Изобретение, относится к технологии струйной обработки материалов и может быть использовано для диагностики и оптимизации технологических параметров струйной обработки (резания) конструкционных материалов.
Известен способ гидроструйной резки керамики и титановых сплавов. В данном способе отсутствуют активные средства и методы диагностики процесса резки, что затрудняет выбор оптимальных характеристик обработки и делает невозможным оперативное вмешательство.в ход технологического процесса при нестабильных условиях обработки и выходных параметрах продукции.
Известен способ диагностики процесса струйной обработки, при котором измеряют акустическую эмиссию (АЭ) при истекании струи. По изменению сигналов судят об износе инструмента. Указанный способ обладает низкой точностью диагностики и высокой трудоемкостью выбора оптимальных характеристик обработки.
Целью изобретения является повышение точности диагностики процесса обработки и снижение трудоемкости выбора оптимальных характеристик струйной обработки.
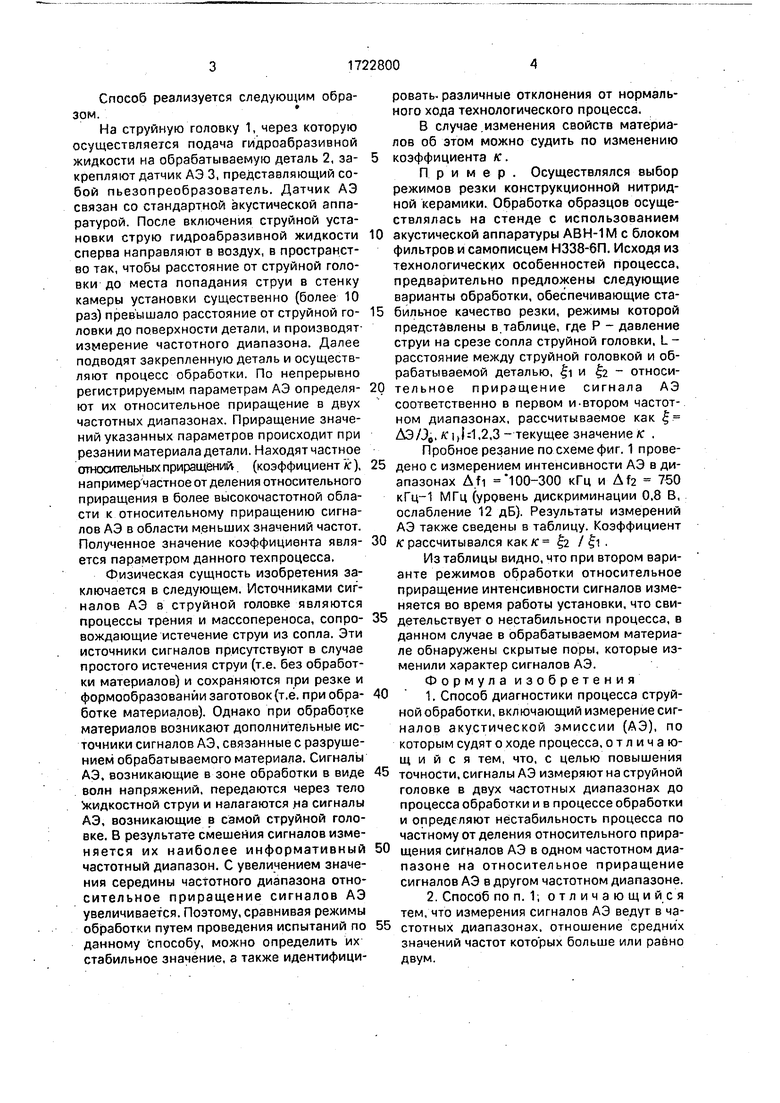
На фиг, 1 изображена схема струйной обработки; на фиг. 2 - графики изменения параметра АЭ во времени в двух частотных диапазонах до процесса обработки и во время процесса обработки.
На фиг.2 обозначено: Э - параметр АЭ; t - время; Э0 - средняя величина параметра АЭ до процесса обработки; Эр - средняя величина параметра АЭ в процессе обработки (резания); ДЭ - приращение параметра АЭ, Afi - верхний частотный диапазон измерений сигналов АЭ; Af2 - нижний частотный диапазон измерений сигналов АЭ.
1
Ю
ю
00
о о
Способ реализуется следующим образом.
На струйную головку 1, через которую осуществляется подача гидроабразивной жидкости на обрабатываемую деталь 2, закрепляют датчик АЭ 3, представляющий собой пьезопреобразователь. Датчик АЭ связан со стандартной акустической аппаратурой. После включения струйной установки струю гидроабразивной жидкости сперва направляют в воздух, в пространство так, чтобы расстояние от струйной головки до места попадания струи в стенку камеры установки существенно (более 10 раз) превышало расстояние от струйной головки до поверхности детали, и производят- измерение частотного диапазона. Далее подводят закрепленную деталь и осуществляют процесс обработки. По непрерывно регистрируемым параметрам АЭ определяют их относительное приращение в двух частотных диапазонах. Приращение значений указанных параметров происходит при резании материала детали. Находят частное относительных приращений. (коэффициент к например частное от деления относительного приращения в более высокочастотной области к относительному приращению сигналов АЭ в области меньших значений частот. Полученное значение коэффициента является параметром данного техпроцесса.
Физическая сущность изобретения заключается в следующем. Источниками сигналов АЭ в струйной головке являются процессы трения и масеопереноса, сопровождающие истечение струи из сопла. Эти источники сигналов присутствуют в случае простого истечения струи (т.е. без обработки материалов) и сохраняются при резке и формообразовании заготовок (т.е. при обработке материалов). Однако при обработке материалов возникают дополнительные источники сигналов АЭ, связанные с разрушением обрабатываемого материала. Сигналы АЭ, возникающие в зоне обработки в виде волн напряжений, передаются через тело Жидкостной струи и налагаются jna сигналы АЭ, возникающие в самой струйной головке. В результате смешения сигналов изме- няется их наиболее информативный частотный диапазон. С увеличением значения середины частотного диапазона относительное приращение сигналов АЭ увеличивается. Поэтому, сравнивая режимы обработки путем проведения испытаний по данному способу, можно определить их стабильное значение, а также идентифицировать, различные отклонения от нормального хода технологического процесса.
В случае.изменения свойств материалов об этом можно судить по изменению
коэффициента к:.
Пример. Осуществлялся выбор режимов резки конструкционной нитрид- ной керамики. Обработка образцов осуществлялась на стенде с использованием
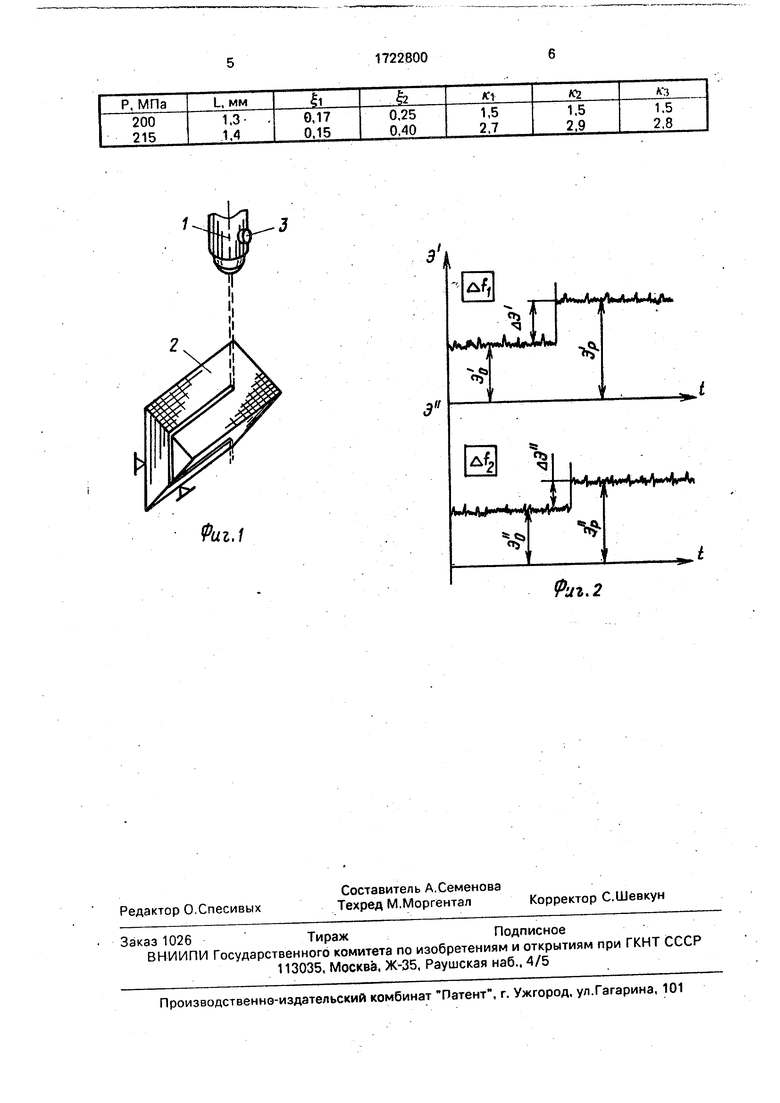
акустической аппаратуры АВН-1М с блоком фильтров и самописцем Н338-6П. Исходя из технологических особенностей процесса, предварительно предложены следующие варианты обработки, обеспечивающие стабиль ое качество резки, режимы которой представлены в таблице, где Р - давление струи на срезе сопла струйной головки, L - расстояние между струйной головкой и обрабатываемой деталью, Јi и Ј2 относительное приращение сигнала АЭ соответственно в первом и-втором частотном диапазонах, рассчитываемое как Ј. A3/J0. к i,|:1,2,3 -текущее значение к . Пробное резание по схеме фиг. 1 проведено с измерением интенсивности АЭ в диапазонах Afi 100-300 кГц и ДТ2 750 кГц-1 МГц (уровень дискриминации 0,8 В, ослабление 12 дБ). Результаты измерений АЭ также сведены в таблицу. Коэффициент
к рассчитывался как к Јг / Јi .
Из таблицы видно, что при втором варианте режимов обработки относительное приращение интенсивности сигналов изменяется во время работы установки, что свидетельствует о нестабильности процесса, в данном случае в обрабатываемом материале обнаружены скрытые поры, которые изменили характер сигналов АЭ.
Формула изобретения
1. Способ диагностики процесса струйной обработки, включающий измерение сигналов акустической эмиссии (АЭ), по которым судят о ходе процесса, отличающийся тем, что, с целью повышения
точности, сигналы АЭ измеряют на струйной головке в двух частотных диапазонах до процесса обработки и в процессе обработки и определяют нестабильность процесса по частному от деления относительного приращения сигналов АЭ в одном частотном диапазоне на относительное приращение сигналов АЭ в другом частотном диапазоне. 2. Способ по п. 1; отличающийся тем, что измерения сигналов АЭ ведут в ча
стотных диапазонах, отношение средних значений частот которых больше или равно двум.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления струйной обработкой материалов | 1990 |
|
SU1759614A1 |
| СПОСОБ ГИБРИДНОЙ УЛЬТРАСТРУЙНО-ЭМИССИОННОЙ ДИАГНОСТИКИ КАЧЕСТВА КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2698485C1 |
| Способ контроля износа инструмента и устройство для его осуществления | 1986 |
|
SU1389991A1 |
| Способ контроля износа режущего инструмента | 1987 |
|
SU1516236A1 |
| СПОСОБ УПРАВЛЕНИЯ ГИДРОАБРАЗИВНОЙ РЕЗКОЙ ЛИСТОВЫХ МАТЕРИАЛОВ | 2001 |
|
RU2206442C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СУСПЕНЗИЙ | 2006 |
|
RU2397012C2 |
| Способ контроля износа режущего инструмента и устройство для его осуществления | 1982 |
|
SU1038083A1 |
| СПОСОБ ОБРАБОТКИ НЕОДНОРОДНЫХ ГИДРОСРЕД (ЖИДКОСТЕЙ) | 2020 |
|
RU2767096C2 |
| СПОСОБ КОНТРОЛЯ И ДИАГНОСТИКИ УСТОЙЧИВОСТИ ПОКРЫТИЯ К ДЕЙСТВИЮ ВНЕШНИХ НАГРУЗОК | 2015 |
|
RU2583332C1 |
| Способ контроля качества режущего инструмента | 1985 |
|
SU1310692A1 |
Использование: технология струйной обработки материалов, диагностика и оптимизация технологических параметров струйной обработки. Сигналы акустической эмиссии (АЭ) измеряют на струйной головке в двух частотных диапазонах до процесса обработки и в процессе обработки. О ходе процесса судят по коэффициенту, равному частному от деления относительного приращения сигналов АЭ в одном частотном диапазоне на относительное приращение сигналов АЭ во втором частотном диапазоне. 2 з.п. ф-лы, 2 ил. 1 табл.
| Woterjettlng cuts through ceramics./New Mater | |||
| Int | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ определения износа сопла при гидроабразивной обработке | 1986 |
|
SU1425064A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
