Изобретение относится к автоматизации технологических процессов транспортировки изделий и может быть использовано для управления автоматическим укладчиком силикатного кирпича на запарочные вагонетки в промьпи- ленности строительных материалов.
Целью изобретения является повьше- ние надежности работы устройства.
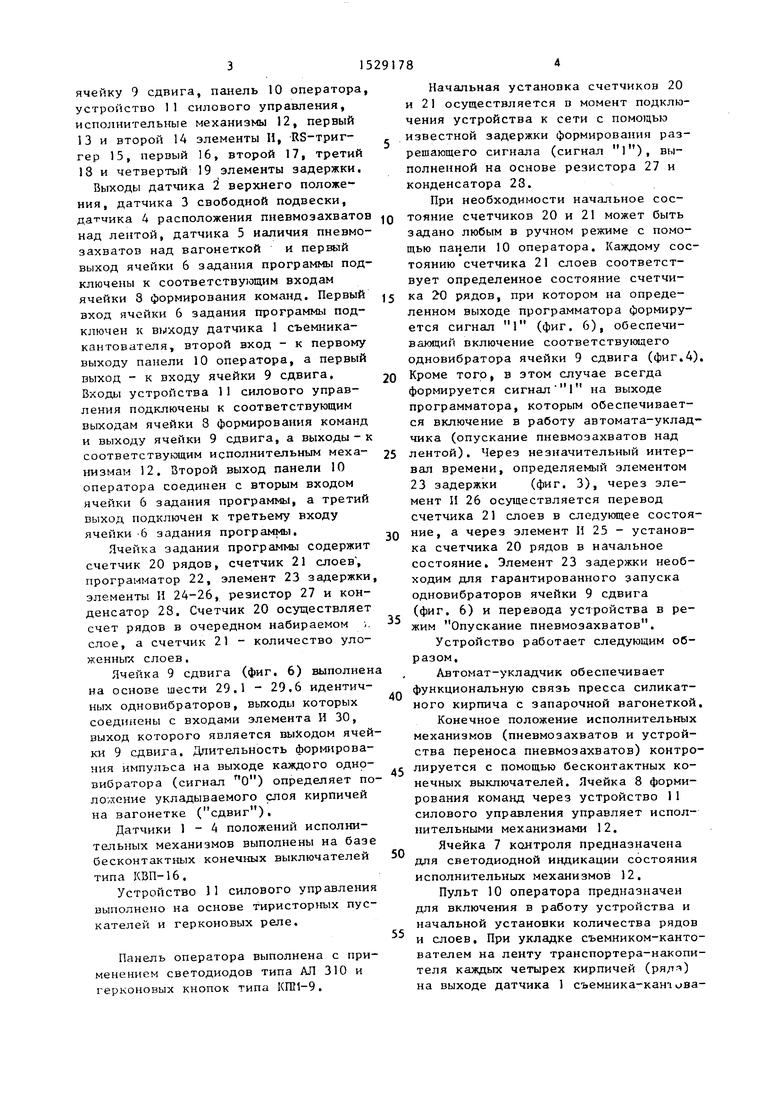
На фиг. 1 и 2 соответственно приведены структурная схема устройства для управления автоматом-укладчиком силикатного кирпича и принципиальная схема программируемой матрицы типа
КР556 РТ1; на фиг. 3 - схема ячейки задания программы; на фиг. 4 - схема ячейки сдвига; на фиг. 5 - временные диаграммы; на фиг. 6 - таблица сос- тояний входов и выходов программатора блока задания программы.
Устройство содержит датчик 1 съемника-кантователя, датчик 2 верхнего положения, датчик 3 свободной подвески, датчик 4 расположения пневмозахватов над лентой, датчик 5 наличия пневмозахватов над вагонеткой, ячейку 6 задания программы, ячейку 7 ля, ячейку 8 формирования команд.
ячеГжу 9 сдвига, панель 10 оператора, устройство 11 силового управления, исполнительные механизмы 12, первый 13 и второй 14 элементы И, RS-триг- гер 15, первый 16, второй 17, третий 18 и четвертый 19 элементы задержки. Выходы датчика 2 верхнего положения, датчика 3 свободной подвески, датчика 4 расположения пневмоэахватов над лентой, датчика 5 наличия пневмо- захватов над вагонеткой и первый выход ячейки 6 задания программы подключены к соответствующим входам ячейки 8 формирования команд. Первый вход ячейки б задания программы подключен к выходу датчика 1 съемника- кантователя, второй вход - к первому выходу панели 10 оператора, а первый выход - к входу ячейки 9 сдвига. Входы устройства 11 силового управления подключены к соответствующим выходам ячейки 8 формирования команд и выходу ячейки 9 сдвига, а выходы - к соответствующим исполнительным меха- низмам 12. Второй выход панели 10 оператора соединен с вторым входом ячейки 6 задания программы, а третий выход подключен к третьему входу ячейки 6 задания программы.
Ячейка задания программы содержит счетчик 20 рядов, счетчик 21 слоев , программатор 22, элемент 23 задержки элементы И 24-26, резистор 27 и конденсатор 28. Счетчик 20 осуществляет
счет рядов в очередном набираемом
слое, а счетчик 21 - количество уложенных слоев.
Ячейка 9 сдвига (фиг. 6) выполнен на основе шести 29.1 - 29.6 идентичных одновибраторов, выходы которых соединены с входами элемента И 30, выход которого является выходом ячейки 9 сдвига. Длительность формирования импульса на выходе каждого одно- вибратора (сигнал О) определяет по ло хсние укладываемого слоя кирпичей на вагонетке (сдвиг).
Датчики 1 - 4 положений исполнительных механизмов выполнены на базе бесконтактных конечных выключателей типа КВП-16.
Устройство 11 силового управления выполнено на основе тиристорных пускателей и герконовых реле.
Панель оператора выполнена с применением светодиодов типа АЛ 310 и герконовых кнопок типа КГП1-9.
Q
5
0
5
0
5
Начальная установка счетчиков 20 и 21 осуществляется в момент подключения устройства к сети с помощью известной задержки формирования разрешающего сигнала (сигнал l), выполненной на основе резистора 27 и конденсатора 28.
При необходимости начальное состояние счетчиков 20 и 21 может быть задано любым в ручном режиме с помощью панели 10 оператора. Каждому состоянию счетчика 21 слоев соответствует определенное состояние счетчика рядов, при котором на определенном выходе программатора формируется сигнал 1 (фиг. 6), обеспечивающий включение соответствующего одновибратора ячейки 9 сдвига (фиг.4). Кроме того, в этом случае всегда формируется сигнал на выходе программатора, которым обеспечивается включение в работу автомата-укладчика (опускание пневмозахватов над лентой). Через незначительный интервал времени, определяемый элементом 23 задержки (фиг. 3), через элемент И 26 осуществляется перевод счетчика 21 слоев в следующее состояние, а через элемент II 25 - установка счетчика 20 рядов в начальное состояние. Элемент 23 задержки необходим для гарантированного запуска одновибраторов ячейки 9 сдвига (фиг. 6) и перевода устройства в режим Опускание пневмозахватов.
Устройство работает следующим образом.
Автомат-укладчик обеспечивает функциональную связь пресса силикатного кирпича с запарочной вагонеткой.
Конечное положение исполнительных механизмов (пневмозахватов и устройства переноса пневмозахватов) контролируется с помощью бесконтактных конечных выключателей. Ячейка 8 формирования команд через устройство 11 силового управления управляет исполнительными механизмами 12.
Ячейка 7 контроля предназначена для светодиодной индикации состояния исполнительных механизмов 12.
Пульт 10 оператора предназначен для включения в работу устройства и начальной установки количества рядов и слоев. При укладке съемником-канто- вате-лем на ленту транспортера-накопителя каждых четырех кирпичей (рял) на выходе датчика 1 съемника-канчива515
теля формируется импульс, поступающи в ячейку 6 задания программы, где осуществляется счет рядов кирпичей в слое и числа слоев. По мере накопления заданного количества рядов на первом выходе ячейки 6 задания программы формируется импульс Слой уложен, который поступает в ячейку формирования команд (фиг. 1). Одно- временно на втором выходе формируетс импульс Сдвиг, который через ячейку 9 сдвига и блок 11 силового управления включает электродвигатель транпортера-накопителя (не показан).Про- исходит сдвиг первого слоя на расстояние, определяемое заданной конфигурацией пирамиды кирпичей на вагонетки. Точность сдвига обеспечивается стабильными выдержками времени в ячейке 9 сдвига и точным остановом ленты посредством электродинамического торможения электродвигателя транспортера-накопителя (не показан). При наличии сигнала с датчика 4 рас- положения пневмозахватов над лентой ячейкой 8 формирования команд (фиг.1) формируется команда Опускание пневмозахватов. Начинается движение пневмозахватов вниз, которое прекра- цается по мере достижения пневмоши- нами ленты транспортера, и срабатывание датчика 3 свободной подвески за счет ослабления троса механизма опускания. В этом положении пневмошин на выходе первого элемента И 13 формируется импульс, перебрасыва1э1дий RS-триггер 15 в первое устойчивое состояние (сигнал высокого уровня на прямом выходе RS-триггера), и начи- нается отсчет выдержки времени первым элементом 16 задержки, в течение которой происходит перемещение транспортера-накопителя на очередной шаг (ряд кирпичей).
На временной диаграмме (фиг, 6) работы RS-триггера 15 выделены следу- Ю1дие интервалы времени (режи) работы устройства (см. также таблицу 1 на фиг. 6):
(tj,-t, ) - ожидание набора слоя;
(t(-t2.) - опускание пневмозахватов (над лентой);
() - выдержка времени на перемещение одного ряда и пуск воздуха (в пневмозахваты);
() - подъем пневмозахватовJ
() - перенос кирпичей к вагонетке ;
736
(tij-tg) - опускание г нецг-1озахва- тов (над иагоиеткой);
(ug-t) - пненмозахватов (выборка слабины троса) и выпуск водуха;
(t-y-tg) - движение тележки к лепт
Как следует из временной диаграм- 1-1Ы, приведенной на фиг. 5, одновременное формирбвание сигнала на выходах элементов И 13 и 1ч исключено (тележка не может одновременно находиться над лентой и вагонеткой),
После отсчета выдержки дремени первым элементом 16 задержки (сигнал высокого уровня на выходе) осуществляется подача воздуха в шипы пнев- мозахвата. После паузы, определяемой третьим элементом 13 задержки и необходимой для уверенного схвата кирпичей, формируется команда Подъем пневмозахватов. После срабатывания датчика 2 верхнего положения подъем пневмозахватов прекращается и осуществляется перенос кирпичей (пневмозахватов) к вагонетке до срабатывания датчика 5 наличия иневмозахватов над вагонеткой. Далее формируется команда опускания пневмозахватов. Опускание пневмозахватов (слоя кирпичей) происходит до момента ослабления натяжения троса, т.е. срабатывания датчика 3 свободной подвески, и не зависит от высоты набранной пирамиды. При наличии сигнала на выходе датчика 5 наличия пневмозахватов над вагонеткой и датчика 3 свободной подвески на выходе элемента И 14 формируется сигнал высокого уровня, перебрасывающий RG-триггер 15 в другое устойчивое состояние (без кирпичей). Па инверсном выходе RS-триггера 15 формируется сигнал Подъем пневмозахватов (натяжение троса). В этом жиме время испол}1ения команды Подъем пневмозахватов определяется выдержкой второго элемента 17 задержки и выбирается из условия полной выборки слабины троса, причем последующее состоя1П1е датчика свободной подвески вследствие срабатывания RS-триггера 15 не имеет никакого значения. После отсчета выдержки времени вторым элементом 17 задержки формируется команда Выпуск воздуха и )1ачинается отсчет выдержки четвертым элементом 19 задержки, После иоинлепия ил выходе четвертого элемента 19 задержки формируется команда Подъем пнев
мозахватов и осуществляется ее исполнение до срабатывания датчика 2 верхнего положения. Далее выполняется команда Возврат пневмоэахватов в исходное состояние до срабатывания датчика расположения пневмозах- ватов над лентой. Второй выход пульта 10 оператора предназначен .для включения устройства в работу, а первый и третий - соответственно для установки начального количества ря- дов и слоев (перед включением устройства в работу).
Формула изобретения
1. Устройство для управления автоматом-укладчиком силикатного кирпича, содержащее блок задания программы, блок сдвига,-блок контроля и формирования команд, пульт оператора блок силового управления, исполнительные механизмы, датчик съемника- кантователя, датчик верхнего положения, датчик свободной подвески, дат- чик расположения пневмозахватов над лентой, датчик наличия пневмозахватов над вагонеткой, при этом выходы датчика верхнего положения, датчика свободной подвески, датчика располо- жения пневмозахватов над лентой, датчика наличия пневмозахватов над вагонеткой и первый выход- блока задания nporpai-iMu подключены к соответствующим первым входам блока формирования команд, первый вход блока зада ния программы подключен к выходу датчика съемника-кантователя, второй вход - к первому выходу пульта оператора, а первый выход - к входу блока
,
20
.Q ,
15.
25 jg
35
сдвига, входы блока силового управления подключены к соответствующим выходам блока сдвига и блока формирования команд,,выходы блока силового управления подключены к соответствующим исполнительным механизмам, второй выход пульта оператора соединен с вторым входом блока задания программы, отличающееся тем, что, с целью повышения надежности путем устранения просадки пневмозахватов после выпуска воздуха, введены два элемента Н, четыре элемента задержки и RS-триггер, причем первый и второй выходы RS-триггера подключены соответственно к входам первого и второго элементов задержки, входы третьего и четвертого элементов задержки подключены соответственно к выходу первого и второго элементов задержки, выход первого, второго, третьего и четвертого элементов задержки и инверсный выход RS-триггера соединены с соответствукхцими вторыми входами блока формирования команд, первые входы первого и второго элементов П подключены- соответственно к выходу датчиков расположения пневмозахватов над лентой и датчика наличия пневмозахватов над вагонеткой, вторые входы элементов И объединены и подключены к выходу датчика свободной подвески, третий выход пульта оператора подключен к третьему входу блока задания программы,
2. Устройство по п. J, отличающееся тем, что ячейка формирования команд выполнена как программируемая матрица.
К б ходам
ячeпf u ормироваия KOfiuHd
Л Ятттв,
J J
7
б
5
«
J
Z 27
fg
J5
Л 23
21
JL 20
79
кВыхрдам
ячейки срормироба- ния команд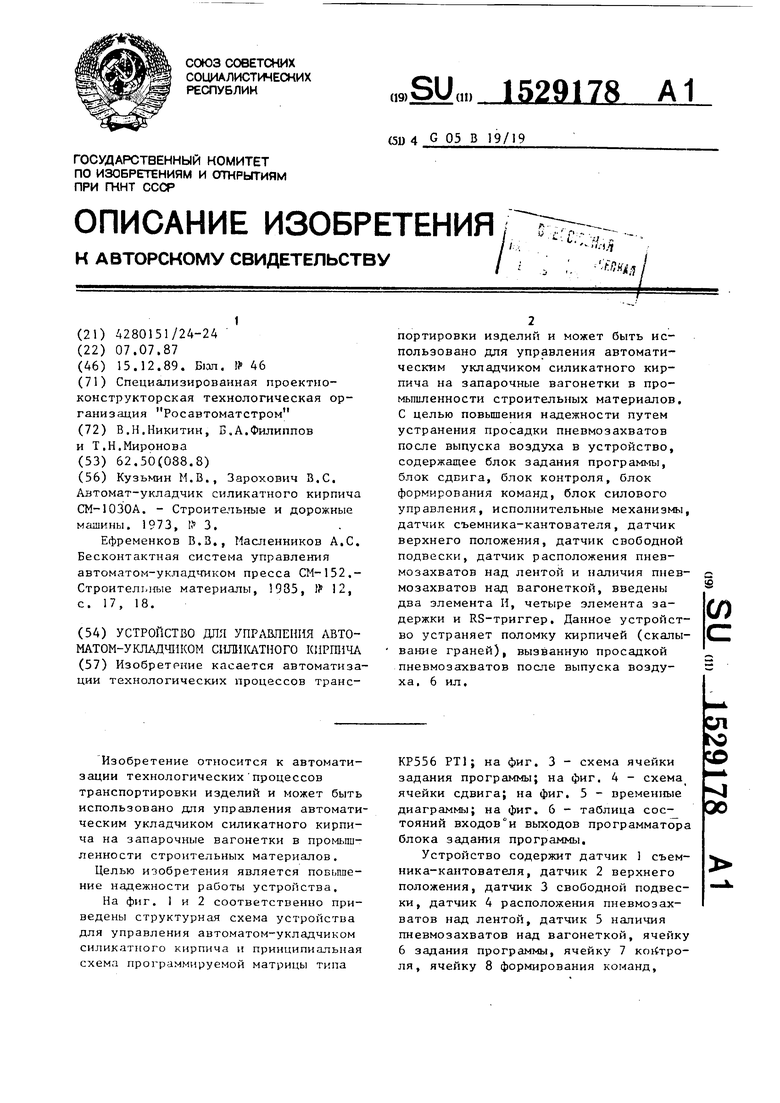

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления автоматом укладки кирпича | 1987 |
|
SU1560711A1 |
| Устройство автоматического управления автоматом для укладки кирпича | 1988 |
|
SU1648779A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ АВТОМАТОМ ДЛЯ УКЛАДКИ КИРПИЧА | 1991 |
|
RU2028208C1 |
| Устройство управления автоматом для укладки кирпича | 1990 |
|
SU1726265A1 |
| Устройство управления электродвигателем транспортера-накопителя автомата для укладки кирпича | 1989 |
|
SU1694391A1 |
| Система автоматического управления укладкой кирпича | 1985 |
|
SU1315325A1 |
| Устройство для съема кирпича с пресса и укладки его на запарочную вагонетку | 1987 |
|
SU1556917A1 |
| Система управления укладкой кирпича | 1989 |
|
SU1653981A1 |
| Система управления автоматом-садчиком кирпича | 1989 |
|
SU1648780A1 |
| Система автоматического управления укладкой кирпича | 1988 |
|
SU1609672A1 |


Изобретение касается автоматизации технологических процессов транспортировки изделий и может быть использовано для управления автоматическим укладчиком силикатного кирпича на запорочные вагонетки в промышленности строительных материалов. С целью повышения надежности путем устранения просадки пневмозахватов после выпуска воздуха в устройство, содержащее блок задания программы, блок сдвига, блок контроля, блок формирования команд, блок силового управления, исполнительные механизмы, датчик съемника-кантователя, датчик верхнего положения, датчик свободной подвески, датчик расположения пневмозахватов над лентой и наличия пневмозахватов над вагонеткой, введены два элемента И, четыре элемента задержки и RS-триггер. Данное устройство устраняет поломку кирпичей (скалывание граней), вызванную просадкой пневмозахватов после выпуска воздуха. 6 ил.
Фиг.2
«
S
v S
t: 5 4 Ч С
t
ill:ll
фиг.З
К ячейки ceSuea 9.
Т
ll
,0
11 i
-&
Ъ
к dt/nody цчейки Задания
fipotpaMHbi 5
Фив 4
при остальных номбинациях
состояний Sbfходов 20,21 на Всех Выходах программа тора-„О
Фиг. 6
Редактор А.Лежпина
Составитель И. Техред Л.Сердюкова
Заказ 7640/42
Тираж 788
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор О.Ципле
Подписное
| Кузьмин Н.В., Зарохович B.C | |||
| Автомат-укладчик силикатного кирпича СМ-ЮЗОА | |||
| - Строительные и дорожные машины | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Ефременков В.З., Масленников А.С | |||
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
