Изобретение относится к обработке металлов резанием, в частности касается станкостроения.
Цель изобретения - повьшение надежности и производительности автомата за счет разгрузки колонны от деформирующих усилий при сверлении.
На фиг.1 изображен вертикально- сверлильный автомат, общий вид; на фиг.2 - вид А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1; на фиг,А - узел 1 на фиг.З; на фиг.5 - разрез В-В на фиг.4; на фиг.6 - разрез Г-Гна фиг.З
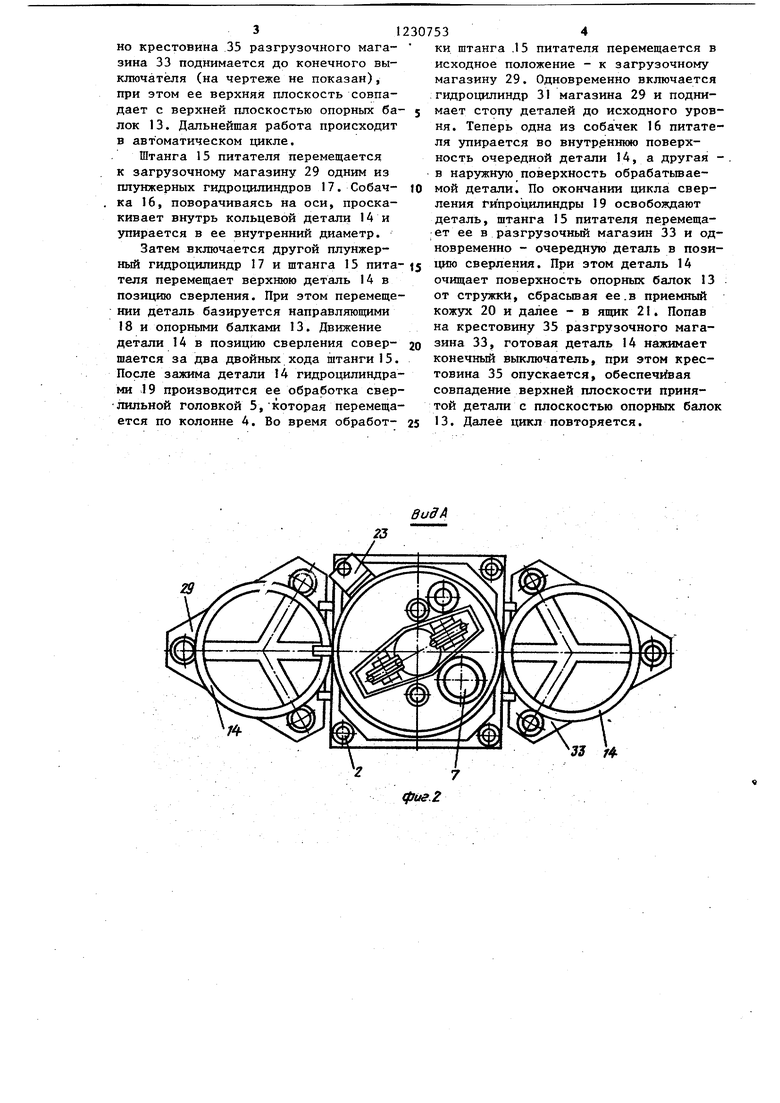
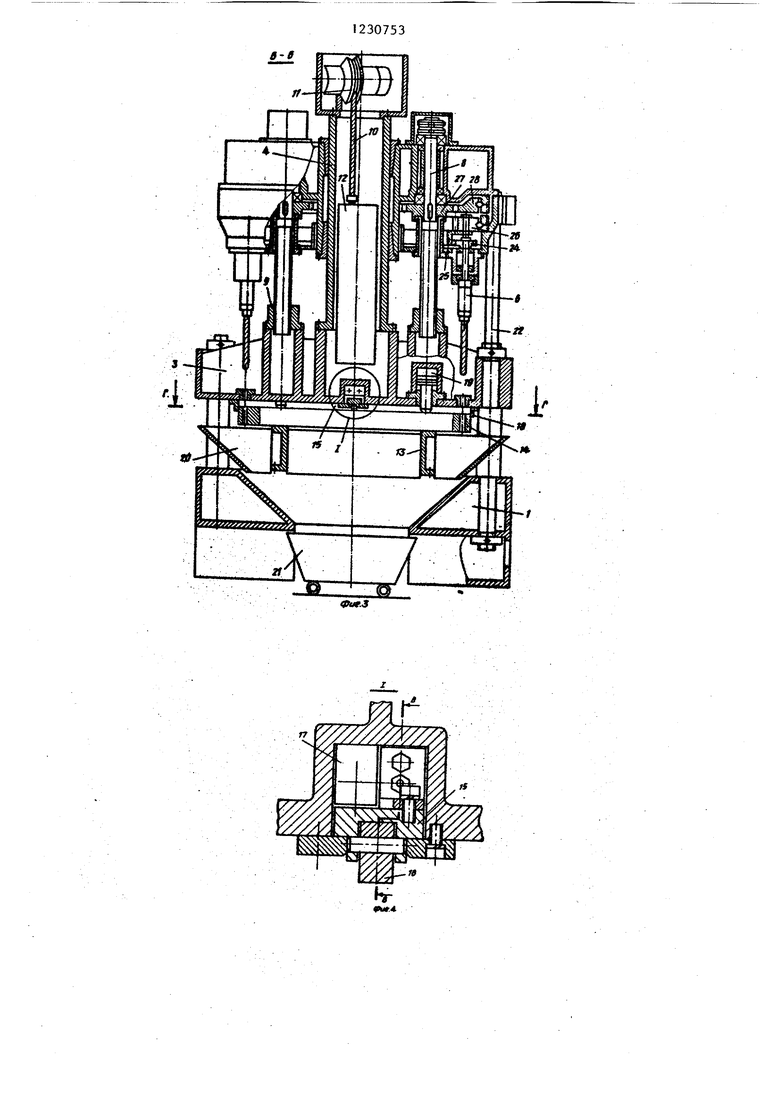
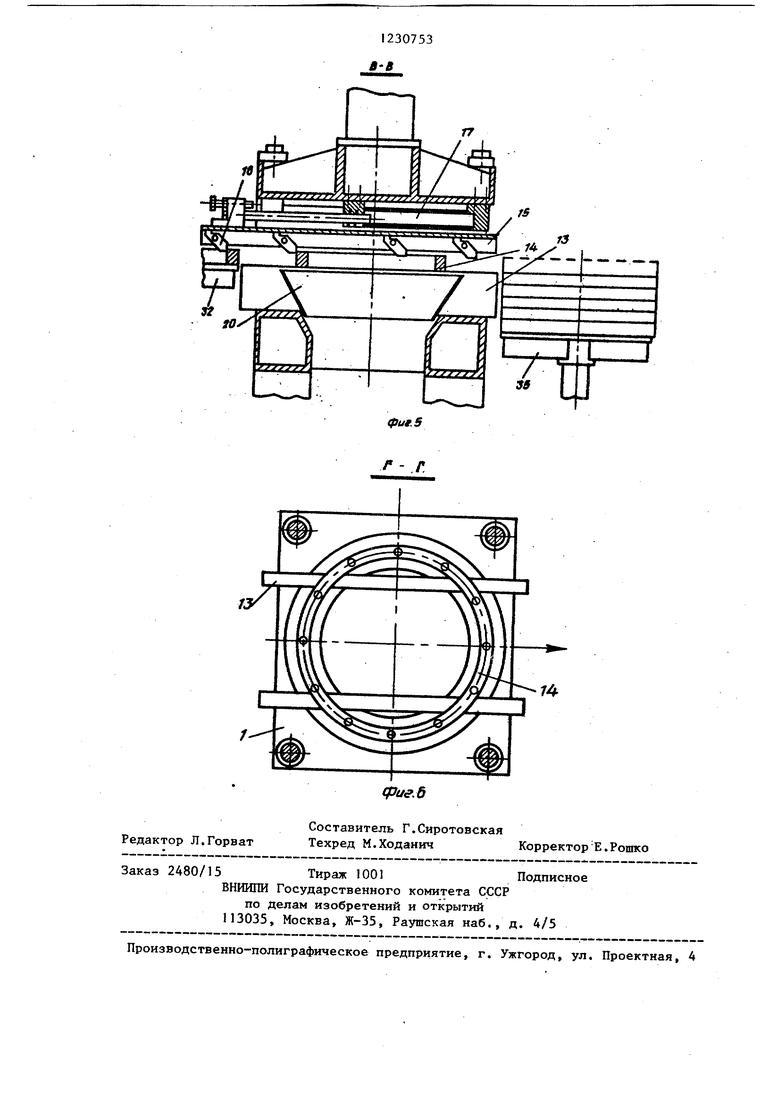
Вертикально-сверлильный автомат состоит из станины 1, на которой с помощью четырех стоек 2 закреплена кондукторная плита 3, В ее центре смонтирована круглая колонна 4, по которой перемещается сверлильная головка 5 кольцеобразной формы. Головка 5 содержит размещенные по окружности вокруг колонны шпиндели 6, вращающиеся от двигателя 7, а также привод подач с двумя симметрично расположенными ходовыми винтами 8, парал- лельными оси колонны 4, Гайки 9 ходовых винтов 8 закреплены на кондукторной плите 3. Сверлильная головка 5 с помощью тросов 10 и блоков 11 связана с противовесом 12, размещенным внутри колонны 4. На станине 1 закреплены две балки 13, верхняя поверхность которых выполнена плоской и служит опорой для деталей 14 при сверлении, а также направляющей при ее перемещении. Расстояние между балками 13 меньше диаметра детали 14. На кондукторной плите 3 с нижней стороны вьтолнен паз, в котором перемещается штанга 15 с собачками 16 питания. Привод питателя выполнен в виде двзгх параллельно установленных плунжерных гидроцилиндров 17 с противоположно направленными плунжерами, размещенных в том же пазу кондукторной плиты 3 над питателем. Для уменьшения длины гидроцилиндров 17 на штанге 15 установлены две пары собачек 16, причем.каждая пара собачек перемещает одновременно две детали 14 так, что перемещение последних в следующую позицию производится за два двойных хода питателя. На нижней плоскости кондукторной плиты 3 закреплены также две направляющие 18 для перемещения и базирования детали 14 и четьфе гидроцилиндра 19 для зажима заготовки при сверлении. Станина 1 станка имеет в центральной части проем, окаймленный кожухом 20, под которым установлен ящик 21 для сбора стружки и эмульсии. Она стойка
22 вьтолнена длиннее остальных стоек 2, входит в паз кронштейна 23, закрепленного на корпусе сверлильной головки 5, и служит для предотвращения поворота последней вокруг колонны 4,Все шпиндели 6 сверлильной головки 5 получают вращение с помощью шестерен 24 от одного центрального зубчатого венца 25, который жестко связан с венцом 26 поворотной роликовой опоры (не показана).
Аналогичная опора применена дпя привода вращения ходовых винтов 8, шестерни 27 которых сцеплены с ее
венцом 28.
Загрузочный магазин 29 предназначен для накопления заготовок и подачи их в зону действия питателя и выполнен в виде треугольной плиты, на
углах которой закреплены три базирующие стойки 30, а в центре - гидроцилиндр 31 с базирующей крестовиной 32 на штоке.
С.помощью конечного выключателя
гидроцилиндр 31 всегда устанавливает стопу заготовок на уровень, при котором верхняя заготовка находится в одной горизонтальной плоскости с находящейся на позиции сверления,
Разгрузочный магазин 33 предназначен для накопления и штабелирования готовых деталей 14. Он имеет аналогичную конструкцию, но его гидроцилиндр 34 с крестовиной 35 всегда устанавливает стопу деталей так, что верхняя плоскость верхней детали 14 находится на одном уровне с верхней плоскостью опорных балок 13, Оси обоих магазинов находятся в одной плоскости с осью колонны 4,
Автомат работает следующим образом.
Стопа деталей 14 с помощью мостового крана устанавливается на крестовину 32 загрузочного магазина 29, При включении гидропривода (не показан) шток гидроцилиндра 31 поднимает стопу деталей до срабатывания конечного выключателя (не показан), в результате чего верхняя деталь 14 выходит из-направляющих стоек 30 и ее нижняя плоскость располагается на уровне опорных балок 13, Одновременно крестовина 35 разгрузочного мага- зина 33 поднимается до конечного выключателя (на чертеже не показан), при этом ее верхняя плоскость совпадает с верхней плоскостью опорных ба- лок 13. Дальнейшая работа происходит в автоматическом цикле.
Штанга 15 питателя перемещается к загрузочному магазину 29 одним из плунжерных гидроцилиндров 17. Собач- ка 16, поворачиваясь на оси, проскакивает внутрь кольцевой детали 14 и упирается в ее внутренний диаметр.
Затем включается другой плунжерный гидроцилиндр 17 и штанга 15 пита- теля перемещает верхнюю деталь 14 в позицию сверления. При этом перемещении деталь базируется направляющими I8 и опорными балками 13. Движение детали 14 в позицию сверления совер- шается за два двойных хода штанги 15. После зажима детали 14 гидроцилиндрами 19 производится ее обра15отка сверлильной головкой 5, которая перемещается по колонне 4. Во время обработ-
ки штанга .15 питателя перемещается в исходное положение - к загрузочному магазину 29. Одновременно включается гидроцилиндр 31 магазина 29 и поднимает стопу деталей до исходного уровня. Теперь одна из собачек 16 питателя упирается во внутреннюю поверхность очередной детали 14, а другая - в наружную поверхность обрабатьгоае- мой деталиi По окончании цикла сверления гипроцилиндры 19 освобождают деталь, штанга 15 питателя перемещает ее в разгрузочный магазин 33 и одновременно - очередную деталь в позицию сверления. При этом деталь 14 очищает поверхность опорных балок 13 от стружки, сбрасьгоая ее.в приемный кожух 20 и далее - в ящик 2I. Попав на крестовину 35 разгрузочного магазина 33, готовая деталь 14 нажимает конечный выключатель, при этом крестовина 35 опускается, обеспечивая совпадение верхней плоскости принятой детали с плоскостью опорных балок 13. Далее цикл повторяется.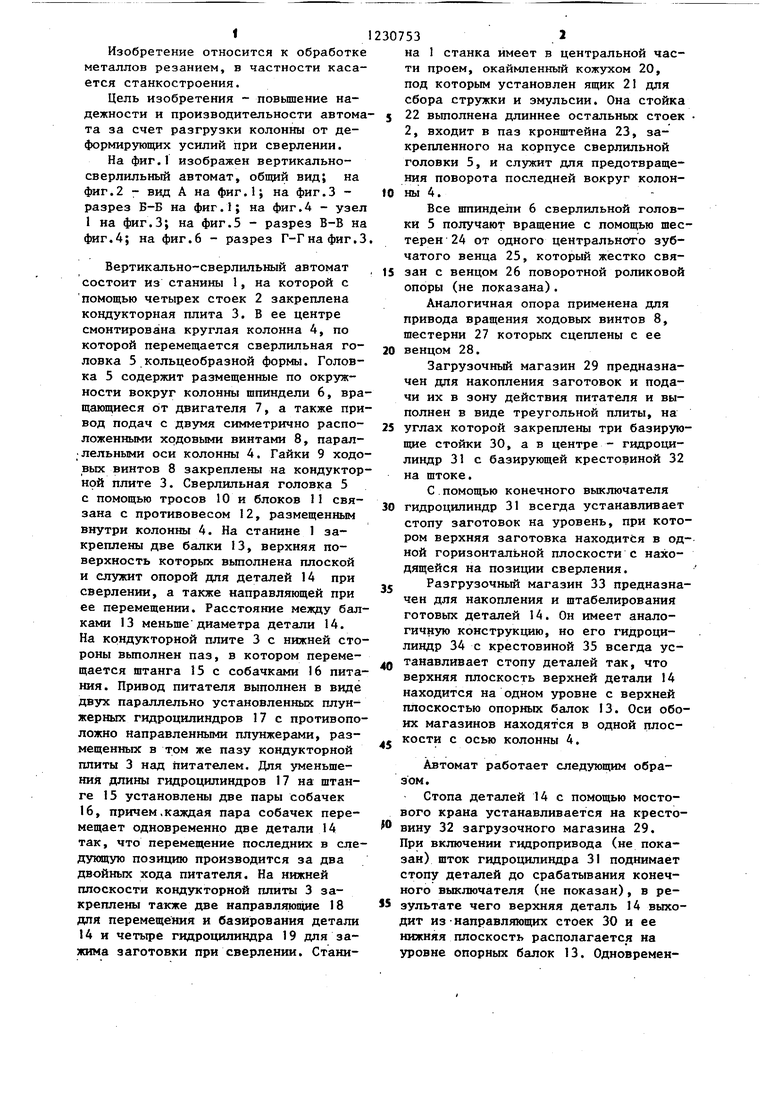
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| Многопозиционный сверлильный автомат | 1977 |
|
SU663499A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| Сверлильный многошпиндельный станок-автомат | 1987 |
|
SU1562138A1 |
| Роторный сверлильный автомат | 1979 |
|
SU772742A1 |
| Многошпиндельный сверлильный автомат | 1989 |
|
SU1748966A1 |
| Устройство для сверления отверстий | 1987 |
|
SU1511011A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |

33 /4
л-е
фаг.З
Mt
8-8
f - Г
Редактор Л.Горват
срие.б
Составитель Г.Сиротовская
Техред М.Ходанич Корректор Е.Рошко
Заказ 2480/15 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий I13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Меламед Г.И | |||
| Агрегатные станки | |||
| М.; Машиностроение, 1964, с | |||
| Способ отопления гретым воздухом | 1922 |
|
SU340A1 |
