1
(21)4847377/02 (22) 26.04.90 (46)30.09.92, Бюл. №36
(71)Научно-производственное объединение по технологии машиностроения для животноводства и кормопроизводства
(72)В. Ф. Жарков и Ю. Л. Перевозкин
(56)Инженерная монография Литье по выплавляемым моделям . /Под ред Я. И. Шклен- ника и В. А. Озерова, М,: Машиностроение, 1971, с. 242.
Заявка ФРГ № 497195, кл. В 22 d (31с 8/07), 1965.
(54) СПОСОБ УДАЛЕНИЯ ЛЕГКОПЛАВКИХ МОДЕЛЕЙ ИЗ ОБОЛОЧКОВЫХ ФОРМ
(57)Использование: изобретение относится к литейному производству, в частности, к
процессу изготовления литейных форм по разовым моделям, и может быть использовано для удаления моделей из полости форм в процессе литья по выплавляемым моделям. Сущность изобретения: оболочковые формы располагают над поверхностью ванны выплавки стояком вниз, наклоняют их под углом до 20°С к горизонтали, подают перегретый модельный расплав непрерывно в полость стояка, вращая формы вокруг оси стояка со скоростью 0,1-2,5 об/с. При этом резко сокращается степень пропитки оболочки формы модельной композицией, что позволяет достичь более полного выжигания остатков композиции за более короткое время, повысить качество отливок и улучшить экологическую обстановку в цехе.
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Стояк для литья по выплавляемым моделям | 1990 |
|
SU1748917A1 |
| Устройство для закрепления преимущественно керамических оболочковых форм,изготовляемых по выплавляемым моделям | 1974 |
|
SU495141A1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418647C2 |
| Технологическая проба для определения заполняемости сплавами узких полостей | 1987 |
|
SU1508133A1 |
| Модельный блок для литья по выплавляемым моделям | 1990 |
|
SU1740099A1 |
| СПОСОБ ВЫПЛАВЛЕНИЯ МОДЕЛЕЙ ИЗ ОБОЛОЧКОВЫХ ФОРМ | 1996 |
|
RU2116157C1 |
| Способ выплавления модельной композиции из многослойной оболочковой формы | 1983 |
|
SU1155347A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
Изобретение относится к литейному производству, в частности, к процессу изготовления литейных форм по разовым моделям, и может быть использовано для удаления моделей из полости форм в процессе литья по выплавляемым моделям.
Цель изобретения - сокращение расхода модельной композиции, повышение качества отливок и улучшение экологической обстановки в цехе.
Указанная цель достигается тем, что перегретый расплав модельной композиции непрерывно подают в полость стояка оболочковой формы, наклоняя его литниковой чашей вниз под углом 0°-20° к горизонтали и вращая оболочковую форму вокруг оси стояка со скоростью 0,1-2,5 оборота в секунду.
Пример осуществления способа.
Предложенный способ реализуется с помощью устройства, схематично представленного на фиг. 1, 2, 3.
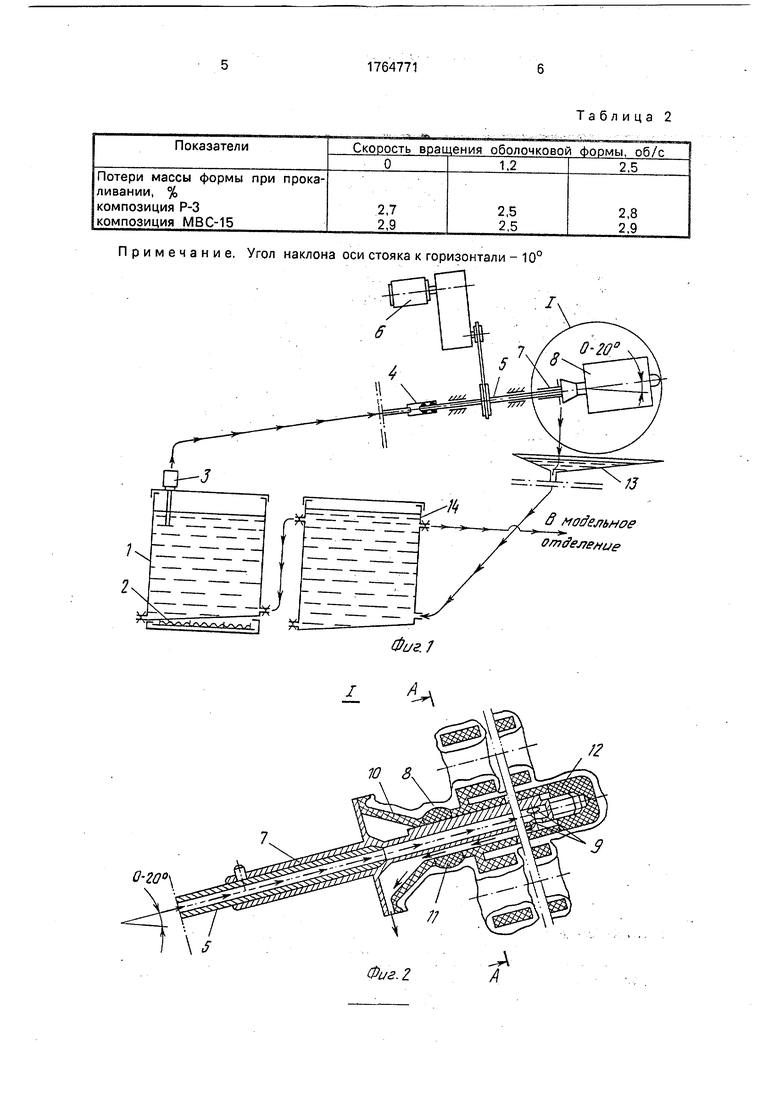
Устройство (фиг 1) включает в себя закрытую емкость 1 с электронагревателем 2 для перегрева модельной композиции, используемой в качестве теплоносителя, насос 3, муфту 4, трубчатый вал 5, привод 6 трубчатого вала, поддон 13 и бак-отстойник 14.
Перед установкой формы на выплавку выполняют одно-три отверстия по большой окружности модели литниковой чаши. Например, сквозное щелевое отверстие (видно на фиг. 2) проплавляют с помощью паяльника, что позволяет свободно вытекать расплавленной композиции из формы, не создавая напряжения на оболочку
-Ч
ON
4 1 vj
Удаление легкоплавких моделей из оболочек форм происходит следующим образом:
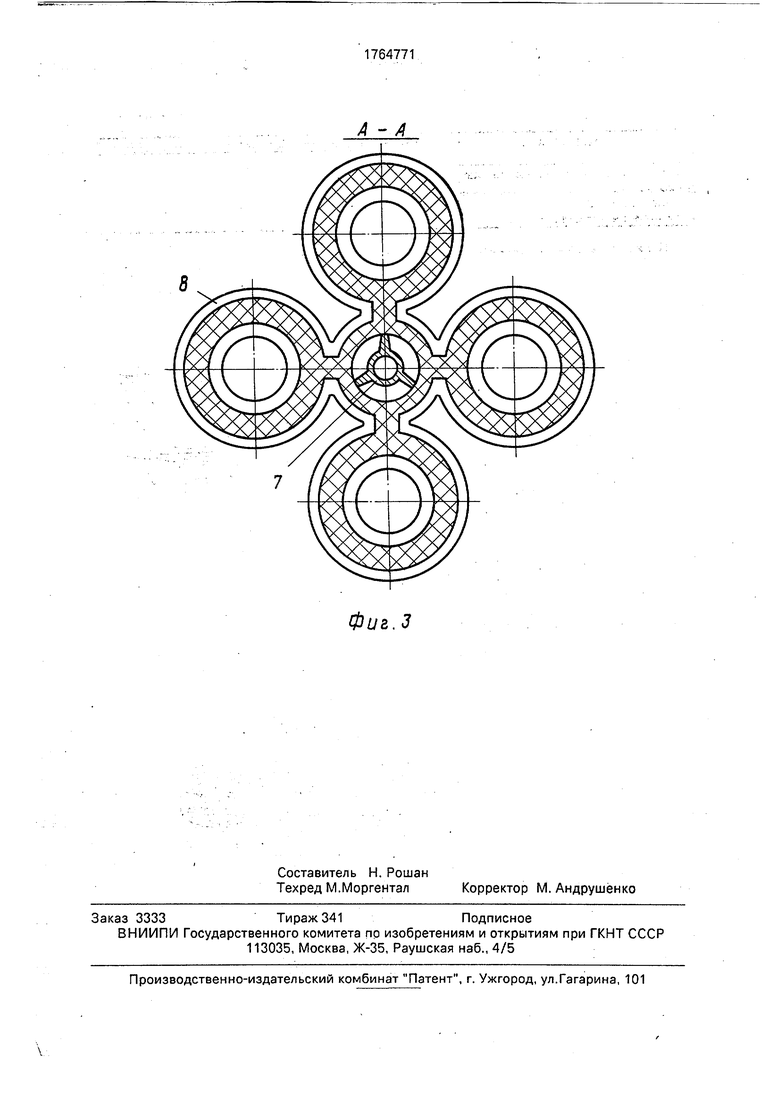
оболочковую форму 8 вместе с металлическим стояком-каркасом 7 фиксируют на трубчатом валу 5 и включают привод 6 трубчатого вала (угол наклона стояка на трубчатом валу к горизонтали составляет 0°-20°), Затем включают насос 3, посредством которого перегретый расплав композиции через муфту 4, вал 5 и стояк-каркас 7 поступает в полость оболочковой формы через отверстия 9 в стояке-каркасе (фиг. 2). Стояк-каркас 7 в поперечном сечении имеет трубчато-ребристую форму (фиг. 3), Ребра позволяют иметь достаточный зазор между внутренней поверхностью втулок и наружными поверхностями стояка-каркаса. Этот зазор обеспечивает свободное протекание к литниковой чаше поступающего через отверстия 9 (фиг. 2) перегретого теплоносителя, который расплавляет модели изнутри,
Равномерное омывание внутренних поверхностей моделей достигается за счет того, что теплоноситель подают при непрерывном вращении формы 8 вокруг оси стояка. Таким образом фронт нагрева и оплавления моделей перемещается в радиальных направлениях от оси вращения к периферийным участкам формы, что позволяет в максимально возможной степени уменьшить силовое воздействие нагреваемого модельного материала на оболочку.
В период выплавления вращающаяся оболочка формы 8 надежно удерживается на стояке-каркасе благодаря наличию опорной втулки 11 и прижимного колпачка 12, (фиг. 2), выполненных из материала, не размягчающегося при выплавлении моделей. Например, при температурах теплоносителя до 110°С можно применять пенополисти- рол, при температурах до 135°С - пенополиуретан. Благодаря этому исключаются случаи разрушения форм при вращеПримечание. Скорость вреащения оболочкой формы вокруг оси стояка - около 1,2 об/с.
нии. После завершения процесса удаления моделей стояк-каркас вывинчивают, а прижимной колпачок и опорная втулка выгорают при последующем прокаливании оболочковых форм. Выплавленная композиция вместе с потоком теплоносителя вытекает через литниковую воронку 10 (фиг. 2) на поддон 13, а оттуда перетекает в бак-отстойник 14 (фиг. 1). После полного расплавления моделей прекращается подача теплоносителя, а после стекания остатков модельной композиции из полостей оболочковой формы выключается вращение трубчатого вала,
оболочковую форму свинчивают со стояка- каркаса, который затем снимают с трубчатого вала. Время удаления моделей - 20 мин. Результаты удаления моделей в зависимости от угла наклона стояка формы к горизонтали и скорости вращения оболочковой формы вокруг стояка приведены в табл. 1 и 2 соответственно.
Использование предлагаемого способа позволяет сократить расход модельной композиции за счет меньшей пропитки ею оболочки формы, улучшить санитарные условия работы на операции прокаливания форм из- за меньшего количества оставшейся в оболочке композиции и снизить брак отливок.
Формула изобретения Способ удаления легкоплавких моделей из оболочковых форм путем воздействия на них перегретой расплавленной композицией, состав которой соответствует составу моделей, отличающийся тем, что, с целью сокращения расхода модельной композиции, улучшения санитарных условий труда и повышения качества отливок, оболочковые формы располагают над поддоном литниковой чашей вниз под углом до 20° к горизонтали, а перегретый расплав композиции непрерывно подают в них через полость стояка, вращая их вокруг оси
стояка со скоростью 0,1-2,5 об/с.
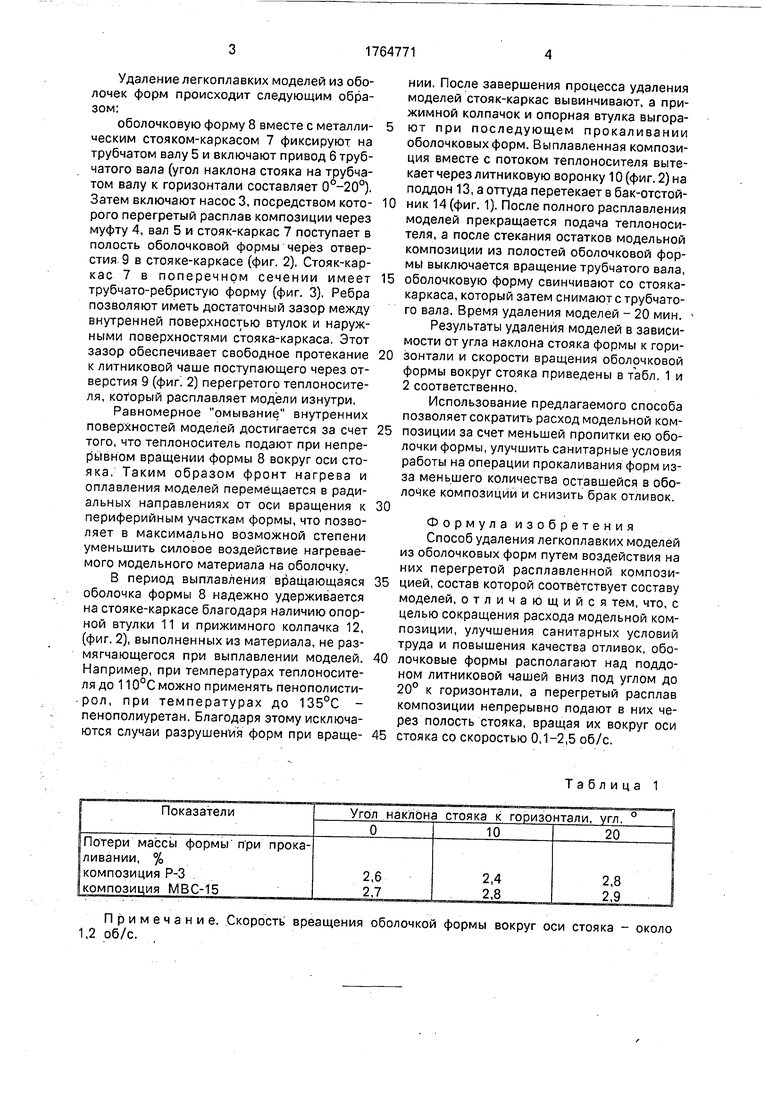
Таблица 1
Примечание. Угол наклона оси стояка к горизонтали - 10е
Т
ОТаблица 2
3 модельное
Отделение
Фиг. J
/2
Фиг. 2
8
Фиг.З
А - А
