Изобретение относится к металлообработке, в частности к обработке зубчатых колес на зубообрабатывающих станках с периодическим делением, работающих обкаткой, врезанием и комбинированными методами.
Цель изобретения - повышение точности и надежности работы зубообраба- тывающего станка за счет сокращения числа промежуточных элементов цепи.
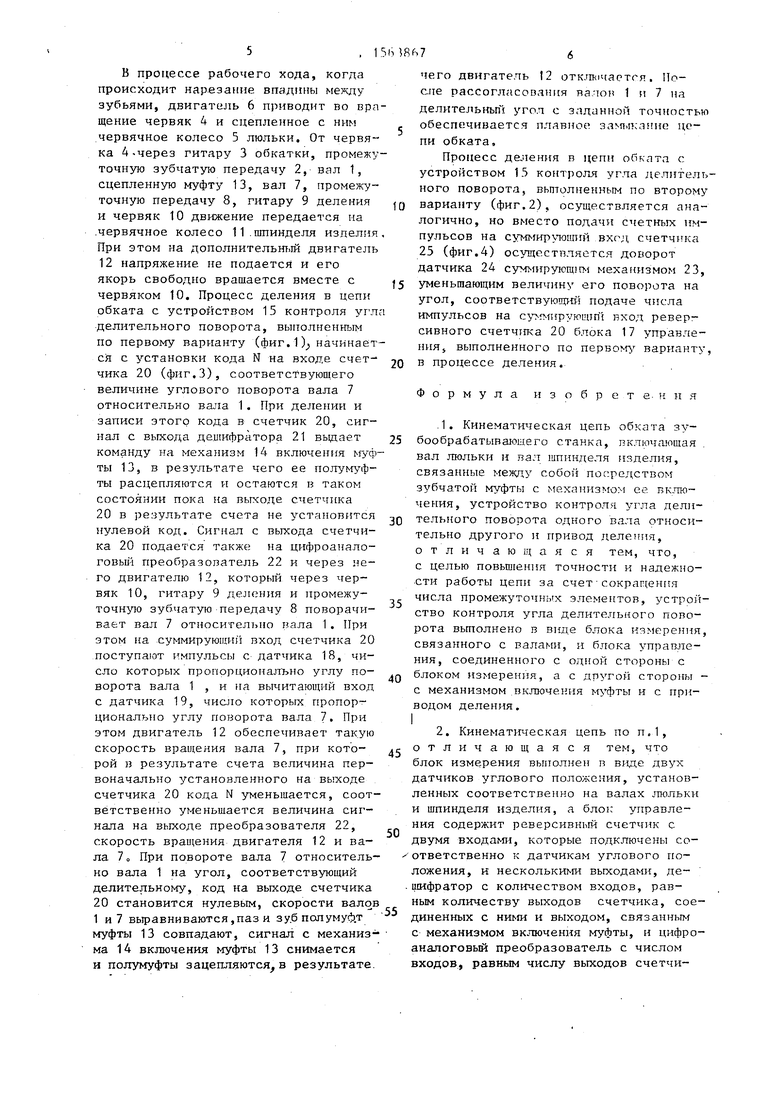
На фиг. 1-изображена кинематическая цепь обката зубообрабатывающего станка с выполнением блока измерения в виде двух датчиков; на фиг. 2 - то же, с выполнением блока измерения в виде суммирующего механизма; на фиг. 3 - схема блока управления (первый вариант исполнения); на фиг. 4 - схема блока управления (второй вариант исполнения).
Кинематическая цепь обката зубооб- рабатывающего станка содержит вал 1, который через промежуточную зубчатую передачу 2, гитару 3 обката и червяк 4 связан с червячным колесом 5 люльки имеющей двигатель 6. Вал 7 через промежуточную зубчатую передачу 8, гитару 9 деления, и червяк 10 связан с червячным колесом 11 шпинделя изделия и двигателем 12. Валы 1 и 7 соединены зубчатой муфтой 13, одна полумуфта которой аксиально подвижна на валу 7 и связана с механизмом 14 ее включения.
Устройство 15 контроля угла делительного поворота состоит из блока 16 измерения, установленного на валах 1
5
5
Q
, .
5
и 7, и блока 17 управления, вход которого подключен к выходу блока 16 измерения, а выходы - к механизму 14 включения муфты 13 и дополнительному двигателю 12.
Бло к 16 измерения устройства 1 5 контроля угла делительного поворота может быть выполненв видедвух датчиков 18 и 19 углового положения, установленных соответственно на первом 1 и втором 7 валах (фиг.1).
Блок 17 управления содержит реверсивный счетчик 20, входы которого подключены к датчикам 18 и 19, а выходы через дешифратор 21 соединены с механизмом 14 включения муфты 13 и через цифроаналоговый преобразователь 22 - с дополнительным двигателем 12 (фиг.З).
Блок 16 измерения может быть выполнен в виде суммируюшего механизма 23, три входных вала которого кинематически связаны с первым 1 и вторым 7 валами цепи обката и датчиком 24 углового положения (фиг.2).
Блок 17 управления может быть выполнен также в виде счетчика 25, вход которого подключен к датчику 24 углового положения, а выходы - к дешифратору 21, первый вход которого подключен к механизму 14 включения муфты 13, а второй через цифроаналоговый преобразователь 22 - к дополнительному двигателю 12.,
Кинематическая цепь обката зубо- обрабатывающего станка работает следующим образом.
В процессе рабочего хода, когда происходит нарезание впадины между зубьями, двигатель 6 приводит во вращение червяк 4 и сцепленное с ним червячное колесо 5 люльки. От червяка 4-через гитару 3 обкатки, промежуточную зубчатую передачу 2, вал 1, сцепленную муфту 13, вал 7, промежуточную передачу 8, гитару 9 деления и червяк 10 движение передается на червячное колесо 11 шпинделя изделия При этом па дополнительный двигатель 12 напряжение не подается и его якорь свободно вращается вместе с червяком 10. Процесс деления в цепи обката с устройством 15 контроля угл делительного поворота, выполненным по первому варианту (фиг.1 ) начинается с установки кода N на входе счетчика 20 (фиг.З), соответствующего величине углового поворота вала 1 относительно вала 1. При делении и записи этого кода в счетчик 20, сигнал с выхода дешифратора 21 выдает команду на механизм 14 включения ьгуф ты 13, в результате чего ее полумуфты расцепляются и остаются в таком состоянии пока на выходе счетчика 20 в результате счета не установится нулевой код. Сигнал с выхода счетчика 20 подается также па цифроанало- говый преобразователь 22 и через него двигателю 12, который через червяк 10, гитару 9 деления и промежуточную зубчатую передачу 8 поворачивает вал 7 относительно нала 1. При этом на суммирующий вход счетчика 20 поступают импульсы с датчика 18, число которых пропорционально углу поворота вала 1 , и на вычитающий вход с датчика 19, число которых пропорционально углу поворота вала 7. При этом двигатель 12 обеспечивает такую скорость вращения вала 7, при которой в результате счета величина первоначально установленного на выходе счетчика 20 кода N уменьшается, соответственно уменьшается величина сигнала на выходе преобразователя 22, скорость вращения двигателя 12 и вала 7 „ При повороте вала 7 относительно вала 1 на угол, соответствующий делительному, код на выходе счетчика 20 становится нулевым, скорости валов 1 и 7 выравниваются,паз и зубполумуф.т муфты 13 совпадают, сигнал с механизма 1 А включения муфты 13 снимается и полумуфты зацепляются,в результате
0
5
0
5
0
5
0
5
0
5
чего двигатеть 12 отключается. По- сие рассогласования вачон 1 и 7 на делительный угол с заданной точностью обеспечивается плавное замыкание цепи обката,
Процесс деления в цепи обката с устройством 15 контроля упа делительного поворота, выполненным по второму варианту (фиг.2), осуществляется аналогично, но вместо подачи счетных импульсов на суммирующий вход счетчика 25 (фиг.4) осуществляется доворот датчика 24 суммирующим механизмом 23, уменьшающим величину его поворота на угол, соответствующий подаче числа импульсов на суммирующий вход реверсивного счетчика 20 блока 17 управления, выполненного по первому варианту, в процессе деления.
Формула изобретения
1. Кинематическая цепь обката зу- бообрабатываюцего станка, включающая вал люльки и вал шпинделя изделия, связанные между собой посредством зубчатой муфты с механизмов ее включения, устройство контроле угла делительного поворота одного вала относительно другого и привод деления, отличающаяся тем, что, с целью повышения точности и надежности работы цепи за счет сокращения числа промежуточных элементов, устройство контроля угла делительного поворота выполнено в виде блока измерения, связанного с валами, и блока управления, соединенного с одной стороны с блоком измерения, а с дттой стороны - с механизмом включения муфты и с приводом деления.
I
2. Кинематическая цепь по п.1,
отличающаяся тем, что блок измерения выполнен п виде двух датчиков углового положения, установленных соответственно на валах люльки и шпинделя изделия, я блок управления содержит реверсивный счетчик с двумя входами, которые подключены со- ответственно к датчикам углового положения, и несколькими выходами, дешифратор с количеством входов, равным количеству выходов счетчика, соединенных с ними и выходом, связанным с механизмом включения муфты, и цифро- аналоговый преобразователь с числом входов, равным числу выходов счетчика, соединенных с ними и одним выходом, подключенным к приводу депения.
3. Кинематическая цепь но п.1, отличающаяся тем, что блок измерения выполнен в виде суммарного механизма с тремя входными валами, кинематически связанными с люлькой, шпинделем изделия и датчиком углового положения, а блок управле- ния выполнен в виде счетчика с одним
входом, подключенным к датчику углового положения, и несколькими выходами, дешифратора с количеством входов, равным количеству выходов счетчика, соединенных с ними и выходом, связанным с механизмом включения муфты, и цифрового преобразователя с числом входов, равным числу выходов счетчика, соединенных с ними и одним выходом, подключенным к приводу целения.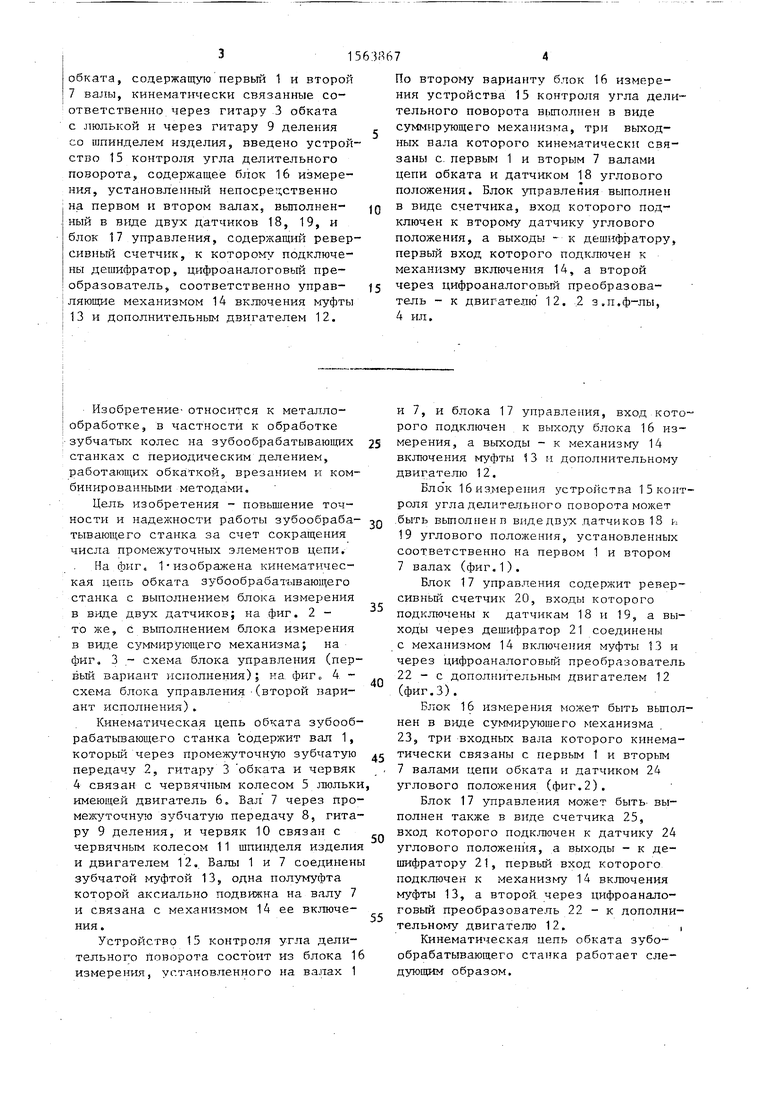
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубообрабатывающий станок | 1978 |
|
SU778960A1 |
| Кинематическая цепь зубообрабатывающего станка | 1989 |
|
SU1704966A1 |
| Кинематическая цепь обката зубообрабатывающего станка | 1975 |
|
SU543471A1 |
| Кинематическая цепь обката зубообрабатывающего станка | 1978 |
|
SU770689A1 |
| Механизм деления зубообрабатывающего станка | 1972 |
|
SU452452A1 |
| Зубообрабатывающий станок | 1986 |
|
SU1733204A1 |
| КОРРИГИРУЮЩЕЕ УСТРОЙСТВО | 1973 |
|
SU404584A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Корректирующее устройство к зубообрабатывающему станку | 1977 |
|
SU865568A1 |
| Станок для обработки зубчатых колес | 1977 |
|
SU622594A1 |
Изобретение относится к металлообработке, в частности к обработке зубчатых колес на зубообрабатывающих станках с периодическим делением, работающих обкаткой. Цель изобретения - повышение точности и надежности работы зубообрабатывающего станка за счет сокращения числа промежуточных элементов цепи. В кинематическую цепь обката, содержащую первый 1 и второй 7 валы, кинематически связанные соответственно через гитару обката 3 с люлькой и через гитару деления 9 со шпинделем изделия, введено устройство контроля угла делительного поворота 15, содержащее блок измерения 16, установленный непосредственно на первом и втором валах, выполненный в виде двух датчиков 18, 19, и блок управления 17, содержащий реверсивный счетчик, к которому подключены дешифратор, цифроаналоговый преобразователь, соответственно управляющие механизмом включения 14 муфты 13 и дополнительным двигателем 12. По второму варианту блок измерения 16 устройства контроля угла делительного поворота 15 выполнен в виде суммирующего механизма, три выходных вала которого кинематически связаны с первым 1 и вторым 7 валами цепи обката и датчиком 18 углового положения. Блок управления выполнен в виде счетчика, вход которого подключен к второму датчику углового положения, а выходы-к дешифратору, первый вход которого подключен к механизму включения 14, а второй через цифроаналоговый преобразователь-к двигателю 12. 2 з.п. ф-лы, 4 ил.
ff
7 S
{ . М
ITU Ф1
iiierii
Т
10
Фиг г
Chr-
фие.З
/
16 -24
ФиеА
| Кинематическая цепь обката зубообрабатывающего станка | 1975 |
|
SU543471A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
