У существующих прокатных дисковых станов, применяемых для производства бесшовных полых тел или труб из железа, стали или других металлов, оси обоих взаимодействующих дисков расположены в одной и той же плоскости. Путем соответствующей калибровки дисков происходит образование рабочего просвета для прокатки изделия, причем продольное перемещение при прокатке производится таким образом, что прокатка происходит на некотором определенном расстоянии выше или ниже плоскости осей вальцов. В таких прокатных станах имеются соответствующие неподвижные направляющие, которые и обеспечивают сохранение этого расстояния, необходимого для определенного размера трубы (по калибру). По конструктивным соображениям у обычных станов большей частью прокатка идет под срединной плоскостью, т.е. под плоскостью осей валков. При данном направлении движения вальцов или дисков направление продольного движения изделия во время прокатки как при прямом, так и при обратном ходах будет находиться в зависимости от того, производится ли заправка над или под средней плоскостью валков.
Недостаток такого рода прокатных станов заключается в том, что для направления изделия к вводной стороне приходится прибегать к очень сложным манипуляциям или пользоваться для этого дорого стоящими транспортирующими приспособлениями. Для устранения такого недостатка используется для обратного транспортирования изделия самый прокатный дисковый стан таким образом, что изделие после прохода между валками стана в одном направлении, благодаря обратной заправке по оси средней плоскости, расположенной по другую сторону, транспортируется самими дисками параллельно ходу, причем для этого необходимо лишь наличие второй направляющей в этой новой оси валков.
Согласно изобретению, для направления изделия между валками в обе стороны прокатки служит особая направляющая, являющаяся дополнительной к обычной направляющей в такого рода станах, причем эти обе направляющие помещены в общем направляющем корпусе; для направления же изделия вне дисковых валков применен поворотный направляющий корпус, снабженный двумя или большим числом направляющих каналов.
При установке второго сердечника в калибре по другую сторону от средней плоскости прокатного стана можно не только обратно подавать изделие, но при этом еще катать его в этом направлении. Эту возможность можно использовать для того, чтобы производить прокатку в обоих направлениях, или для того, чтобы изделие, получившее в одном направлении полость, было также прокатано при обратном ходе. При этом имеется возможность работать одновременно в обоих направлениях, вследствие чего можно осуществить увеличение производительности стана и, кроме того, производить прокатку до требуемого уменьшения толщины стенок изделия, не прибегая к дополнительному стану.
На прокатном дисковом стане такого устройства можно изготовлять тонкостенную трубу непосредственно из болванки и затем передавать ее для окончательной обработки в другие устройства, как например, гладильный стан, отделочные или редукционные вальцы и т.п.
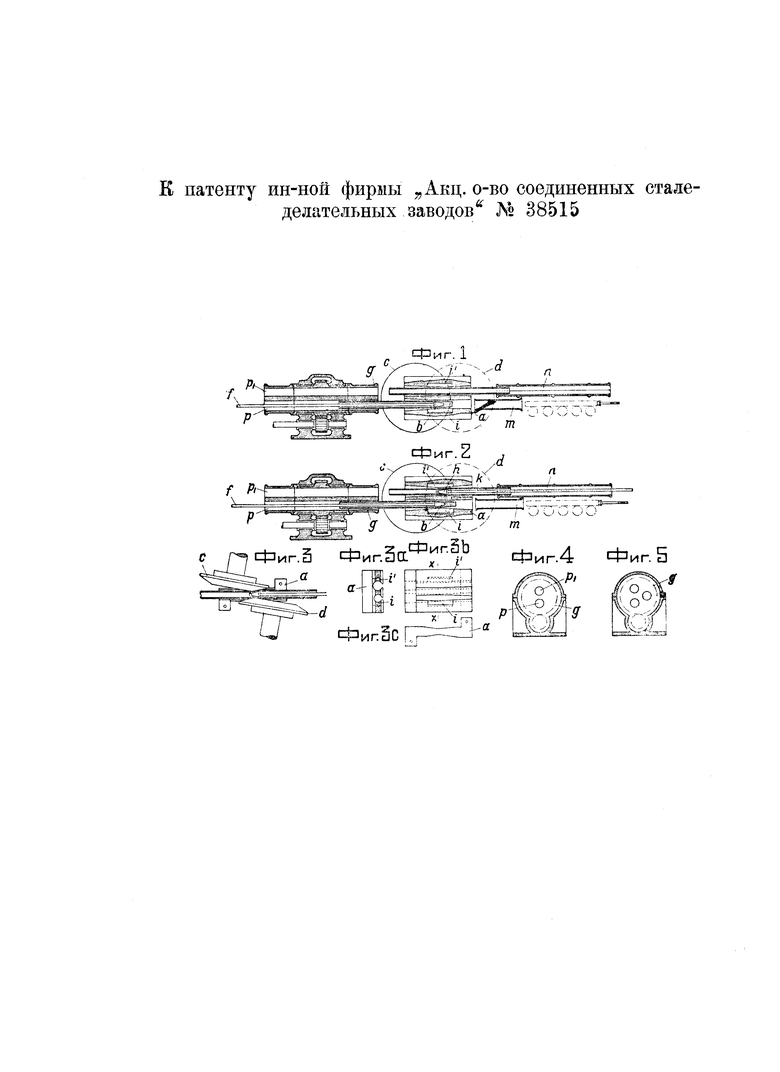
На чертеже фиг. 1 изображает продольный разрез прокатного стана, у которого производится обратная подача трубы баз прокатки; фиг. 2 - продольный разрез прокатного стана с прокаткою в обоих направлениях; фиг. 3, 3а, 3d и 3с - различные виды и сечение направляющих стана, расположенных между валками; фиг. 4 - поперечный разрез прокатного стана с поворотным направляющим корпусом, имеющим два канала; фиг. 5 - то же, но с направляющим корпусом, имеющим несколько каналов.
Массивная или полая болванка, подогретая в печи до температуры прокатки, направляется в прокатный дисковый стан, в котором при помощи нижней направляющей трубы m вставляется в обычную нижнюю направляющую i направляющего корпуса а и затем проходит между дисками с и d и сердечником b, в которых и производится прокатка. Прокатанный конец изделия попадает в отверстие р поворотного направляющего корпуса g. По окончании прокатки готовое изделие полностью втягивается в направляющую сердечником, идущим обратно. После выхода сердечника f из направляющего корпуса а последний поворачивается, так что прокатанное изделие в виде трубы приходится в средней плоскости верхнего валка; при этом свободное отверстие p1 направляющей g приходится в средней плоскости нижнего валка. Изделие, лежащее против средней плоскости верхнего валка, продвигается в дополнительную верхнюю направляющую i′ прокатывается между дисками с и d и сердечником b, получая при этом более тонкую стенку.
Прокатанное, таким образом полое изделие затем поступает в закрывающуюся направляющую n. Одновременно нижний сердечник f снова вместе с вновь вставленным сердечником b попадает между валками так, что одновременно может быть прокатано новое изделие. После обратного отведения сердечника k закрывающаяся направляющая n открывается и прокатанное при обратном ходе полое тело выбрасывается из нее рычагом и обычным путем отводится для дальнейшей обработки.
Приспособление для обратной подачи изделий через свободную сторону валков прокатного дискового стана, отличающееся тем, что, в целях направления изделия между валками в обе стороны прокатки, кроме одной обычной направляющей i, применена еще вторая направляющая i′, которая может быть объединена с первой в общем направляющем корпусе а, а для направления изделия вне дисковых валков служит поворотный направляющий корпус g, снабженный двумя или большим числом направляющих каналов.
