целью увеличения долговечности экрана при повышении его
0
IS6
прочности и снижении тч плопрон VH;O.--- тн, плиты формуют из волокнистого ковра путем намотки его в 5-7 слоен в рулон, пропитки последнего на 0.75- 0,82 его высоты глинистой суспензией в течение 6-)0 мин и гюдпрессовки рулона с усилием 0,003-0,03 МП а и сушки, отверстия в плитах прос.вефли- вают на расстоянии 0,6-0,65 их высоты, а поджим осуществляют на 5-7% их- то лщины.
Фиг.2
Фиг.Ъ
| Шахов И.И., Каленский Ю.Г | |||
| Исследование новых конструкций фу теровок на основе огнеупорных волокнистых материалов.-Огнеупоры, 1979, № 5, с.,27-31 | |||
| Теплозащитный экран | 1978 |
|
SU662678A1 |
