В предлагаемом способе изготовления труб без шва из полой болванки посредством нескольких пар внутренних и внешних вальцов, оси коих расположены под углом к оси обрабатываемой болванки, применяется предварительное образование узкими вальцами на полой брлванке, на определенном расстоянии от ее конца, либо с обеих сторон, либо с одной внешней или внутренней стороны, желобка, выделяющего часть болванки, от которой производится дальнейшая обработка. Для осуществления указанного способа применяется несколько пар вальцов различной ширины, при чем внутренние вальцы, с целью уменьшения толщины стенок пустотелой болванки, перемещаются в радиальных направлениях помощью клина.
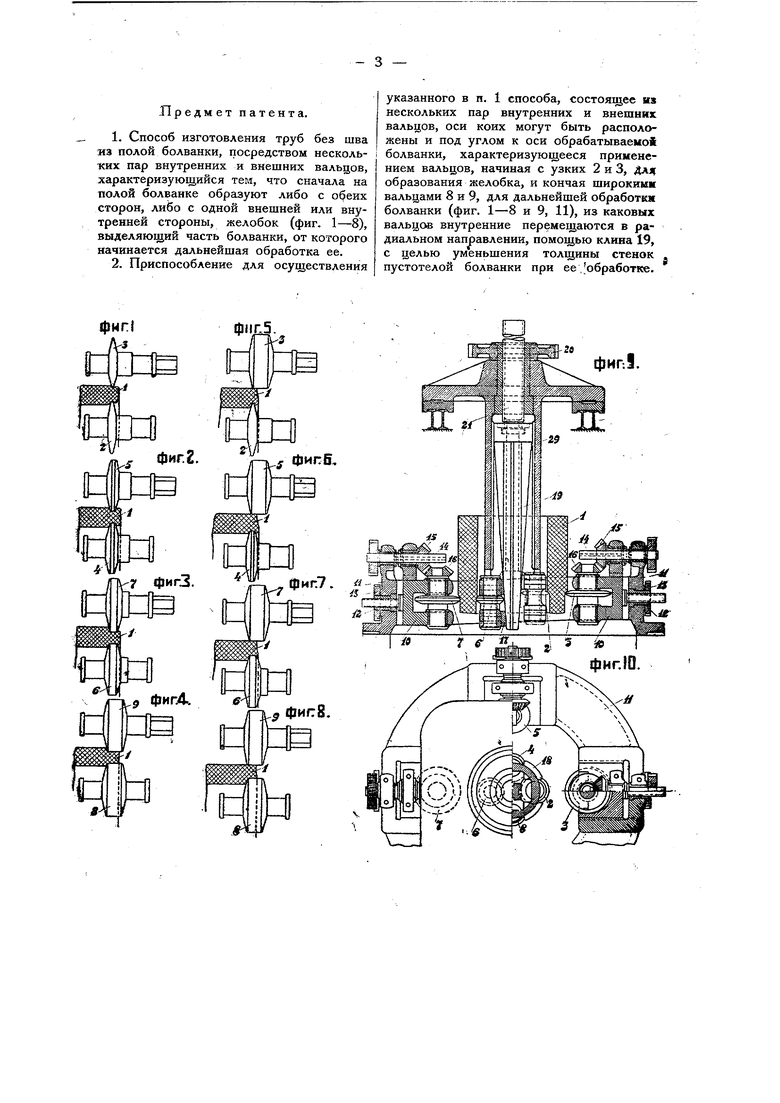
На чертеже фиг. 1-4 изображают схематически четыре последовательные стадии вальцевания желобков на обеих сторонах полой болванки; фиг. 5-8-то же, на одной только стороне полой болванки; фиг. 9-вертикальный разрез прокатного
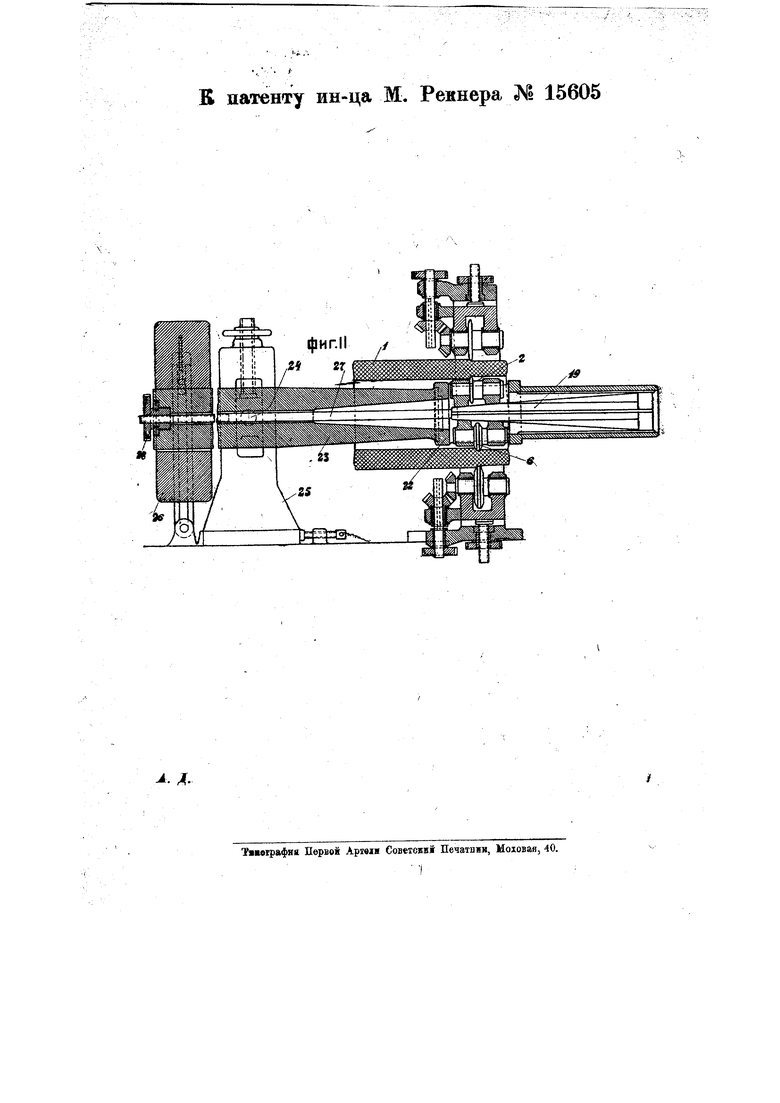
стана с вертикально перемещающейся полой болванкой; фиг. 10-вид его сверху с частичным разрезом; фиг. 11-вертикальный разрез прокатного стана с горизонтально перемещающейся полой болванкой.
Согласно предлагаемого способа, изготовление труб производится таким образом (фиг, 1-4), что первая пара вальцов 2, 3, при своем вращении в определенном расстоянии от конца трубы (на схематических фигурах чертежа изображена только одна стенка сечения трубы), образует желобок (фиг. 1) и выделяет часть метериала, после чего выделенная часть следующими парами вальцов 4-5, 6-7, 8-9, которые постепенно уширяются, развальцовывается в сторону конца трубы и в заключение гладко протягивается (фиг. 4).
В этом случае оба вальца 2, 3 первой пары проникают в материгш с обеих сторон равномерно, так что желобок получается одновременно на обеих сторонах, полой болванки 1.
Однако, по новому способу трубы можно изготовлять и таким образом, как изображено на фиг. 5-8; здесь желобок получается только е одной стороны л в материал проникает только валец 2 (фиг. 5), в то время как валец 3, который берется значительно шире, служит только опорой первому вальцу 2. Из следующих пар вальцов проникают глубже, в материал только соответствующие вальцы 4, 6 к 8, в то время как их парные вальцы 5, 7 и 9 служат для них только опорами. Это выполнение способа целесообразно в тех случаях, когда желательно получить трубу, нейтральное волокно которой лежит на круге, отличном от круга нейтрального волокна полой болванки 1.
Изображенный на фиг. 9 н 10 прокатный стан имеет четыре пары вальцов 2-3, 4-5, 6-7 и 8-9, из которых оси наружных вальцов 3, 5 7 и 9 расположены в массивных полых цилиндрах 10, могущих перемещаться в раме 11 стана. Эти цилиндры 10 могут перемещаться в сто рону обрабатываемой .боЛванки при помощи втулок 12 q внутренней нарезкой, приводимых во вращение зубчатыми колесами 13. Вальцы приводятся в движение при помощи конических зубчатых колес 15 и 16, насаженных на валы 14 и оси вальцов.
Внутренние вальцы 2 4, 6 и 8 поме едены на втулках 17, установленных пе редзижными в радиальном направлении в средней головке 18, укрепленной на вертикальной трубе. При помощи клина 19, перемещаемого вниз передвижным стерж:нем 21, получающим свое движение от зубчатого колеса 20, вальцы 2, 4, 6й8 могут быть выдвигаемы внаружу по мере того, как труба уширяется.
Пары вальцов расположены друг за другом ступенчато, так что сначала действуют на полую болванку 1 вальцы 2-3, затем 4-5, б-7 и в заключение 8-9. Таким образом первая пара вальцов 2-3 выделяет часть материала, которая после этого следующими парами вальцов провгьльцовывается в сторону конца трубы и в заключение гладко протягивается. Во время процесса работь четырех пар вальцов полая болванка 1 приводится во вращение, так что место, отделенное первой парой вальцов 2-3 подаётся под вторую пару вальцов 4-5 и т. д. Вращение полой .болванки 1, отчасти или в некоторых случаях и целиком, осуществляется приведением ее во вращение вальцами 2-3, 4-5, б--1 и 8-9; эти вальцы могут быть использованы также и для прбдвигания вперед полой болванки 1, если их оси, соответственно винтовой - линии, устано ть наклонно к оси полой болванки.
Наружные или внутренние вальцы могут быть и гладко обточенными, как это изображно на фиг. 5-8 относительно внешних вальцов и, в таком случае, такие вальцы служат только опорами для сил, действующих на болванку с другой стороны .
В прокатном стане, изо(5раженном на фиг. 11, обрабатываемая полая болванка устанавливается горизонтально. Головка 22, несущая внутренние вальцы 2, 4, б, 8 помещается в этом случае на плече горизонтального коромысла 23, вращающегося около цапфы 24, укрепленной в станине 25. На другом плече коромысла 23 помещен противовес 26. Передвижение клина 19, прикрепленного к стержню 27, с нарезанным концом производится при помощи зубчатки 28, при чем эта зубчатка только вращается и не имеет поступательного движения. Для поддержки полой болванки 1 должны быть применены особые поддерживающие ролики, неизображенные на чертеже.
Изображенное на фиг. 9 и 10 устройство имеет то преимущество, что труба 29, на которой укреплена головка 18 с внутренними вальцами 2, 4, б, 8, не испытывает изгибающего усилиия от веса головки и вальцов и может иметь незначительную толщину стенок. Опорные ролики, необходимые для обеспечения вертикального положения полой болванки 1, на фиг. 9 и 10 не Тизображены. Пары вальцов расположены приблизительно диаметрально друг против друга, так что они и их опорные части. могут быть использованы для уравновешивания односторонних сил, исходящих от болванки и направленных к оси вальцов.
Вместо четырех пар вальцов можнв применить также две, шесть, восемь или больше пар, соответственно свободному пространству, имеющемуся внутри полой болванки.
.Предмет патента.
1.Способ изготовления труб без шва из полой болванки, посредством нескольких пар внутренних и внешних вальцов, характеризующийся тем, что сначала на полой болванке образуют либо с сторон, либо с одной внешней или внутренней стороны, желобок (фиг. 1-8), выделяющий часть болванки, от которого начинается дальнейшая обработка ее.
2.Приспособление для осуществления
указанного в н. 1 способа, состоящее из нескольких пар внутренних и внешних вальцов, оси коих могут быть расположены и под углом к оси обрабатываемо болванки, характеризующееся применением вальцов, начиная с узких 2 и 3, Длц образования желобка, и кончая широкими вальцами 8 и 9, для дальнейшей обработки болванки (фиг. 1-8 и 9, 11), из каковых вальцсж внутренние перемещаются в радиальном направлении, помощью клина 19, с целью уменьшения толщины стенок пустотелой болванки при ее,обработке.
,g фиг. 2. фипб. 7 фигЗ. фип7. i гт, фиг8. фИГ:.

