Известные автоматические транспортные ycTpofiCTBa для загрузки смесителей порциями различных ингредиентов включают толкающий конвейер в виде непрерывно движущейся цепи, который снабжен параллельными транспортными ветками, установленными в местах расположения весов и смесителей.
Отличительная особенность предлагаемого устройства заключается в том, что транспортные ветки весов, смесителей и стрелочных переводов снабжены индивидуальными приводами, которые соединены с соответствующими программными аппаратами. Устройство такой копструкции обеспечивает регулировку движений и операций в общем технологическом процессе приготовления асбестовых, резиновых и других масс.
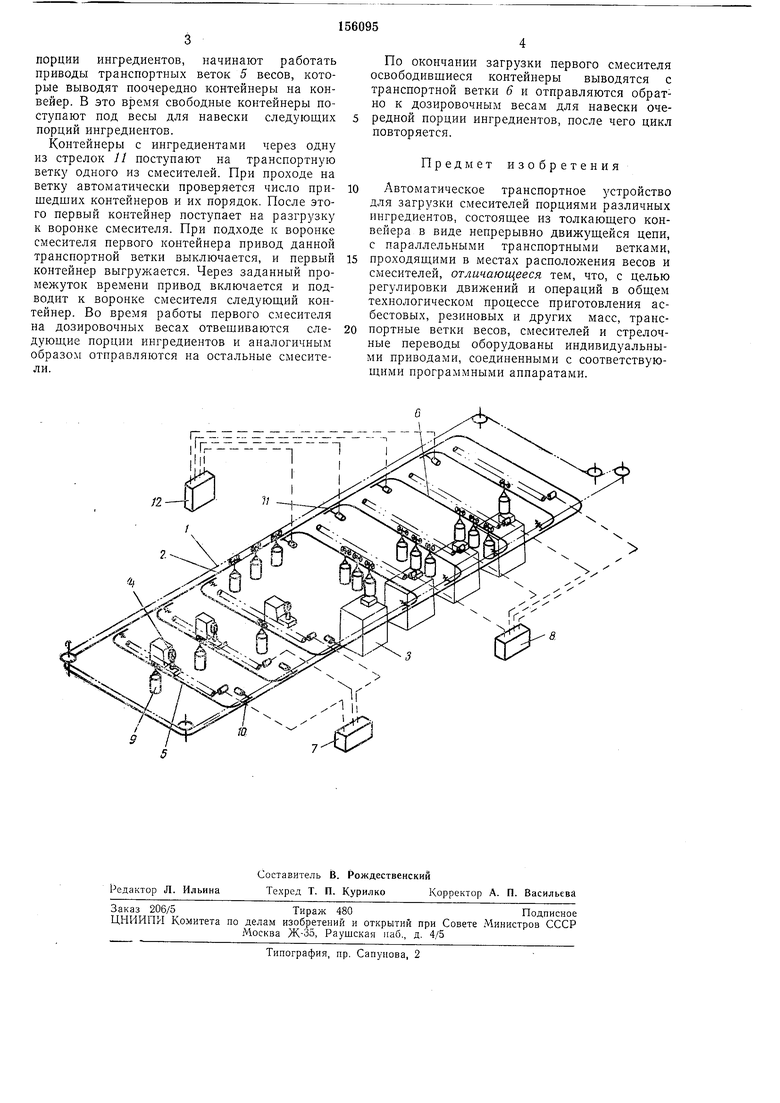
Па чертеже дана принципиальная схема описываемого устройства.
Толкающий конвейер, выполненный в виде непрерывно движущейся цепи 1 с расположенными под ней рельсами 2, охватывает площадь, па которой расположены дозировочные весы 3 и смесители 4. Под каждыми весами и над каждым смесителем проходят транспортные ветки 5 и 6, которые имеют индивидуальный привод, управляемый программными аипаратами 7 и 8. Эти аппараты обеспечивают подачу контейнеров 9 с ингредиентами в порядке, задаппом технологическими условиями для каждого смесителя, и загрузку смесителей по программе, определяющей время загрузки каждой порции ингредиентов. Контейнеры имеют адресные признаки в виде расположенных определенным образом щтырей, которые взаимодействуют с путевыми переключателями, установленными на входных стрелках 10 транспортных веток, что позволяет возвращать контейнеры на ту транспортную ветку, откуда они были направлены к смесителям. Входные стрелки 7/ транспортных веток cмecитevтeй управляются программным аппаратом 12, который последовательно переводит стрелки в заданном порядке.
При подготовке к пуску устройства задается программа работы дозировочных весов 3, т. е. число ингредиентов и вес каждого из них, и проверяется готовность смесителей 4. Кроме того, задается программа включения индивидуальных нриводов транспортных веток 5 весов (последовательность загрузки ингредиентов для каждого смесителя), программа работы приводов каждой ветки 6 смесителей (время загрузки каждой порции ингредиентов), а также последовательность перевода входных стрелок //. После этого включаются привод толкающего конвейера, дозировочные весы ц остальные элсменгы усг1юпст1за. Как только в коптейперы будут навешены порции ингредиентов, начинают работать приводы транспортных веток 5 весов, которые выводят поочередно контейнеры на конвейер. В это время свободные контейнеры поступают под весы для навески следующих порций ингредиентов. Контейнеры с ингредиентами через одну из стрелок 11 поступают на транспортную ветку одного из смесителей. При проходе на ветку автоматически проверяется число пришедших контейнеров и их порядок. После этого первый контейнер поступает на разгрузку к воронке смесителя. При подходе к воронке смесителя первого контейнера привод данной транспортной ветки выключается, и первый контейнер выгружается. Через заданный промежуток времени привод включается и подводит к воронке смесителя следующий контейнер. Во время работы первого смесителя на дозировочных весах отвешиваются следующие порции ингредиентов и аналогичным образом отправляются на остальные смесители. По окончании загрузки первого смесителя освободившиеся контейнеры выводятся с транспортной ветки 6 и отправляются обратно к дозировочным весам для навески очередной порции ингредиентов, после чего цикл повторяется. Предмет изобретения Автоматическое транспортное устройство для загрузки смесителей порциями различных ингредиентов, состоящее из толкающего конвейера в виде непрерывно движущейся цепи, с параллельными транспортными ветками, проходящими в местах расположения весов и смесителей, отличающееся тем, что, с целью регулировки движений и операций в общем технологическом процессе приготовления асбестовых, резиновых и других масс, транспортные ветки весов, смесителей и стрелочные переводы оборудованы индивидуальными приводами, соединенными с соответствующими программными аппаратами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка пневмопочты для транспор-ТиРОВАНия пРОб | 1978 |
|
SU797997A1 |
| ТЕРМИНАЛ ДЛЯ ПОТОЧНОЙ ОБРАБОТКИ КОНТЕЙНЕРОВ НА ОСНОВЕ СОРТИРОВОЧНОЙ ГОРКИ КУЗОВКОВА | 2008 |
|
RU2388680C2 |
| Устройство для упаковки в тару штучных изделий из ферромагнетиков | 1982 |
|
SU1050974A1 |
| СПОСОБ УЛУЧШЕНИЯ КАЧЕСТВА ВНУТРЕННЕЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ УЛУЧШЕНИЯ КАЧЕСТВА ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТЕКЛЯННЫХ КОНТЕЙНЕРОВ | 2006 |
|
RU2440309C2 |
| ДОЗИРОВОЧНАЯ СТАНЦИЯ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1967 |
|
SU200525A1 |
| СПОСОБ УПРАВЛЕНИЯ ЗАГРУЗКОЙ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2007 |
|
RU2365539C1 |
| Установка для водной флегматизации гексогена | 1967 |
|
SU1841170A1 |
| МОБИЛЬНЫЙ БЕТОННЫЙ ЗАВОД | 2010 |
|
RU2464165C2 |
| СИСТЕМА МНОГОСТРУЙНОГО ЗАПОЛНЕНИЯ ЕМКОСТЕЙ | 2008 |
|
RU2474531C2 |
| КОНВЕЙЕРНАЯ СИСТЕМА УНИВЕРСАЛЬНАЯ БЛОЧНО-ИНТЕГРАЛЬНО-СЕКЦИОННАЯ ЗООПЕРЕРАБАТЫВАЮЩАЯ | 2002 |
|
RU2239982C2 |
