(46) ЗО.Об.92.Бюл. № 2k
(21) 4305038/33 (22} 28,07.87
(72) В.Н.Васильев, Э.С.Каракозов, С.А.Параев, В.И.Горбач в и И.Л.Стешиц
(53)666.3.056.5 (088.8)
(56)Авторское свидетельство СССР N 338512, кл. С 04 В 37/02, 1970.
(54)СПОСОБ СОЕДИНРНИЯ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ
(57)Изобретение относится к способам соединения керамики и может быть использовано при изготовлении пьезо- преобразователей. Для повышения выхода годных пьезопреобразователей и качества соединения деталей из поляризованной керамики ЦТС-19, металлизированной серебром, между деталями помещают гранулированный мягкий припой, боковую поверхность полученной сборки стягивают эластичным бандажом и помещают в сосуд с жидкостью и установленными на нем датчиком и измерителем сигнала акустической эмиссии
(A3). Нагрев производят до температуры плавления припоя, после чего производят сдавливание деталей в сборке с постепенным увеличением давления Р. При достижении Р 0,1 Рмакс где Рмакс - давление разрушения керамики, включают измеритель и фиксируют сигналы A3.В зависимости от требуемой толщины шва -Ј предельное давление сжатия выбирают из Р(0,1-0,5) PWCTKc e
При достижениии предельного давления охлаждают жидкость и снимают давление. Условием качества является отсутствие сигналов A3 в интервале давлений от QJ Р/иакс допредельного. При применении в качестве припоя сплава Вуда, а жидкости - воды для спаивания поляризованных пьезопластин из ЦТС-19 по данному способу выход годных повысился на 20%, неисправимый брак уменьшился на 35%. Полученные пьезопреоб- разователи имели соотношения сигнал - шум - эхо сигнала 42-50 дБ, что на 12- 25 дБ больше, чем у полученных известными способами. 2 табл., 3 ил.
§
и
с
ел
0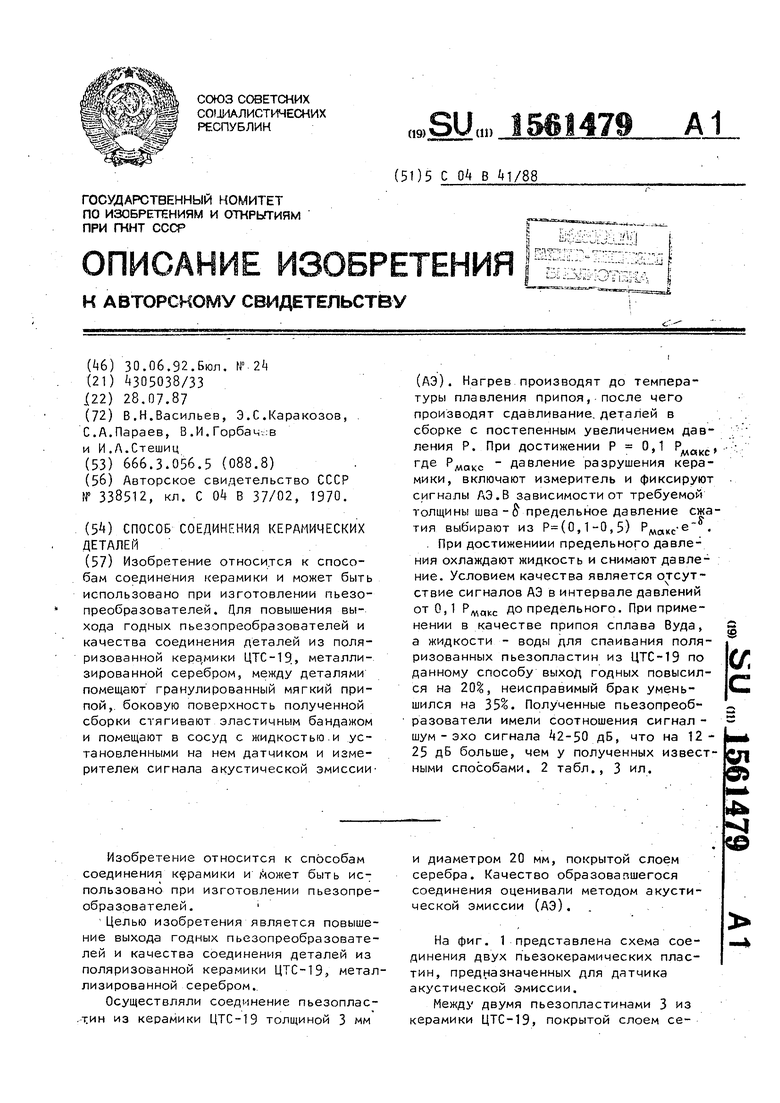


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| Способ контроля качества акустического контакта пьезопреобразователя при дефектоскопии изделий и устройство для его осуществления (его варианты) | 1985 |
|
SU1265601A1 |
| Устройство для градуировки пьезоприемников сигналов акустической эмиссии | 1986 |
|
SU1381385A1 |
| СПОСОБ ОБНАРУЖЕНИЯ НЕПРОВАРА | 2001 |
|
RU2212030C2 |
| Способ диагностики процесса струйной обработки | 1990 |
|
SU1722800A1 |
| Способ регистрации сигнала акустической эмиссии | 1983 |
|
SU1138731A1 |
| Способ управления струйной обработкой материалов | 1990 |
|
SU1759614A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ВЯЗКОХРУПКОГО ПЕРЕХОДА МАТЕРИАЛА | 1991 |
|
RU2027988C1 |
| Способ определения качества сварных швов изделий | 1989 |
|
SU1670588A1 |
| Способ обнаружения и локализации дефектов в изделиях и устройство для его осуществления | 1981 |
|
SU1210092A1 |
Изобретение относится к способам соединения керамики и может быть использовано при изготовлении пьезопреобразователей.
Целью изобретения является повышение выхода годных пьезопреобразователей и качества соединения деталей из поляризованной керамики ЦТС-19, металлизированной серебром.
Осуществляли соединение пьезоплас- тин из керамики ЦТС-19 толщиной 3 мм
и диаметром 20 мм, покрытой слоем серебра. Качество образовапшегося соединения оценивали методом акустической эмиссии (A3).
На фиг. 1 представлена схема соединения двух пьезокерамических пластин, предназначенных для датчика акустической эмиссии.
Между двумя пьезопластичами 3 из керамики ЦТС-19, покрытой слоем серебра, помещики гранулы припоя, например из легкоплавкого сплава ВУДа. Поверхность пьезопластин и гранул сплава промывают и обезжиривают спиртом. На боковую поверхность между пьезопластинами помещают эластичный бандаж 5 (например, кольцо из вакуумной резины, которое надевают в натяг). Пьезопластины с бандажом устанавливают в сосуд 7, между выточками на стенке которого крепится дат чик 11 акустической эмиссии, который соединен с измерителем 12 сигналов A3. Затем сосуд заполняют жидкостью 8, например водой, так, чтобы пьезо- пластины с герметикой оказались в жидкости, и устанавливают его на ста нину, снабженную нагревательным элементом 6. Затем жидкость нагревают нагревательным элементом 6 до температуры расплавления припоя и флюса - 80°С, производят сдавливание пьезопластин поршнем 1 возрастающим давлением. При достижении давления Р 0«1 включают измеритель, на который поступают сигналы акустической эмиссии с датчика.
Экспериментально металлографическим методом было определено, что при правильной технологии соединения пье зоплг стин при достижении давления Р 0,1 П,мпс образуется переходный слон Ьез пор и несплошностей Сем. Фиг. 2а) . Поэтому регистрацию с.игн.шов акустической эмиссии (АЭ) нэчинлдм при достижении давления Р -- 0.1 Р„ахг. При измерении сигналов АЭ нижи давления Р 0,1 , буду регистрироваться посторонние шумы, связанные с выходом избыточного воз- духл из места соединения.
При измерении сигналов АЭ с давле
Макс
существует
ния выше Р 0,1 Р возможность пропустить сигналы АЭ, излучаемые дефектом. Нарушение тех- н- логии соединения поверхностей, пе- 1;гкос при сдавливании, попадание инородных частиц в зону соединения, наличие концентраторов напряжений в кеолмике (и т.д.) может привести к пг,шп«:нию сигналов АЭ при сдавливании iinnciHh R диапазоне давлений от 0,1 Р , Д° предельного давления, : м(-днпенио будет некачественное («mi .(). По техническим условиям при и -н от.;нпс пни пьезокерамических i..j тчикои t ог(у гс.н получение опредеJQ(з 20 25
6Й794
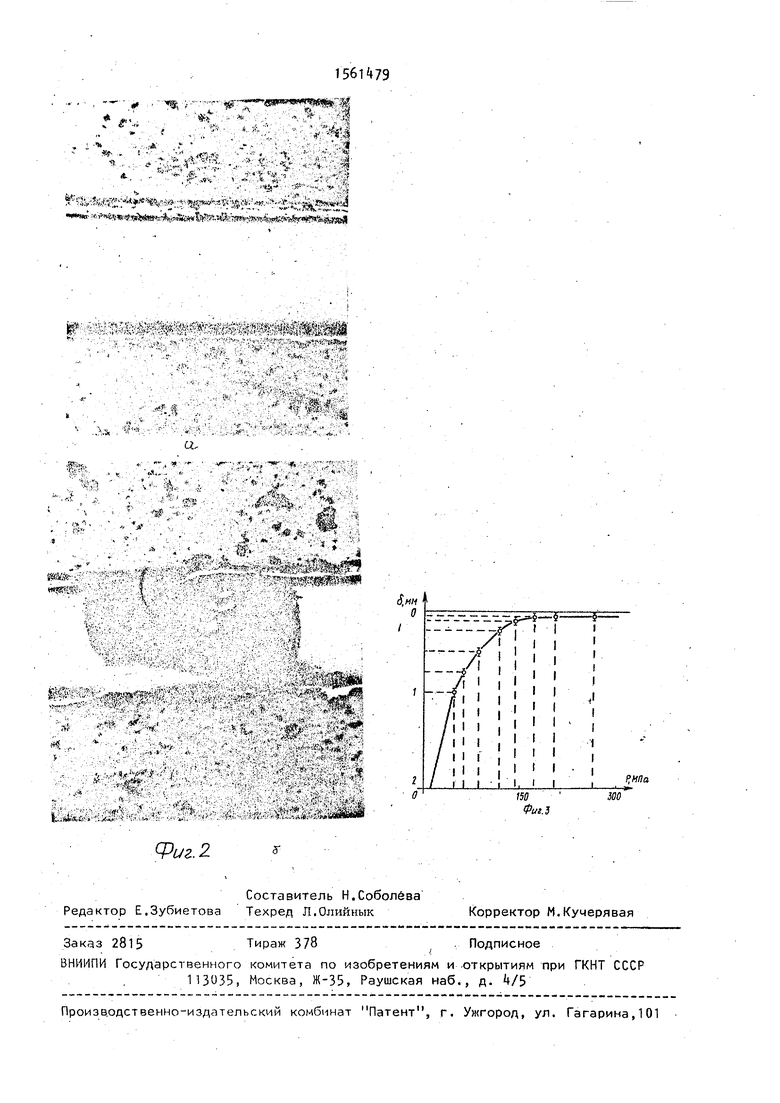
ленной толщины шва. В зависимости от этого выбирали предельное давление на пьезопластины. Данные по толщине шва о , полученные методом металлографии зоны соединения, выполненные при различных удельных давлениях, приведены в табл. 1.
Q з 0 5
Для пьезокерамических пластин диаметром 20 мм и толщиной 3 мм оптимальным является толщина шва от 0,3 до 0,5 мм, поэтому давление, необходимое для создания слоя такой толщины составляет от 90 до 100 МПа. Тол- чцина шва связана с предельным давлением зависимостью, график которой приведен на фиг. 3. Эта зависимость описывается соотношением
Р 0,5 Р
Л
макс
0
5
0 лаждают,
45
где Р - предельное давление, МПа; махс Давление разрушения пьезопластины, равное 290 МПа; О - толщина шва, мм.
Данное соотношение позволяет определить предельное давление Р, необходимое для получения необходимой тол,- щины 5 шва.
Отклонение предельного давления в меньшую или большую сторону не позволяет получить требуемой толщины шва из-за невозможности ее определения в процессе сдавливания. Это снижает качество соединения и приводит к неисправимому браку. При достижении предельного давления на измерителе 12 фиксируют отсутствие сигналов акустической эмиссии, нагревательный элемент 6 отключают, жидкость 8 охдавление снимают, а пластины 3 извлекают из сосуда 7.
Качество соединения определяют по отсутствию сигналов акустической эмиссии. Соединение считают качественным, если в диапазоне давлений от 0,1
ДО Р 0,5 Р,
макс
сигналов АЭ за0
5
регистрировано не было.
Основным преимуществом предложенного способа в сравнении с прототипом является повышение выхода годных соединений г на 20% и расширение функциональных возможностей способа, а также улучшает качество соединения и позволяет проводить контроль качества соединения в процессе изготовления изделия. Неисправимый брак уменьшается при этом на 35%.
Данные по соотношению сигнал - шум - эхо сигнала преобразователя, измерен51
ные в соответствии с ГОСТ 23702-85, представлены в табл. 2.
Формула изобретения
Способ соединения керамических деталей, включающий размещение припоя между соединяемыми деталями, нагрев сборки до температуры, превышающей температуру плавления припоя и охлаждение, отличающий- с я тем, что, с целью повышения выхода годных пьезопреобразователей и качества соединения деталей из поля м
Ц2
50
3
о°Ь°,
°УО о
У////////777/
/////////
7 56
Фиг.1
6Й796
ризованной керамики ЦТС-19, металлизированной серебром, шов в сборке с избытком гранулированного припой герметизируют эластичным бандажом, после чего сборку помещают в жидкость, а после нагрева постепенно прикладывают давление в интервале Р(0,1 - 0-,5) РМОкс где требуемая толщина шва,; Рмакс - разрушающее давление для керамики ЦТС-19, причем одновременно оценивают качество соединения по отсутствию сигналов акустической эмиссии в указанном диапазоне давлений.
Таблица 1
10
15
Ц2
50
3
Utf
77/
/Г
О
2
Нч.
.№1ррф &
-I
1
г .
V --fr4
.ч ,% и 1
1 - ч а...- «Ч- « S -, -
-Х-,1 i,.,
/
Ъ . / J ; е
Ч « W ljiWWI t -
;,-М
# г. х- - ;
- ,, s
,
1 йг
. t
, , .
V- iV А л п J -
,. ,1.sCv,
t л
f -J
,t- &
,; - v ч - - «
- t i
. „, ,/../: vJferj4 itf
- . I . - ;: - r- - rffwfl «Чй Г: I
si щ, i
.;
v . . ,, ч r . ; . - , . v
Г О - ь
- ,,v/ « - v f r-, l
i . , - 3f
,
fc. nipJH,
, .j « ,; i. f, «ьЪл1
Фиг.2.УСоставитель Н.Соболева Редактор Е.Зубиетова Техред Л.Олийнык
Заказ 2815
Тираж 378
ВНИИПИ Государственного комитета по изобретениям и -открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор М.Кучерявая
... Подписное
