0хг.2
31
Изобретение относится к промышленности строительных материалов, в частности к производству кирпича, и может быть использовано при создании автоматов укладки кирпича.
Целью изобретения является повышение точности управления.
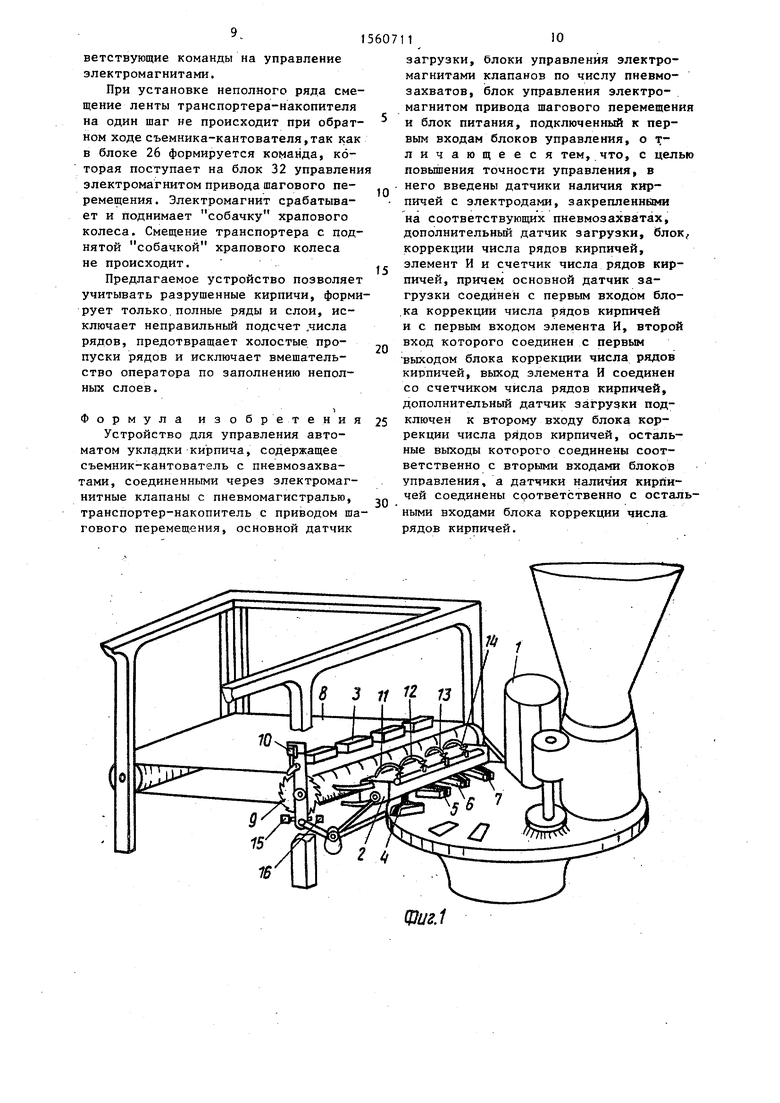
На фиг. 1 приведена технологическая схема устройства; на«фиг. 2 - блок-схема устройства; на фиг. 3 - схема блока коррекции числа рядов кирпичей.
Устройство для управления автоматом укладки кирпича содержит пресс 1 съемник-кантователь 2 кирпичей 3, пневмозахваты 4-7, транспортер- накопитель 8, исполнительный механизм шагового перемещения транспортера-накопителя 9, электромагнит 10 исполнительного механизма шагового перемещения, электромагниты 11-14 исполнительных механизмов клапанов- отсекателей (не показаны) в трубопроводах подачи воздуха к пневмо- захватам, основной датчик 15 загруз- киэ дополнительный датчик 16 загрузки, датчик 17-20 наличия кирпичей, выполненные в виде электродов 21 и 22, с схемой 23 измерения, источ- ник 24 питания, счетчик 25 числа рядов кирпичей, блок 26 коррекции числа рядов кирпичей, элемент И 27, блоки 28-31 управления электромагнитными клапанами, блок 32 управ- ления электромагнитом привода шагового перемещения.
Блок 26 коррекции и числа рядов кирпичей состоит из элементов И-НЕ 33-45, триггеров 46-54, элементов И-НЕ 55 - 58, формирователей 59 - 62 импульсов усилителей 63 -67, инверторов 68 и 69, элемента И-НЕ 70, элемента 71 задержки.
Устройство работает следующим об- разом.
При работе автомата-укладчика кирпича съемник-кантователь 2, получая движение от коленчатого вала пресса 1, снимает со стола пресса 1 ряд из четырех кирпичей 3 и ставит их на транспортер-накопитель 8. Во время обратного хода съемника-кантователя 2 лента транспортера 8 дискретно перемещается на шаг, равный толщине кирпича 3. В результате этого на транспортере-накопителе 8 освобождается место для следующего ряда. При перестановке съемником14
кантователем 2 ряда из четырех кирпичей 3 срабатывает основной датчик 15 загрузки, формирующий импульс положительного напряжения, который через элемент И 27 поступает на вход счетчика 25 числа рядов кирпичей. В счетчике 25 осуществляется подсчет рядов.
В случае разрушения одного, двух, трех или всего ряда, состоящего из четырех кирпичей 3, осуществляется коррекция режима работы технологического оборудования. Коррекция заключается в следующем. Например, в ходе набора очередного слоя при перестановке ряда кирпичей 3 в первом 4 и втором 5 пневмозахватах{ съемника-кантователя 2 кирпичи 3 разрушились,а в третьем 6 и четвертом 7 пневмозахватах остались целыми. В этом случает при обратном ходе съемника-кантователя 2 не осуществляется механическое перемещение ленты транспортера-накопителя 8 на один шаг, и сигнал с датчика 15 загрузки не поступает через элемент И 27 в счетчик 25 числа рядов кирпичей, который в данной схеме подсчитывает только целые ряды.
Контроль за наличием кирпичей 3 в зажимах пневмозахватов 4-7 осуществляется с помощью датчиков 17-20 наличия кирпичей. Электроды 21 и 22 реагируют на изменение сопротивления среды, а схема 23 измерения формирует логический сигнал О или 1.
Запрет на механическое перемещени ленты транпортера-накопителя 8 на один шаг в случае формирования неполного ряда присходит путем подъема собачки храпового колеса исполнительного механизма шагового перемещения. Подъем собачки осуществляется с помощью электромагнита 10. При этом при обратном ходе съемника- кантователя 2 храповое колесо не поворачивается. Однако в рассматриваемом примере третий и четвертый кирпичи ряда установлены на ленту и на их место при очередном ходе съемника-кантователя 2 кирпичи 3 ставить нельзя. Поэтому в схеме предусмотрен четыре электромагнита 11-14 клапа- нов-отсекателей трубопроводах подачи воздуха к пневмозахватам 4 - 7. При нормальной работе пресса 1 электромагниты 11-14 обесточены и кла-
паны-отсекатели обеспечивают прохождение воздуха в трубопроводах подачи воздуха к пневмозахватам. Работа пневмозахватов 4-7 производится синхронно от .общей схемы подачи духа по заданной программе.Если проиходит неполное формирование очередного ряда, то при обратном ходе пневмозахватов 4-7 за очередным рядом отключается воздух с помощью соответствующих клапанов-отсекате- лей от тех пневмозахватов, которые . в предыдущем ряду переставили целые кирпичи.
Таким образом, формирование неполного ряда до полного может происходить в два или три этапа. В рассматриваемом примере третий и четвертый кирпичи 3 ряда устанавливаются на первом этапе, а первый и второй кирпичи - на втором.
Хотя съемник-кантователь 2 в данном случает делает два цикла, лента транспортера-накопителя 8 сдвигается на шаг только один раз после форми- рования полного ряда. После того, как работа пресса 1 нормализуется, собачка храпового колеса исполнительного механизма шагового перемещения приходит в исходное состояние
Сигнал с датчика 15 загрузки при формировании неполного ряда не птю- ходит через элемент И 27 на счет- ик 25, так как на втором входе элемента И 27 в данной ситуации появляется запрет и счетчик 25 осуществляет счет только полных рядов.
Дополнительный датчик 16 загрузки необходим для фиксации второго крайнего положения съемника-кантователя 2 Первое положение - захваты 4-7 находятся над лентой 8, второе положение - захваты 4-7 находятся под прессом 1. Счет количества рядов осуществляется с помощью датчика 15 загрузки, датчик 16 загрузки необходим для работы блока 26 коррекции числа рядов кирпичей.
Блок 26 коррекции числа рядов кир- пичей работает следующим образом.
В исходном состоянии на входах триггеров 46 - 49 находятся О, а на выходах триггеров 50 - 53 - 1. Это означает, что на выходах усилителей 63 - 66 отсутствуют команды на блоки 28 - 31 управления электро-7 магнитами 11-14 клапанов в трубопроводах подачи воздуха к пневмозах
10
0
ватам. В обесточенном состоянии электромагнитов исполнительные механизмы клапанов-отсекателей обеспечивают доступ воздуха к пневмозахватам.
В работе автомата-укладчика могут сложиться следующие ситуации.
Первая - это когда при прямом ходе съемника-кантователя 2 все кирпичи 3 ряда устанавливаются на ленту транспортера-накопителя 8. При этом на вторых входах элементов И-НЕ 41-44 при подходе захватов 4-7
J5 к ленте транспортера-накопителя 8 присутствуют О. На выходах элементов 41 - 44 в этот момент формируются 1 так, что на выходе элемента И-НЕ 70 появляется О, кото20 рый запрещает прохождение импульса с формирователя 59 через инвертор 68 и элемент И-НЕ 45 на вход триггера 54.
В исходном состоянии на первом
25 выходе триггера 54 присутствует 1, которая поступает на усилитель 67. На входе усилителя 67 при этом отсутствует команда на блок 32 управления электромагнитом 10 привода шагового перемещения. Формирователь 59 формирует импульс при заходе флажка съемника-кантоватепя 2 в датчик 15 загрузки.
30
5
0
Одновременно сигналы О с датчиков 17-20 наличия кирпичей поступают на элемент И-НЕ 33 - 36 так, что на выходах элементов И-НЕ 33-36 формируются 1, которые поступают на первые входы элементов И-НЕ 37- 40. На вторые входы элементов И-НЕ 37 -40 в момент подхода пневмозахватов 4-7 к ленте транспортера-накопителя 8 поступает единичный импульс с формирователя 59 через инвертор 68. Сов- 5 падение 1 на входах приводит к формированию О на выходах элементов И-НЕ 37 - 40, которые переключают триггеры 46 - 49. На выходах триггеров 46 - 49 появляются 1, которые поступают на первые входы элементов И-НЕ 55 - 58. На вторые входы элементов И-НЕ 55 - 58 со второго выхода триггера 54 в нормальном режиме работы через элемент,зас держки 71 поступает О. На третьих входах элементов И-НЕ 55 - 58 формируются единичные импульсы с формирователя 62 через инвертор 69. Формирователь 62 формирует импульс
20
7156071
ри обратном ходе съемника-кантова еля 2 к столу пресса 1, когда флаок съемника-кантователя входит в атчик 16 загрузки. Если триггер 54 находится в исходном состоянии (нет азрушенных кирпичей),то на выходах элементов И-НЕ 55 - 58 импульсы не ормируются и триггеры 50 - 53 не переключаются,,Q
Если при захвате съемником-кантователем разрушились, например, первый и второй кирпичи ряда, а третий и четвертый остались целыми, то схема работает в другом режиме. je Если при прямом ходе съемника-кантователя 2 в захватах 4 и 5 отсутствуют первый и второй кирпичи ряда, то на двух входах элементов И-НЕ 41 и 42 присутствуют 1. На выходах . элементов И-НЕ 41 и 42 появляются нули так, что на выходе элемента И-НЕ 70 формируется 1, которая поступает на вход элемента И-НЕ 45. При подходе захватов 4 - 7 к ленте 25 съемника-кантователя срабатывает датчик загрузки 15 и формирователь 59 формирует импульс, который, пройдя через инвертор 68, поступает на второй вход элемента И-НЕ 45. На вы- о ходе элемента И-НЕ 45 появляется нулевой импульс, который переключает триггер 54- так, что на втором выходе триггера 54 появляется 1, которая через элемент задержки 71 (задержка на пропадание сигнала) поступает на вторые входы элементов И-НЕ 55 - 58. На третьи входы элементов И-НЕ 55-58 поступает единичный импульс с формирователя 62 через ,„ инвертор 69. На первых входах элементов И-НЕ 55, 56, единицы не присутствуют. При отсутствии О с датчиков 17 и 18 наличия кирпичей на двух входах элементов И-НЕ 33 и 34 «с присутствуют две 1. При этом на выходах этих элементов присутствуют О, которые через элементы И-НЕ 37 и 38 блокируют переключение триггеров 46 и 47. Это означает, что при очередном ходе от пневмозахватов 4 и 5 первого и второго кирпичей воздух не отключается. Это позволяет в случае появления после разрушения нормальных кирпичей переставить их на свободное место на ленте транспор тера-накопителя. На входах элементов И-НЕ 57 и 58 собираются три логические 1. С выходов элементов
55
8
20
,Q
je 25 о -,„ «с
55
И-НЕ 57 и 58 нулевые импульсы переключают триггеры 52 и 53 так, что на их выходах появляются нулевые сигналы, которые через усилители 65 и 68 поступают на блоки 30 и 31 управления электромагнитами механизмов клапанов-отсекателей в трубопроводах подачи воздуха к пневмозахва- там 6 и 7 третьего и четвертого кирпичей ряда. Третий и четвертый кирпичи не захватываются, а первый и второй захватываются. Ряд сформировался таким образом за два хода. Чтобы во время второго хода с двумя недостающими кирпичами не было ложного формирования сигнала о неполном ряде, О с выходов триггеров 52 и 53 поступают на вторые входы элементов И-НЕ 35 и 36 имитируя наличие третьего и четвертого кирпичей, которые были поставлены в предыдущем цикле.
После того, как ряд полностью сформирован, схема приходит в исходное состояние. Триггер 54 в первоначальное положение переключается при обратном ходе съемника-кантователя, когда его флажок входит в датчик 16 загрузки. Переключение триггеров 46 и 47 осуществляется импульсом с формирователя 61, который формирует импульс О при выходе флажка съемника-кантователя из датчика 16 загрузки при прямом ходе.
Аналогично работает схема, если разрушился любой другой кирпич ряда. В этом случае также исключается механический сдвиг с неполным рядом, а неполный ряд дополняется до полного. Во время дополнительных ходов блокируется счет числа рядов. Сигнал блокировки формируется на выходе триггера 54 и поступает на второй вход элемента И 27.
Блоки управления 28 - 32 представляют собой тиристорные коммутаторы, которые по командам с блока 26 осуществляют подачу напряжения 220.В, на электромагниты. В нормальном режиме работы, когда кирпичи не разрушаются, тиристорные коммутаторы 28 - 31 не подают напряжение 220 В на электромагниты и воздух к пневмозахва- там 4-7 поступает беспрепятственно, В случае разрушения одного, двух, трех или четырех кирпичей в блоке 26 коррекции числа формируются соот
-
ветствующие команды на управление электромагнитами.
При установке неполного ряда смещение ленты транспортера-накопителя на один шаг не происходит при обратном ходе съемника-кантователя,так как в блоке 26 формируется команда, которая поступает на блок 32 управлен электромагнитом привода шагового перемещения. Электромагнит срабатывает и поднимает собачку храпового колеса. Смещение транспортера с поднятой собачкой храпового колеса не происходит.
Предлагаемое устройство позволяе учитывать разрушенные кирпичи, формрует только полные ряды и слои, исключает неправильный подсчет .числа рядов, предотвращает холостые пропуски рядов и исключает вмешательство оператора по заполнению неполных слоев.
Формула изобретения
Устройство для управления автоматом укладки кирпича, содержащее съемник-кантователь с пневмозахва- тами, соединенными через электромагнитные клапаны с пневмомагистралью, транспортер-накопитель с приводом шагового перемещения, основной датчик
10
0
5
0
5
0
загрузки, блоки управления электромагнитами клапанов по числу пневмо- захватов, блок управления электромагнитом привода шагового перемещения и блок питания, подключенный к первым входам блоков управления, о т- личающееся тем, что, с целью повышения точности управления, в него введены датчики наличия кирпичей с электродами, закрепленными на соответствующих пневмозахватах, дополнительный датчик загрузки, блок, коррекции числа рядов кирпичей, элемент И и счетчик числа рядов кирпичей, причем основной датчик загрузки соединен с первым входом блока коррекции числа рядов кирпичей и с первым входом элемента И, второй вход которого соединен с первым выходом блока коррекции числа рядов кирпичей, выход элемента И соединен со счетчиком числа рядов кирпичей, дополнительный датчик загрузки подключен к второму входу блока коррекции числа рядов кирпичей, остальные выходы которого соединены соответственно с вторыми входами блоков управления, а датчики наличия кирпичей соединены соответственно с остальными входами блока коррекции числа рядов кирпичей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления автоматом-укладчиком силикатного кирпича | 1987 |
|
SU1529178A1 |
| Устройство автоматического управления автоматом для укладки кирпича | 1988 |
|
SU1648779A1 |
| Устройство управления автоматом для укладки кирпича | 1990 |
|
SU1726265A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ АВТОМАТОМ ДЛЯ УКЛАДКИ КИРПИЧА | 1991 |
|
RU2028208C1 |
| Устройство для подрезки выводов микросхем | 1985 |
|
SU1307616A1 |
| Устройство для съема кирпича с пресса и укладки его на запарочную вагонетку | 1987 |
|
SU1556917A1 |
| Автомат-укладчик плит | 1982 |
|
SU1079454A1 |
| УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ ПАКЕТА КЛИНОВЫХ КИРПИЧЕЙ | 1994 |
|
RU2087401C1 |
| СПОСОБ УКЛАДКИ КИРПИЧА-СЫРЦА В ШТАБЕЛЬ ДЛЯ ТЕРМООБРАБОТКИ | 2001 |
|
RU2206450C1 |
| СПОСОБ УКЛАДКИ КИРПИЧА-СЫРЦА В ШТАБЕЛЬ ДЛЯ ТЕРМООБРАБОТКИ | 2001 |
|
RU2331515C2 |

Изобретение относится к промышленности строительных материалов, в частности к производству кирпича, может быть использовано при создании автоматов укладки кирпича, позволяет повысить точность управления. Устройство содержит основной датчик 15 загрузки, дополнительный датчик 16 загрузки, датчики 17 - 20 наличия кирпичей, счетчик 25 числа рядов кирпичей, блок 26 коррекции числа рядов кирпичей, элемент И 27, блоки 28 - 31 управления электромагнитными клапанами, блок 32 управления электромагнитом привода шагового перемещения. 3 ил.
SJA SiA
| Устройство для учета кирпича-сырца | 1984 |
|
SU1186500A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Бесконтактное программное устройство управления автоматом-укладчиком силикатного кирпича | |||
| Способ гидрогенизации жиров, масел, жирных кислот из них и других непредельных органических соединений | 1913 |
|
SU962A1 |
| разработано БСПКТО Стеклоавтоматика, 1985. | |||
