$ut.t .
двух роликов 7, поворотные рычаги 10 с гибочными роликами 11 и копнрными роликами 12,взаимодействующими с копирами 8, закрепленными на ползуне. На плите смонтированы два шпинделя 25, выполненные с возможностью поступательного перемещения один навстречу другому. Для фиксации заготовки 56 в момент рассверловки отверс-
5550164
тий в концах труб служат два ложемента 30 и поворотный упор 9, закрепленный на ползуне с возможностью освобождения заготовки после ее гибки. Процесс гиба с компенсацией упругого распружинения детали и ее удаление из зоны обработки осуществляется одним движением ползуна вниз, ... что сокращает цикл, 5 з.п, ф-лы,5 ил.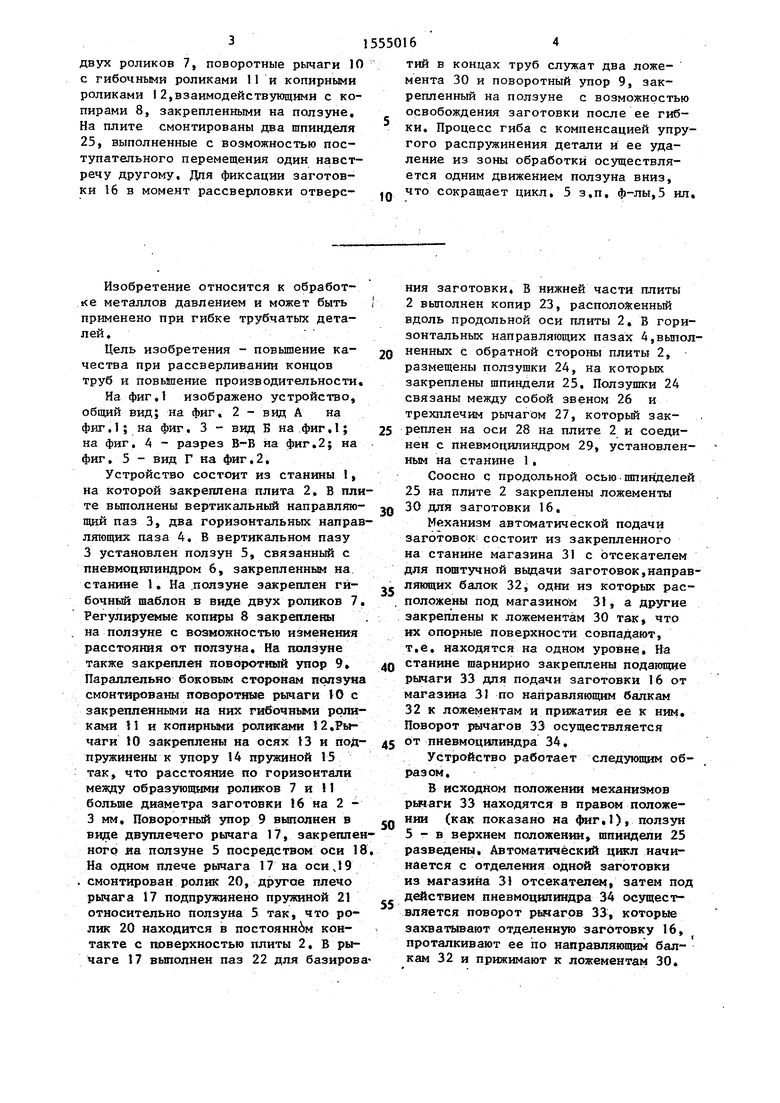
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки длинномерных заготовок | 1982 |
|
SU1057143A2 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Устройство для пространственной гибки изделий из трубной заготовки | 1986 |
|
SU1338925A1 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| СТАНОК ДЛЯ ГИБКИ КРУГЛОГО ПРОФИЛЯ | 2006 |
|
RU2333066C2 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| Полуавтомат для пространственной гибки труб | 1986 |
|
SU1378985A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки трубчатых деталей. Цель изобретения - повышение производительности и качества деталей при обработке внутренней поверхности концов труб. Устройство содержит станину 1, на которой смонтирована вертикальная плита 2, ползун 5 с гибочным шаблоном в виде двух роликов 7, поворотные рычаги 10 с гибочными роликами 11 и копирными роликами 12, взаимодействующими с копирами 8, закрепленными на ползуне. На плите смонтированы два шпинделя 25, выполненные с возможностью поступательного перемещения один навстречу другому. Для фиксации заготовки 16 в момент рассверловки отверстий в концах труб служат два ложемента 30 и поворотный упор 9, закрепленный на ползуне с возможностью освобождения заготовки после ее гибки. Процесс гиба с компенсацией упругого распружинения детали и ее удаление из зоны обработки осуществляется одним движением ползуна вниз, что сокращает цикл. 5 з.п. ф-лы, 5 ил.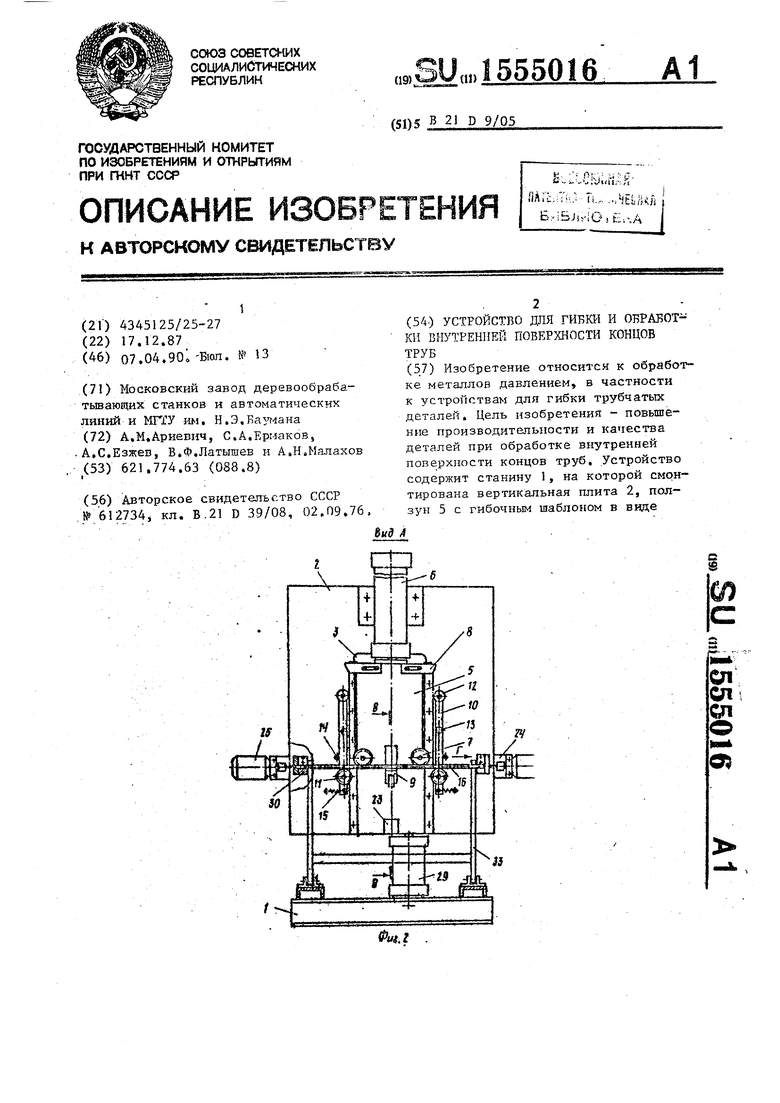
Изобретение относится к обработке металлов давлением и может быть применено при гибке трубчатых деталей.
Цель изобретения - повышение ка- чества при рассверливании концов труб и повышение производительности.
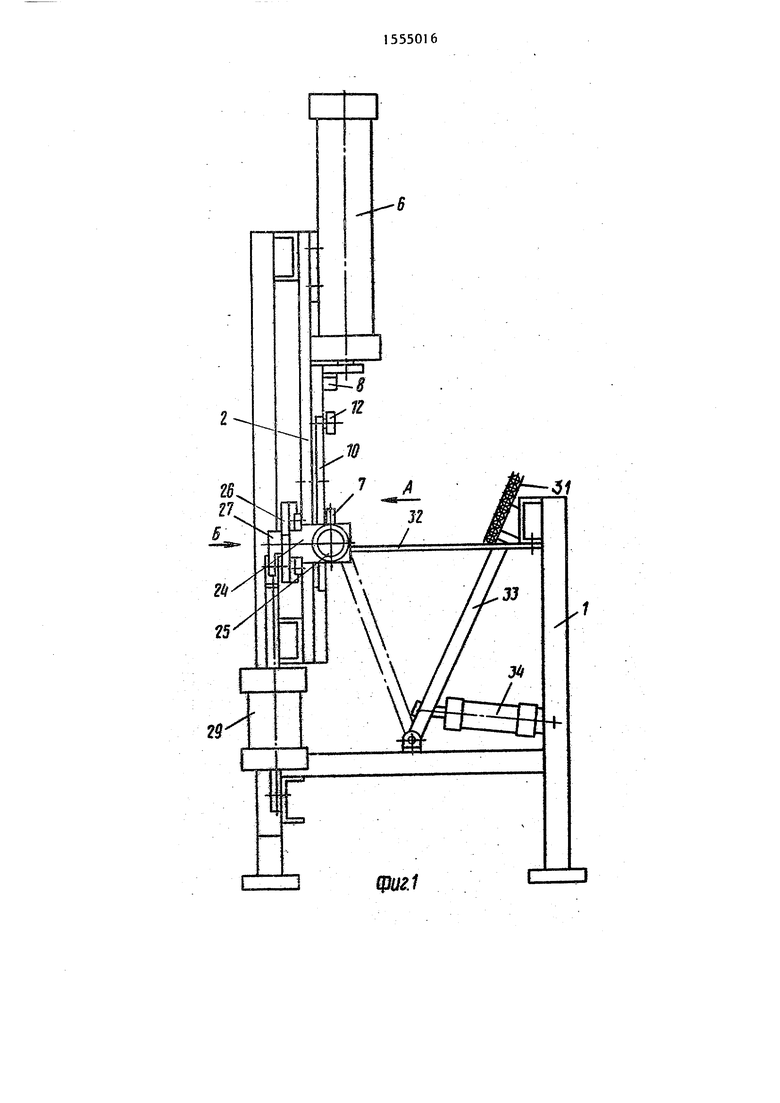
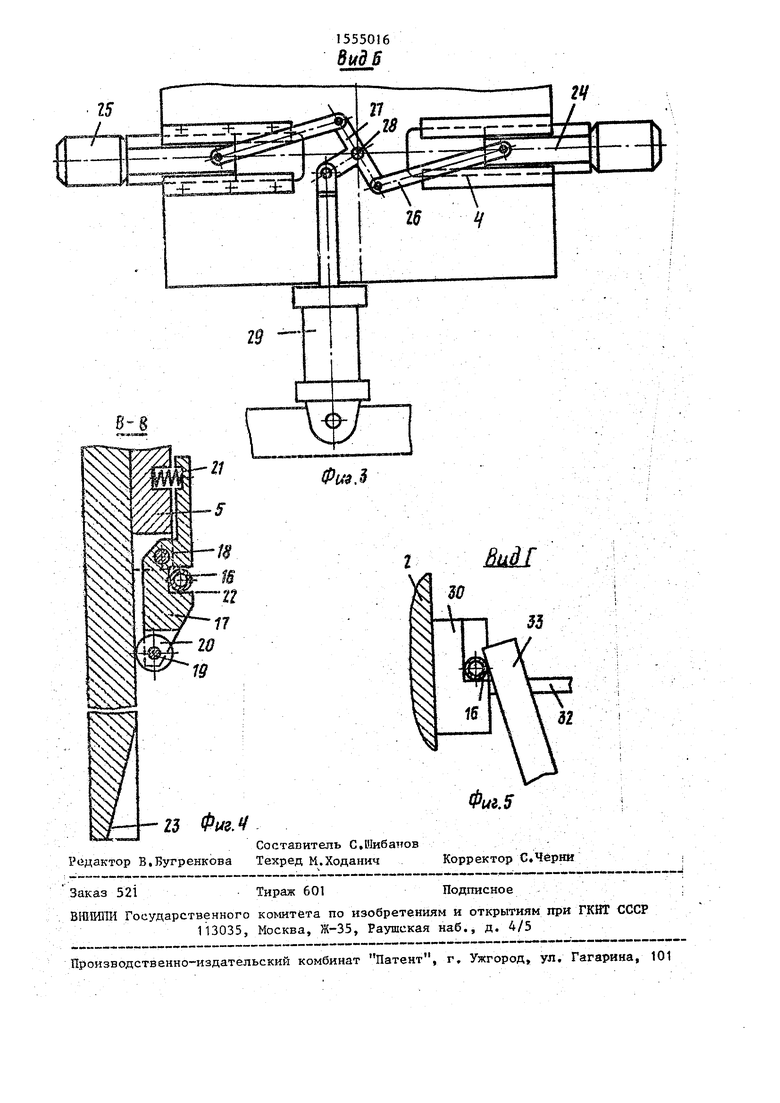
На фиг,1 изображено устройство, общий вид; на фиг, 2 - в ид А на фиг.1; на фиг. 3 - вид Б на фиг,1; на фиг. 4 - разрез В-В на фиг.2; на фиг. 5 - вид Г на фиг.2.
Устройство состоит из станины , на которой закреплена плита 2. В плите выполнены вертикальный направляю- щий паз 3, два горизонтальных направляющих паза 4. В вертикальном пазу 3 установлен ползун 5, связанный с пневмоципиндром 6, закрепленным на станине 1. На ползуне закреплен ги- бочный шаблон в виде двух роликов 7. Регулируемые копиры 8 закреплены на ползуне с возможностью изменения расстояния от ползуна. На ползуне также закреплен поворотный упор 9. Параллельно боковым сторонам ползуна смонтированы поворотные рычаги 10 с закрепленными на них гибочными роликами 1 и копирными роликами .Рычаги 10 закреплены на осях 13 и под- пружинены к упору 14 пружиной 15 так, что расстояние по горизонтали между образующими роликов 7 и 11 больше диаметра заготовки 16 на 2 - 3 мм. Поворотный упор 9 выполнен в виде двуплечего рычага 17, закрепленного иа ползуне 5 посредством оси 18 На одном плече рычага 17 на оси J9 . смонтирован ролик 20, другое плечо рычага 17 подпружинено пружиной 21 относительно ползуна 5 так, что ролик 20 находится в постоянном контакте с поверхностью плиты 2, В рычаге 17 выполнен паз 22 для базирования заготовки. В нижней части плиты 2 выполнен копир 23, расположенный вдоль продольной оси плиты 2. В горизонтальных направляющих пазах 4,выполненных с обратной стороны плиты 2, размещены ползушки 24, на которых закреплены шпиндели 25. Ползушки 24 связаны между собой звеном 26 и трехплечим рычагом 27, который закреплен на оси 28 на плите 2 и соединен с пневмоципиндром 29, установленным на станине 1,
Соосно с продольной осью шпинделей 25 на плите 2 закреплены ложементы 30 для заготовки 16.
Механизм автоматической подачи заготовок состоит из закрепленного на станине магазина 31 с отсекателем для поштучной выдачи заготовок,направляющих балок 32, одни из которых расположены под магазином 31, а другие закреплены к ложементам 30 так, что их опорные поверхности совпадают, т.е. находятся на одном уровне. На станине шарнирно закреплены подающие рычаги 33 для подачи заготовки 16 от магазина 31 по направляющим балкам 32 к ложементам и прижатия ее к ним. Поворот рычагов 33 осуществляется от пневмоцилиндра 34.
Устройство работает следующим образом.
В исходном положении механизмов рычаги 33 находятся в правом положении (как показано на фиг.1), ползун 5 - в верхнем положении, шпиндели 25 разведены. Автоматический цикл начинается с отделения одной заготовки из магазина 31 отсекателем, затем под действием пневмоцилиндра 34 осуществляется поворот рычагов 33, которые захватывают отделенную заготовку 16, проталкивают ее по направляющим балкам 32 и прижимают к ложементам 30.
При этом концы заготовки базируются на опорной поверхности ложементов 30 соосно инструменту шпинделей, т.е. их продольной оси,а средняя часть заготовки 6 устанавливается между роликами 7 и П и входит в паз 22 поворотного упора 9.
После установки заготовки 16 включается пневмоцилиндр 29, который поворачивает трехплечий рычаг 27,Через звенья 26 движение передается на ползушки 24, в результате чего закрепленные на них шпиндели 25 получают синхронное встречное движение, при этом происходит сверление отверстий в концах заготовки 16,По окончании сверления шпиндели 25 разводятся, рычаги 33 отводятся в исходное положение и включается пневмо- ципиндр 6.
Ползун 5 движется вниз, при этом ролики 7 проходят между неподвижными роликами 11 гибочного шаблона,осуществляется загиб концов заготовки 16 вверх. Поворотный упор 9 предотвращает прогиб средней части заготовки 16 и движется вместе с ползуном 5 После того, как ролики 7 опустятся ниже гибочных роликов 1 регулируемые копиры 8 входят в контакт с ко- пирными роликами 12 и, воздействуя на них, поворачивают рычаги 10 в сторону сближения роликов П , в результате чего производится перегиб заготовки на угол, больший 909, с учетом ее последующего пружинения.Угол поворота рычагов 10 для компенсации угла пружинения устанавливается при наладке процесса гиба путем регулировки копиров 8. При дальнейшем ходе ползуна 5 вниз ролики 2 выходят из контакта с копирами 8 и рычаги 10 устанавливаются в исходное вертикальное положение, концы заготовки расп- ружиниваются и устанавливаются параллельно друг другу.
В конце хода вниз ползуна 5 ролик 20 поворотного упора набегает на скос копира 23 плиты 2 и под действием пружины 21 рычаг 17 поворачивается, в результате чего готовая деталь выходит из паза 22 и под действием собственного веса проваливается в тару.
Таким образом, процесс гиба с компенсацией упругого распружинения детали и ее удаление из зоны обработ- ки осуществляется простым движением
ползуна вниз, что сокращает цикл и повышает производительность.
После возврата ползуна 5 в исходное положение (верхнее) цикл изготовления детали заканчивается и i
подается команда на подачу следующей заготовки 16,
Предлагаемый станок прост по кон0 струкции, технологичен в изготовлении и сборке. Это обеспечивается введением плиты, на которой выполняются направляющие пазы, являющейся базой для установки гибочного и сверлиль5 ного устройств. Плита с устройствами сверления и гибки собирается как отдельный узел и монтируется на сварной станине, что значительно упрощает конструкцию и обработку самой
0 станины, исключая необходимость выполнения в ней большого числа поса- дочных и присоединительных мест с высокой точностью взаимного расположения .
5 Предлагаемый станок обеспечивает повышение качества изделий и снижение потерь от брака за счет того, что сверление выполняется перед гибкой. Прямая заготовка проще и точнее
0 базируется относительно сверлильного инструмента, чем изогнутая, в которой упругое пружинение концов вносит погрешность такого базирования н требует принудительного центрирования
5 концов с помощью кондукторных втулок, перемещающихся вместе со сверлильными головками. Трение кондукторных втулок о заготовку является причиной повреждения наружной поверхнос0 ти заготовки или неконцентричности обрабатываемых отверстий в результате износа втулок,
В предлагаемом станке точность базирования концов заготовки отно5 сительно сверлильных головок обеспечивается без применения кондукторных , втулок путем прижима концов заготов ки к ложементам, выставленным соосно инструменту сверлильных головок,
0 Предлагаемый станок обеспечивает высокую производительность за счет автоматизации всех операций и сокращения времени цикла как за счет уменьшения хода сверлильных головок,
5 так и за счет совмещения операций.. Формула изобретения 1, Устройство для гибки и обработки внутренней поверхности концов труб, содержащее станину, на которой смонтирован механизм гибки,сое- тоящий из гибочного шаблона и двух приводных поворотных рычагов с гибочными роликами, и механизм обработки внутренней поверхности концов труб, состоящий из двух шпинделей с инструментами, установленных на направ- тшгощих, которые расположены перпендикулярно оси шпинделя и привода синхронного поступательного перемещения шпинделей вдоль направляющих, отличающееся тем, что, с целью повышения качества при обработке внутренней поверхности концов труб и повышения производительности оно снабжено плитой, расположенной вертикально, ползуном, установленным на плите с возможностью перемещения в вертикальном направлении, тремя копирами, два из которых закреплены на боковых сторонах ползуна, а третий выполнен на плите и расположен напротив ползуна, двумя ложементами для концов заготовки, закрепленными на плите в горизонтальной плоскости, упором с выполненным в нем пазом для размещения заготовки,шар- нирно смонтированным на ползуне с возможностью взаимодействия с копиром, выполненным на плите и подпружиненным в сторону к этому копиру, при этом гибочный шаблон закреплен на ползуне, поворотные рычаги установлены на плите с возможностью взамодействия своими концами с соответствующими копирами, закрепленными на ползуне, а шпиндели установлены друг против друга и расположены по оси ложементов.
. 15550168
.2, Устройство по п.1, отличающееся тем, что направляющие для шпинделей и ползуна выполнены в виде соответственно горизонтальных и вертикального пазов,выполненных в плите,
0
5
0
5
0
лировки,
I
4,Устройство попп. 1-3, отличающееся тем, что поворотные рычаги снабжены копирными роликами для взаимодействия с копирами, а сами рычаги выполнены двуплечими, при этом копирные ролики установлены на плече, не несущем гибочных роликов,
5,Устройство по пп, 1-4, о т л и- чающееся тем, что привод синхронного поступательного перемещения шпинделей выполнен в виде пнев- моцилиндра и рычажной сиетемы,связывающей пневмоцилиндр со шпинделями.
6,Устройство по пп, 1-5, отличающееся тем, что оно снабжено механизмом автоматической подачи заготовок, содержащим установленный на станине магазий с отсека- телем заготовок, направляющие балки, одни концы которых закреплены над магазином, а другие - на ложементах, и приводные поворотные подающие рычаги для прижима заготовки, установленные на станине между магазином и ложементами.
фш:/
гъ ФМ.У
Редактор В.Вугренкова
Составитель С,Шибанов Техред М.Ходанич
Заказ 521
Тираж 601
ВШМПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
гч
Фм.$
Корректор С.Черни
Подписное
| Устройство для гибки труб | 1976 |
|
SU612734A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
