Изобретение относится к системе вальцов с устройством для регулировки рабочего зазора вальцов, включающей в себя пару вальцов, которая состоит из верхнего вальца и нижнего вальца, между которыми выполнен рабочий зазор вальцов, причем каждый валец снабжен двумя аксиально противолежащими цапфами вальца, по меньшей мере две опоры для каждой цапфы вальца, причем в одной опоре установлен один или несколько подшипников, соответственно лежащую снаружи на цапфе вальца опору в регулировочной опоре, которая имеет первое плечо рычага и второе плечо рычага, причем второе плечо рычага соответствующей регулировочной опоры верхнего вальца и второе плечо рычага соответствующей регулировочной опоры нижнего вальца соединены друг с другом посредством первого исполнительного элемента, соответствующие друг другу лежняки и регулировочные опоры верхнего вальца и нижнего вальца находятся напротив друг друга, и систему управления, которая воздействует на первый и второй исполнительный элемент. Помимо этого, изобретение относится к способу регулировки рабочего зазора вальцов в подобной системе вальцов. Подобное устройство известно из CN 101254509 А.
Давно существует потребность в разработке системы вальцов с устройством для регулировки рабочего зазора вальцов, в котором обеспечена равномерная толщина проходящего через рабочий зазор вальцов обрабатываемого материала. Это значит, что рабочий зазор вальцов должен выдерживаться постоянным независимо от существующей линейной загрузки.
Из DE 1602019 А1 известна система вальцов с одним или несколькими нажимными устройствами для поддержания рабочего зазора вальцов постоянным. Система вальцов имеет монтажные элементы для соответствующих опорных вальцов, к которым прилегают рабочие вальцы, которые, в свою очередь, опираются на соответствующие монтажные элементы. Монтажные элементы для опорных вальцов удерживаются небольшими цилиндрами нажимных средств, которые обеспечивают регулирующее давление при прокатке. В общем случае возникающее при прокатке в системе вальцов давление прокатки существенно выше данного регулирующего давления. За счет введения прокатываемого материала в рабочий зазор вальцов возникает внезапный рост давления или усилия между вальцами, который приводит к тому, что прокатываемый материал выходит из рабочего зазора вальцов толще, чем это соответствует предыдущей регулировке. Для компенсации этого рабочий зазор вальцов с помощью клина устанавливается на желаемую толщину прокатываемого материала. Этот клин воспринимает нагрузку, благодаря чему нагрузка в рабочем зазоре валков остается равной нулю. Выяснилось, что с помощью такой регулировки можно обеспечить лишь относительно узкий диапазон регулировки и, кроме того, как и прежде, возникают нежелательные воздействия на толщину прокатываемого материала, которые отрицательно влияют на погрешности толщины, поскольку производится лишь относительно медленно реагирующая регулировка.
Для улучшения этого DE 2264333 С3 предлагает оснащать изгибающиеся назад опоры регистрирующими их расстояние датчиками перемещения и предусматривать воздействующие на цилиндры обратного изгиба регулирующие устройства с собственной цепью регулировки, чтобы удерживать постоянными перекрывающиеся, определенные заданными значениями и/или силами реакции опоры расстояния.
Далее, в DE 19924860 А1 описывается система вальцов, в которой расстояние между гидростатическим упорным подшипником и вальцом могло поддерживаться постоянным даже в переходном состоянии перед и после начала прокатки, чтобы избежать повреждения этих узлов из-за их контакта друг с другом. Гидростатические упорные подшипники предусмотрены для бесконтактного опирания цилиндрических участков паразитных вальцов с помощью давления среды в основном вдоль горизонтального направления, причем данные паразитные вальцы опирают рабочие вальцы в основном вдоль горизонтального направления. При этом предусмотрены поддерживающие зазор вальцы, которые предотвращают уменьшение зазора между гидростатическими упорными подшипниками и паразитными вальцами меньше предварительно заданного значения.
Из DE 103055113 известно размещение на цапфах вальцов, соответственно лежащих внутри опор в лежняках.
Это сложно, если поток материала становится ниже критического значения относительно типоразмера каландра, то есть, если следует обработать особо тонкие материалы толщиной менее 1 мм с высокой плотностью и высокой жесткостью. Поэтому в обычных системах вальцов существует опасность того, что если каландр проходит над тонкой областью или разрывом, то предварительно напряженные механические элементы, например подшипники, гнезда подшипников, вальцы, цапфы вальцов из-за упругого преднатяга ударяются друг о друга и это приводит к локальным перегрузкам поверхности вальцов или потока материала.
Особые проблемы возникают в том случае, если поток материала во время прохода сквозь рабочий зазор вальцов имеет различную толщину. Это может произойти в том случае, если поток материала покрыт прерывисто, каширован или состоит из нескольких слоев. Примером являются покрытые алюминиевые или медные пленки для изготовления литий-ионных аккумуляторных батарей. Здесь должно быть обеспечено точное сжатие по всей рабочей ширине с микронной точностью. Если это удается, то из-за этого, с одной стороны, улучшается контакт между частицами электродного материала и оптимизируется перенос электронов и, с другой стороны, увеличивается объемная удельная мощность батарей.
О проблеме изготовления уплотненных прокаткой электродных материалов упомянуто, например, в JP 2000/133251 А. При этом на пару вальцов, межцентровое расстояние вальцов которой изменяемо, воздействуют гидравлические цилиндры, которые прикладывают предварительно определенное давление в одном направлении, чтобы уменьшить расстояние между вальцами. При этом предусмотрены компенсационные цилиндры для прогиба вальцов, и спаренные вальцы соответственно отформованы так, что в центральной области они имеют несколько больший диаметр, чем по обоим концам.
Проблема скорости при каландрировании потока материала переменной толщины упомянута в JP 2000/079407 А. Один верхний валец и один нижний валец с возможностью свободного вращения опираются в опорах, на которые воздействуют гидравлические цилиндры. Данные гидравлические цилиндры прижимают верхний валец вниз, нижний валец вверх. На независимые вспомогательные опоры на соответствующих вальцах воздействуют противоизгибающие усилия.
Задача предложенного изобретения заключается в разработке компактно выполненной системы вальцов с устройством для регулировки рабочего зазора вальцов, а также соответствующего способа, с помощью которого можно прецизионно каландрировать прежде всего прерывисто покрытые пленки.
Данная задача решена посредством системы вальцов по п.1 формулы изобретения, а также посредством способа по п.4 формулы изобретения. Преимущественные выполнения являются предметом соответствующих зависимых пунктов формулы изобретения.
Согласно изобретению в системе вальцов названного в начале типа предусмотрено, что соответственно лежащая внутри на цапфе вальца опора расположена в лежняке и первое плечо рычага регулировочной опоры верхнего вальца и первое плечо рычага регулировочной опоры нижнего вальца жестко соединены друг с другом, а противолежащие лежняки верхнего вальца и нижнего вальца соединены друг с другом посредством второго исполнительного элемента. Имеется система управления, которая воздействует на первые исполнительные элементы и на вторые исполнительные элементы, благодаря чему первые исполнительные элементы перемещаются так, чтобы рабочий зазор вальцов регулировался в соответствии с предварительно заданной поперечной подачей и предварительно заданной линейной нагрузкой и вторые исполнительные элементы перемещались так, чтобы лежняки удерживались в относительном положении покоя, которое задано посредством установленного уплотнения проходящего через рабочий зазор валков потока материала.
Тем самым рабочий зазор вальцов сначала регулируется в соответствии с требуемой поперечной подачей и требуемой линейной нагрузкой. Это происходит, когда соответствующая регулировочная опора подается посредством исполнительного элемента. Но одновременно лежняки с подшипниками на цапфах упираются в первые исполнительные элементы, которые удерживают лежняки в положении покоя относительно друг друга, например, в зависимости от информации из системы измерения перемещений. При этом лежняки подаются до тех пор, пока не будет достигнуто требуемое уплотнение потока материала.
За счет приложения нагрузки в отдельные точки ввода вкладыши подшипников или тела качения смещаются до беззазорного состояния и с помощью внутренней стенки отверстия получают предварительное внутреннее напряжение. Дополнительно, вальцы упруго-эластично деформируются. Конструктивно обусловлено, что это происходит большей частью в переходах от цапф к бочкам прокатных вальцов и в пренебрежительно малой степени в самих бочках прокатных вальцов, так как они соответственно подобраны по диаметру.
Согласно преимущественному выполнению первый исполнительный элемент и/или второй исполнительный элемент выполнен в виде гидравлически работающего исполнительного элемента в виде пневматически работающего исполнительного элемента или в виде электрически приводимого механически работающего исполнительного элемента. Например, требуемая нагрузка может быть приложена посредством гидравлического или пневматического цилиндра или посредством шпиндельной поперечной подачи. Конструкция выполнена так, что регулировочные опоры прикладывают нагрузку к цапфам по закону рычага. Регулировочные опоры, лежняки или же цапфы вальцов связаны с системой измерения перемещения, которая с помощью программы и соответствующих приводов, например гидравлические цилиндры или электрические подъемные редукторы, распознает и поддерживает постоянным положение цапф вальцов.
Если усилия в рабочем зазоре вальцов изменяются из-за различных толщин материала в потоке прежде всего из-за выполненного прерывистым покрытия, то первые исполнительные элементы транспортируют лежняки вверх. Это происходит таким образом, чтобы прогиб вальцов, который был вызван прежней увеличенной линейной нагрузкой, поддерживался постоянным благодаря данной приложенной эквивалентной нагрузке. Регулировка производится таким образом, чтобы не возникало возбуждения колебаний, так как пара вальцов сохраняет свое состояние деформирования. Вальцы прогибаются из-за технологических усилий в рабочем зазоре вальцов. Вызванные таким образом перекашивающие усилия на подшипники существенно сокращают срок их службы.
Поэтому опора, предпочтительно, имеет выполненный с возможностью поворота опорный вкладыш, в котором содержащиеся в нем подшипники расположены с возможностью поворота вокруг общей оси. Тем самым опирание самоустанавливается в соответствии с направлением нагрузки в степенях свободы благодаря сферическим гнездам так, что очень большой нагрузки не происходит. Общее опирание следует вызванному прогибом вальцов опрокидывающему движению, возникновение нежелательных перекашивающих усилий на опоры предотвращается.
Кроме того, это обеспечивает, что преднатяг опор всегда сохраняется в одном и том же направлении, из-за чего предотвращается проскок эластичности опор.
Далее изобретение подробнее разъясняется на основании приложенного чертежа. Показано на:
Фиг.1 - перспективный вид системы вальцов с устройством для регулировки рабочего зазора вальцов согласно форме выполнения изобретения,
Фиг.2 - сечение опор вальцов и поперечной подачи вальцов,
Фиг.3 - сечение вдоль линии А-А на фиг.2.
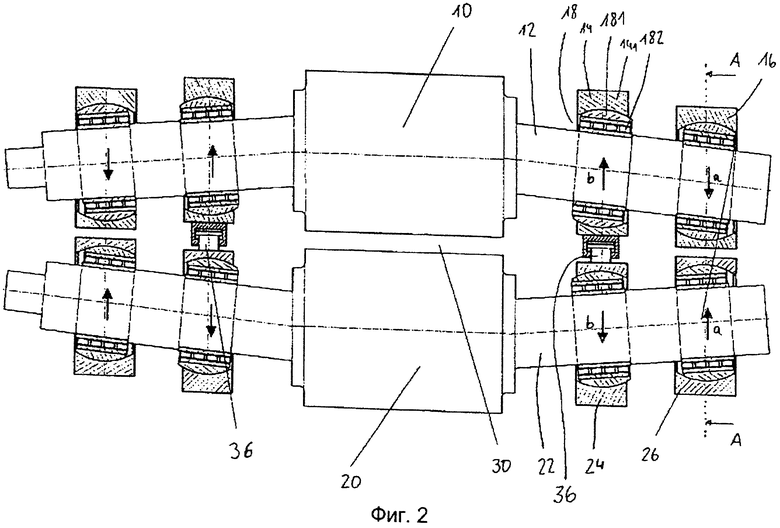
На фиг.1 показан перспективный вид системы вальцов с устройством для регулировки рабочего зазора вальцов согласно форме выполнения предложенного изобретения. Система вальцов является симметричной относительно плоскости, которая проходит перпендикулярно осям верхнего вальца 10 и нижнего вальца 20, из-за чего в основном описывается лишь часть системы вальцов, которая, начиная от данной плоскости, обращена к наблюдателю. Расположение и выполнение компонентов на противолежащей наблюдателю стороне выбрано соответствующим и на основании зеркально-симметричного выполнения в дальнейшем подробно не обсуждается во избежание повторений.
Система вальцов согласно фиг.1 включает в себя пару вальцов, которая состоит из верхнего вальца 10 и нижнего вальца 20, между которыми выполнен рабочий зазор вальцов. Верхний валец 10 имеет две противолежащие в аксиальном направлении цапфы 12, которые соответственно находятся в двух опорах 18, 18′, которые будут подробнее описаны далее на основании фиг.2. Лежащая внутри, расположенная ближе к верхнему вальцу 10 опора 18 расположена в лежняке 14, лежащая дальше снаружи опора 18′ - в регулировочной опоре 16. Полностью в соответствии с этим нижний валец 20 включает в себя две диаметрально противолежащие друг другу цапфы 22 вальца, которые находятся в двух опорах 28, 28′. При этом лежащая внутри на цапфе 22 вальца опора 28 расположена в лежняке 24, а лежащая снаружи на цапфе 22 вальца опора 28′ расположена в регулировочной опоре 26. В системе вальцов соответствующие друг другу лежняки 14, 24 и регулировочные опоры 16, 26 верхнего вальца 10 и нижнего вальца 20 противолежат друг другу. Регулировочная опора 16 верхнего вальца 10 жестко соединена с регулировочной опорой 26 нижнего вальца 20 с одной стороны посредством стяжного болта 32 и с другой стороны - посредством первого исполнительного элемента 34, причем функция данной связи будет подробнее разъяснена на основании фиг.3. Противолежащие лежняки 14, 24 верхнего вальца 10 и нижнего вальца 20 соединены друг с другом посредством второго исполнительного элемента 36.
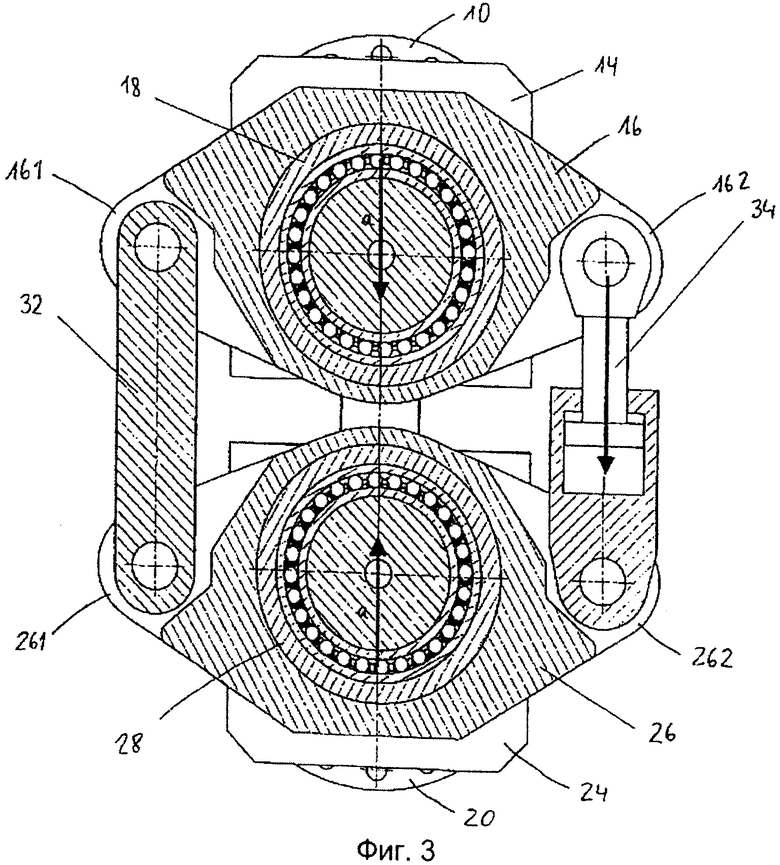
На фиг.2 показан вид в сечении опор вальцов и поперечной подачи вальцов согласно фиг.1. Каждая опора 18 включает в себя опорный вкладыш 181, в котором расположено некоторое количество подшипников 182, причем опорный вкладыш 18 выполнен с возможностью поворота вокруг оси. Посредством подобного типа опирания цапфы 12, 22 вальцов удерживаются сферически.
При старте установки сначала необходимо выравнивание опор вальцов, чтобы избежать перекашивающей нагрузки на подшипники качения. Это происходит за счет пульсирования поперечной подачи вальцов. Внутренние опоры (14) попеременно-пульсирующе подаются в поперечном направлении и с небольшой перегрузкой. Это происходит таким образом, чтобы уменьшалось трение между опорным вкладышем 181 и опорой 141, например лежняка 14, и элементы благодаря своей симметричной конструкции выровнялись перпендикулярно соответствующей линии а или b силового потока.
Приняты соответствующие меры для подшипников опоры внутри регулирующей опоры, например 16.
Регулировка рабочего зазора 30 вальцов происходит в два отдельных друг от друга этапа. Сначала регулировочная опора 16 верхнего вальца 10 и регулировочная опора 26 нижнего вальца перемещаются друг к другу в направлении стрелки а, пока рабочий зазор 30 вальцов не установится согласно предварительной заданной поперечной подаче и предварительно заданной линейной нагрузке.
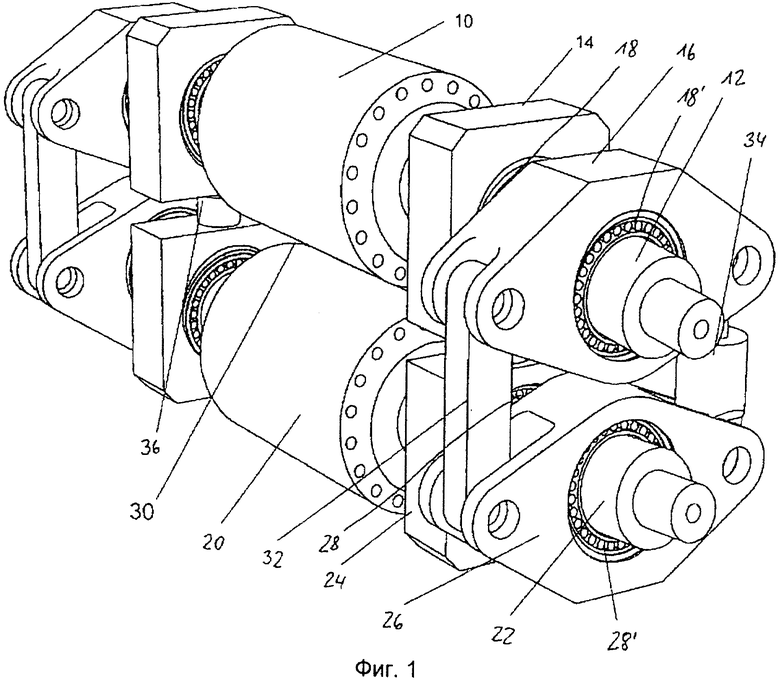
На фиг.3 показаны подробности этого в сечении вдоль линии А-А согласно фиг.2. Регулировочная опора 16 верхнего вальца 10 имеет первое плечо 161 рычага и второе плечо 162 рычага, которые выполнены с обеих сторон опоры 18. Соответственно, регулировочная опора 26 нижнего вальца 20 имеет первое плечо 261 рычага и второе плечо 262 рычага, которые выполнены на обеих сторонах опоры 28. Первое плечо 161 рычага первой регулировочной опоры 16 жестко соединено с первым плечом 261 рычага второй регулировочной опоры 26 посредством стяжного болта 32. Второе плечо 162 рычага регулировочной опоры 16 соединено со вторым плечом 162 рычага регулировочной опоры 26 посредством первого исполнительного элемента 34, который в показанном примере выполнения выполнен как гидравлический цилиндр. Когда посредством подходящего привода поршень входит в цилиндр в направлении стрелки, регулировочная опора 16 и регулировочная опора 26 перемещаются друг к другу в направлении стрелки "а", а с ними верхний валец 10 и нижний валец 20, из-за чего рабочий зазор вальцов устанавливается согласно предварительному значению.
Возвращаясь к фиг.2, нужно лишь пояснить, как создаются контризгибающие усилия. Для этого между лежняком 14 верхнего вальца 10 и лежняком 24 нижнего вальца 20 предусмотрен второй исполнительный элемент 36, который в данной форме выполнения снова выполнен как гидравлический цилиндр. Второй исполнительный элемент 36 служит для того, чтобы лежняки 14, 24 удерживались в положении покоя относительно друг друга, которое задано установленным уплотнением движущегося через рабочий зазор 30 вальцов потока материала.
Все исполнительные элементы в данной форме выполнения системы вальцов согласно данному изобретению гидравлические. В принципе, также возможно и механическое компенсирование, но реализовать которое из-за высоких возникающих линейных напряжений порядка 6 т/см не удается. На вальцах и кулачковых дисках контактное напряжение было бы настолько высоким, что следовало бы ожидать ненормального износа. Кроме того, таким образом нельзя выдержать требуемую точность прокатки в 1 мкм. Гидравлика очень точна и может работать очень быстро. Подобные гидравлические приводы известны из самолетостроения. Здесь обычные системы управления на основе ПЛК не смогли бы функционировать, так как они слишком медленны. Поэтому в системе вальцов согласно предложенному изобретению управление производится непосредственно из компьютерной программы.
Система вальцов согласно изобретению установлена на каландровой опоре. Для привода вальцов используются циклодвигатели, которые отличаются высокой степенью беззазорности. При использовании в качестве каландра обычно нужно, чтобы верхний валец имел большую окружную скорость, чем нижний валец.
Все линии, которые транспортируют гидравлическую жидкую среду, выполнены с большим поперечным сечением, чтобы поддерживать внутреннее трение минимально возможным, если требуется, чтобы обеспечивалось выравнивание давления с помощью цилиндра.
Вальцы в зависимости от области использования из улучшенной стали закалены, хромированы твердым хромом или полированы до высокой степени блеска, также может оказаться целесообразным карбидовое покрытие.
Раскрытые в вышеприведенном описании, чертежах и пунктах формулы изобретения признаки изобретения как по отдельности, так и в произвольной комбинации могут быть существенными для реализации изобретения в его различных выполнениях.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ В МЕЖВАЛЬЦОВОМ ЗАЗОРЕ ВАЛЬЦОВОГО ПРЕССА | 2012 |
|
RU2604509C2 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ РАБОЧЕГО ЗАЗОРА МЕЖДУ ВАЛЬЦАМИ МЕЛЬНИЧНОГО ВАЛЬЦОВОГО СТАНКА | 2003 |
|
RU2273519C2 |
| МЕХАНИЗМ НАСТРОЙКИ ВАЛЬЦОВ НА ПАРАЛЛЕЛЬНОСТЬ | 1995 |
|
RU2139762C1 |
| ЗЕРНОУБОРОЧНЫЙ КОМБАЙН | 2010 |
|
RU2418402C1 |
| МУФТА СЦЕПЛЕНИЯ ВАЛОВ ДЛЯ УСТРОЙСТВА ВАЛЬЦОВ | 2014 |
|
RU2639961C2 |
| Кристаллизатор вальцовый | 1979 |
|
SU797714A1 |
| ТРЕНАЖЕР ДЛЯ ПРИВИТИЯ НАВЫКОВ ПО РЕГУЛИРОВКЕ ЗАЗОРА | 1992 |
|
RU2025782C1 |
| ГОРИЗОНТАЛЬНАЯ ВАЛКОВАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ И СПОСОБ ЗАМЕНЫ ВАЛКОВ НА НЕЙ | 2021 |
|
RU2818506C1 |
| Механизм параллельной установки вальцов устройства для измельчения | 1980 |
|
SU939070A1 |
| ПРОКАТНОЕ УСТРОЙСТВО С РЕГУЛИРОВОЧНЫМ УСТРОЙСТВОМ | 2009 |
|
RU2457053C1 |
Изобретение относится к области обработки материалов в вальцах. Система содержит пару вальцов, состоящую из верхнего вальца (10) и нижнего вальца (20), установленных с рабочим зазором (30) между ними, каждый из которых снабжен двумя аксиальными диаметрально противолежащими цапфами (12, 22) и лежняками (14, 24), два исполнительных элемента (34, 36), систему управления, которая воздействует на первый и второй исполнительный элемент (34, 36), по меньшей мере две опоры (18, 18′, 28, 28′) для каждой цапфы (12, 22) вальца, с установленным в одной из опор по меньшей мере одним подшипником, причем соответственно расположенная на цапфе с наружной стороны вальца опора (18′, 28′) установлена в регулировочной опоре (16, 26), которая имеет первое плечо (161, 261) рычага и второе плечо (162, 262) рычага, при этом второе плечо (162) рычага соответствующей регулировочной опоры (16) верхнего вальца (10) и второе плечо (262) рычага соответствующей регулировочной опоры (26) нижнего вальца (20) соединены друг с другом посредством первого исполнительного элемента (34), а соответствующие друг другу лежняки (14, 24) и регулировочные опоры (16, 26) верхнего вальца (10) и нижнего вальца (20) расположены напротив друг друга. Повышение точности регулирования зазора обеспечивается за счет того, что расположенная на цапфе с внутренней стороны вальца опора (18, 28) установлена в лежняке (14, 24), первое плечо (161) рычага регулировочной опоры (16) верхнего вальца (10) и первое плечо (261) рычага регулировочной опоры (26) нижнего вальца (20) жестко соединены друг с другом, а противолежащие лежняки (14, 24) верхнего вальца (10) и нижнего вальца (20) соединены друг с другом посредством второго исполнительного элемента (36). Способ включает перемещение первого, затем второго исполнительных элементов для удерживания лежняков (14, 24) относительно движущегося через рабочий зазор (30) вальцов потока материала в положении покоя. 2 н. и 2 з.п. ф-лы, 3 ил.
1. Система вальцов со средствами регулировки рабочего зазора вальцов, содержащая пару вальцов, состоящую из верхнего вальца (10) и нижнего вальца (20), установленных с рабочим зазором (30) между ними, каждый из которых снабжен двумя аксиальными диаметрально противолежащими цапфами (12, 22) и лежняками (14, 24), два исполнительных элемента (34, 36), систему управления, которая воздействует на первый и второй исполнительный элемент (34, 36), по меньшей мере две опоры (18, 18′, 28, 28′) для каждой цапфы (12, 22) вальца, с установленным в одной из опор по меньшей мере одним подшипником, причем соответственно расположенная на цапфе с наружной стороны вальца опора (18′, 28′) установлена в регулировочной опоре (16, 26), которая имеет первое плечо (161, 261) рычага и второе плечо (162, 262) рычага, при этом второе плечо (162) рычага соответствующей регулировочной опоры (16) верхнего вальца (10) и второе плечо (262) рычага соответствующей регулировочной опоры (26) нижнего вальца (20) соединены друг с другом посредством первого исполнительного элемента (34), а соответствующие друг другу лежняки (14, 24) и регулировочные опоры (16, 26) верхнего вальца (10) и нижнего вальца (20) расположены напротив друг друга, отличающаяся тем, что соответственно расположенная на цапфе с внутренней стороны вальца опора (18, 28) установлена в лежняке (14, 24), первое плечо (161) рычага регулировочной опоры (16) верхнего вальца (10) и первое плечо (261) рычага регулировочной опоры (26) нижнего вальца (20) жестко соединены друг с другом, а противолежащие лежняки (14, 24) верхнего вальца (10) и нижнего вальца (20) соединены друг с другом посредством второго исполнительного элемента (36).
2. Система вальцов по п.1, отличающаяся тем, что первый исполнительный элемент (34) и/или второй исполнительный элемент (36) выполнен в виде гидравлически работающего исполнительного элемента, пневматически работающего исполнительного элемента или электрически приводимого механически работающего исполнительного элемента.
3. Система вальцов по п.1, отличающаяся тем, что опора имеет выполненный с возможностью поворота корпус, в котором подшипники расположены с возможностью поворота вокруг общей оси.
4. Способ регулировки рабочего зазора вальцов в системе вальцов по п.1, отличающийся тем, что он включает перемещение первого исполнительного элемента (34) для установки рабочего зазора (30) вальцов в соответствии с предварительно заданными поперечной подачей и линейной нагрузкой, и перемещение второго исполнительного элемента (36) для удерживания лежняков (14, 24) относительно движущегося через рабочий зазор (30) вальцов потока материала в положении покоя, которое установлено заданным уплотнением упомянутого материала.
| JP 2000133251 A, 12.05.2000 | |||
| DE 19924860 A1, 09.12.1999 | |||
| Устройство для автоматического регулирования толщины полосы | 1979 |
|
SU869890A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 0 |
|
SU279556A1 |

