Изобретение относится к машиностроению, конкретно к упрочняющей обработке листовых деталей при закалке.
Цель изобретения - повышение прочностных характеристик путем исключения термической деформации и увеличения износостойкости.
Пример. Проводилось упрочне-1- ние листов из стали ЗОГ толшиной 8 и 16 мм при нагреве до 900 С и закалке электролитно-плазменным методом. Участки располагались в шахматном порядке с интервалом 100 мм пятью рядами с шагом 40 мм на листах шириной 600 мм и длиной 2000 мм.
Упрочнение производилось двумя способами: с одной стороны и последовательно с двух сторон. Режимы эле- ктролитно-плазменной обработки: напряжение 250 В, ток 50 А, время нагрева листа 8 мм насквозь конусом 25 с листа 16 мм - 30 с. Время охлаждения
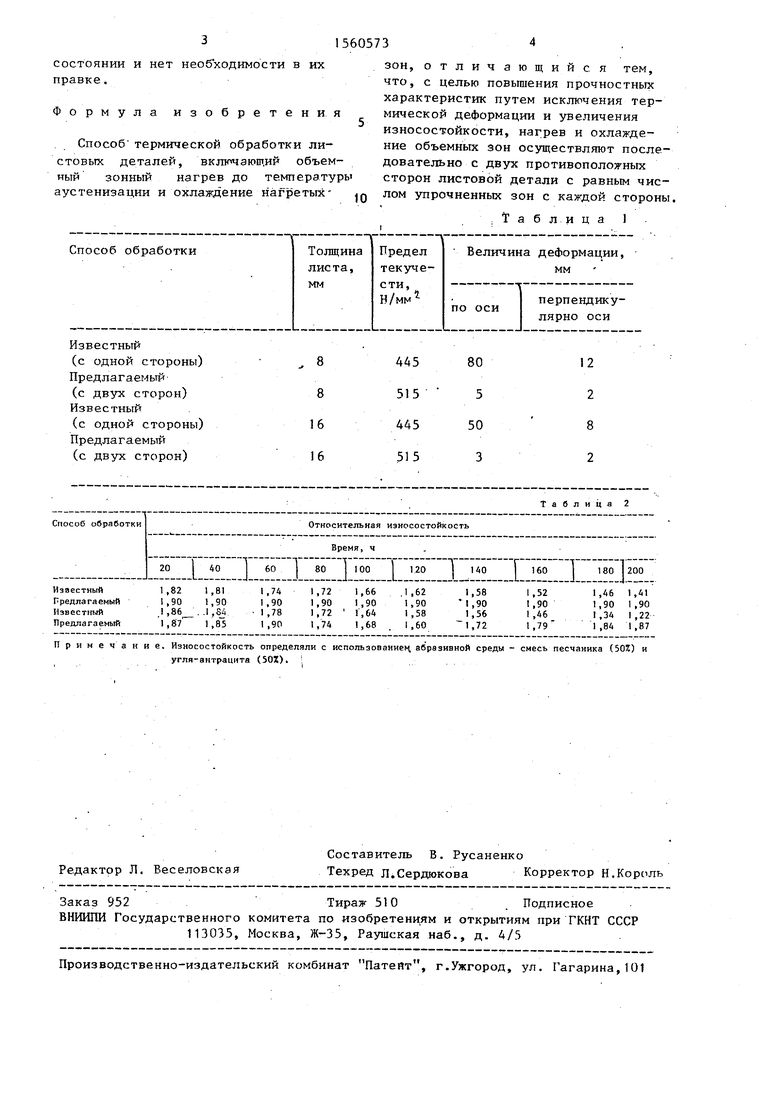
листа 8 мм 10с, листа 16 мм 12 с, электролит - 15%-ный раствор кальцинированной соды Ыа2С03)в воде. Деформацию листов по двум направлениям: вдоль и поперек листа - измеряли при помощи линейки и штангенциркуля. Результаты измерений приведены в табл.J.
Данные по износостойкости приведены в табл.2.
Таким образом, при упрочнении листа с двух сторон отдельными зонами при нагреве с поверхности получают лист с улучшенньгми прочностными характеристиками, в частности увеличивается прочность на изгиб как в одну, так и в другую сторону листа.
Предлагаемый способ обработки позволяет исключить термические деформации. Кроме г HI о, упрощается технологическое оборудование, так как вея- можна обработк 1 деталей в«свободном
СП
о о ел
sl
GO
состоянии и нет необходимости в их правке.
Формула изобретения
Способ термической обработки листовых деталей, включающий объемный зонный нагрев до температуры аустенизации и охлаждение нагретых JQ
зон, отличающийся тем, что, с целью повышения прочностных характеристик путем исключения термической деформации и увеличения износостойкости, нагрев и охлаждение объемных зон осуществляют последовательно с двух противоположных сторон листовой детали с равным числом упрочненных зон с каждой стороны.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| Способ закалки листов | 1986 |
|
SU1470781A1 |
| Способ термической обработки стальных рельсов | 2016 |
|
RU2644638C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| Способ закалки листового проката | 1985 |
|
SU1509411A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВКИ ИЗ ВЫСОКОПРОЧНОЙ ИЗНОСОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2019 |
|
RU2750299C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| Способ производства высокопрочного хладостойкого листового проката | 2023 |
|
RU2806645C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА И ДЕФОРМАЦИОННО-ТЕРМИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2474623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2486274C1 |
Изобретение относится к машиностроению, а именно к упрочняющей обработке листовых деталей при закалке. Цель изобретения - повышение прочностных характеристик путем исключения термической деформации и увеличения износостойкости. Способ включает нагрев до температуры аустенитизации отдельных зон, расположенных с двух сторон листа с равным числом на каждой стороне, и охлаждение. Способ позволяет повысить предел текучести, увеличить износостойкость и срок службы деталей. 2 табл.
Примечание. Износостойкость определяли с использование абразивной среды - смесь песчаника (50%) и угля-антрацита (50Z).
Таблица 2
| Приспособление для смазывания рельсов на криволинейных участках пути | 1929 |
|
SU15094A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Металлургия, Реферативный журнал, 1971, № 4, И 977П. | |||
