{Изобретение относится к сварке, более конкретно к конструкции устройств для сварки неповоротных стыков труб, и может быть использовано в энергетическом, химическом и других отраслях машиностроения.
Цель изобретения - улучшение формирования шва за счет смещения оси вращения планшайбы относительно оси свариваемой трубы на заданную величину.
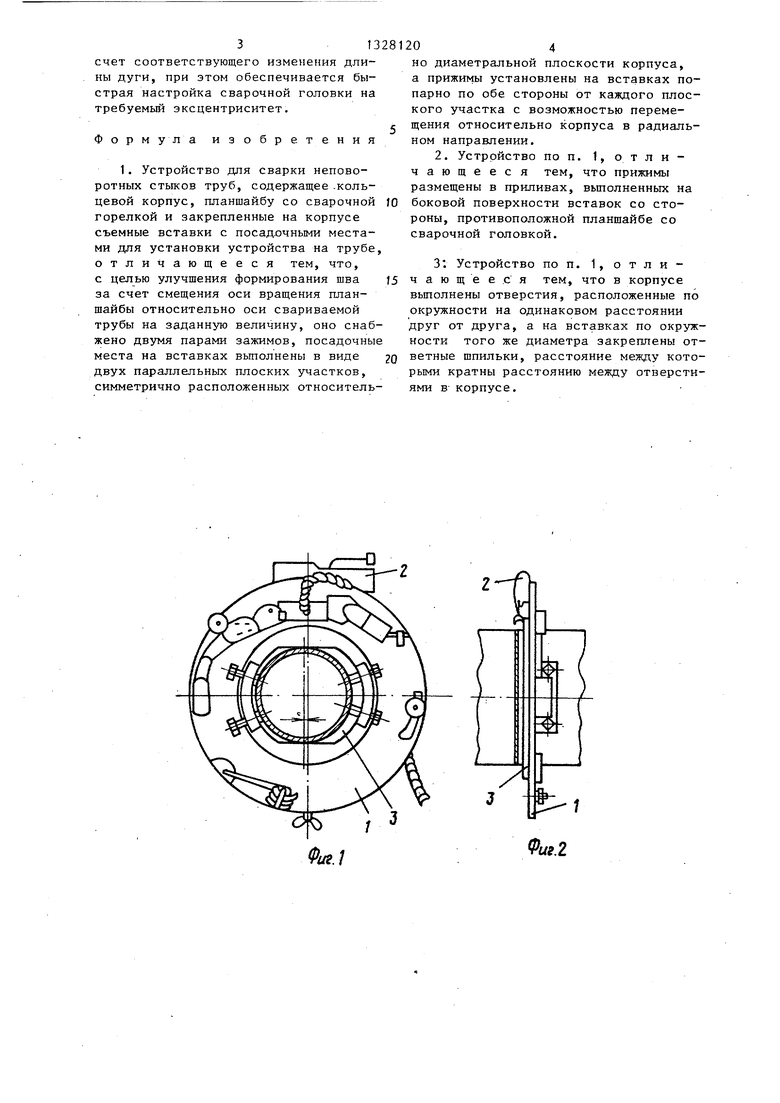
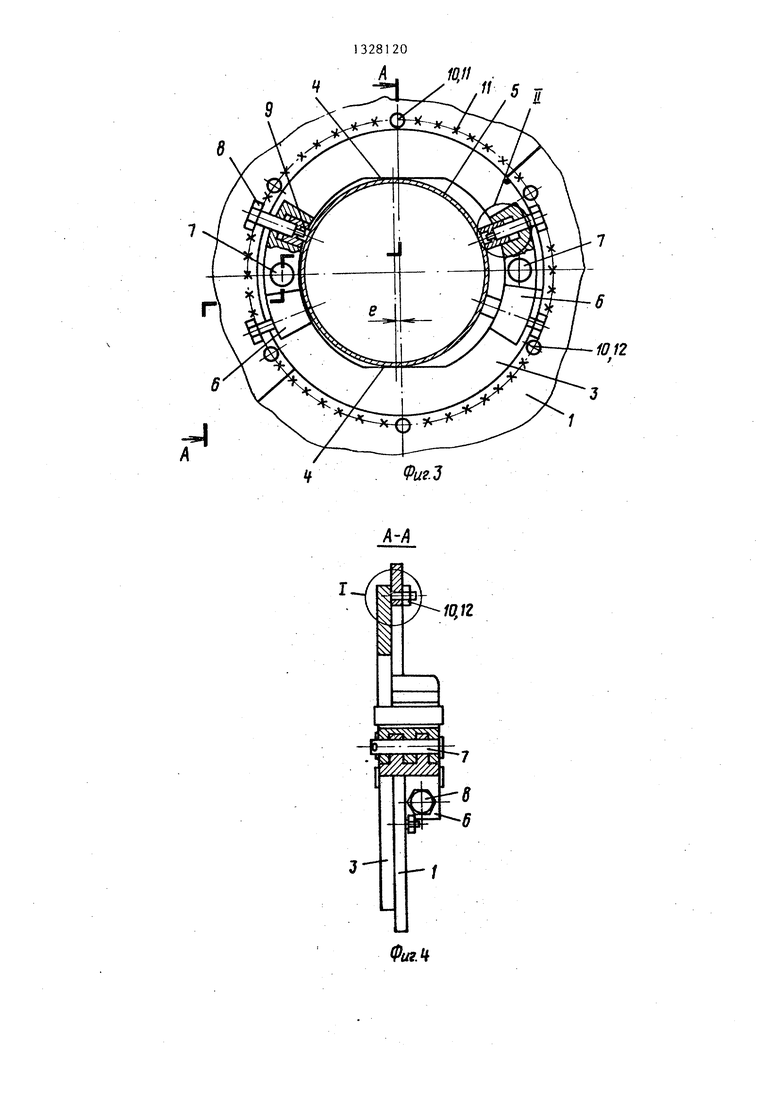
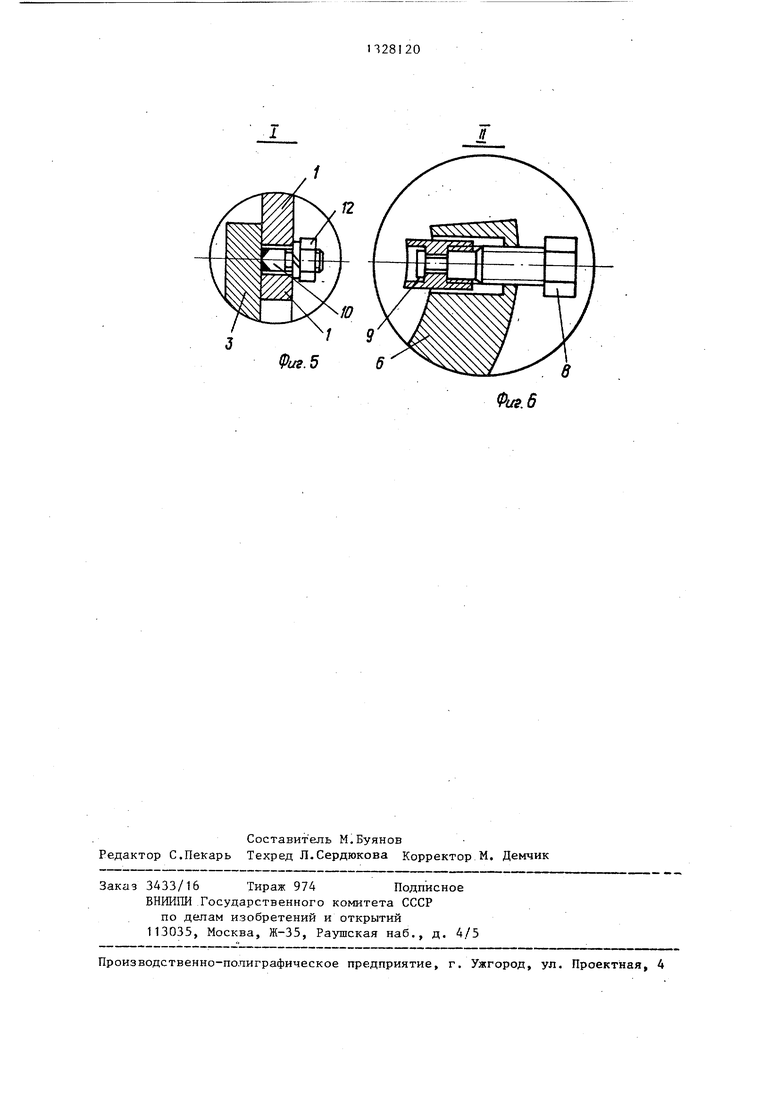
На фиг. 1 представлено устройство общий вид; на фиг, 2 - то же, вид сбоку; на фиг. 3 - съемная вставка с по садочными местами; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - узел 1 на фиг. 4, на фиг. 6 - узел II на фиг.З
Устройство включает в себя сварочную головку с кольцевым корпусом 1, вращающейся планшайбой, к которой крепятся механизмы привода и сварочна горелка 2, и съемную разъемную вставку 3 (фиг. 1 и 2).
На каждой из частей разъемной вставки 3 выполнены посадочные места 4, выполненные в виде паралельных плоских участков, симметрично расположенных относительно диаметральной плоскости корпуса 1. Расстояние между посадочными местами 4 равно диаметру свариваемой трубы 5, а внутренний диаметр частей вставки 3 вне посадочных, мест больше диаметра трубы на величину не менее того эксцентриситета, на который должна быть смещена ось вращения планшайбы со сварочной горелки 2 относительно оси трубы 5.
Вставка снабжена приливами 6, которые выполнены разъемными и сквозь которые проходят соединяющие обе по- ловины вставки пальцы 7 (фиг. 3 и 4). ерез приливы проходят также регулировочные винты 8, связанные с зажимами 9. Вставка закрепляется на корпусе головки при помощи шпилек 10, про- ходяш 1х сквозь отверстия 11, выполненные в корпусе и расположенные по окружности.
Устройство работает следующим об- разом.
При помощи пальцев 7 соединяют обе половины вставки 3 на трубе 5 по разъемам приливов 6. Концы пальцев
зашплинтовывают.
Располагают вставку таким образом, чтобы посадочные места 4, опирающиеся на трубу 5, бьши параллельны -горизонтальному диаметру стыка, при помощи
Q
5 5
0
0
5
регулировочных винтов 8 перемещают зажимы 9, выставляя требуемый эксцентриситет е. После этого устанавливают на вставке 3 корпус 1 сварочной головки так, чтобы приливы 6 не мешали сварке (т.е. по другую сторону от . планшайбы со сварочной горелкой 2), а механизм привода планшайбы располагался бы в наименее стесненной стороне (из условий свариваемой конструкции) . При этом шпильки 10 вставки 3 проходят через отверстия корпуса 1 и на резьбовые концы пальцев навертываются гайки 12. После закрепления устройства на трубе 5 окончательно зажимают трубу путем затягивания регулировочных винтов 8 и производят сварку.
Для этого выставляют заданную длину дуги на горизонтальном участ- - ке,зажигают ее и включают перемещение планшайбы. При перемещении дуги по периметру стыка рабочий конец электррда будет перемещаться эксцентрично стыку и соответственно длина дуги по периметру стыка будет переменной: наибольшая в положении На подъем, наименьшая и даже погруженная - На спуске и промежуточная - в Нижнем и Потолочном положениях, что соответствующим образом регулирует проплавление металла.
Пример . Сварочной головке ГНС-180 AM укомплектовывают разъемную вставку с посадочными местами расстояние между которыми составляет 50 мм. Вставку устанавливают внутрь круглого отверстия в корпусе головки и закрепляют все устройство на титановом трубопроводе S 50 мм с эксцентриситетом 2 мм. стенки трубы составляет 3 мм. Сварку осуществляют вольфрамовым электродом 3 мм, сварочный ток составляет 120 А, скорость сварки 7 м/ч. Максимальная длина открытой составляющей дуги в положении На подъем составляет 4 мм, максимальное погружение дуги в положении На спуск составляет 0,5 мм. С помощью вьфезанных из зоны шва темплетов установлено, что имеет место качественная сварка всего стыка, обычных для данной стенки участков непровара нет.
Использование данного устройства позволяет производить сварку кольцевых неповоротных стыков с качественным формированием по всей длине за
313281
счет соответствующего изменения длины дуги, при этом обеспечивается быстрая настройка сварочной головки на требуемый эксцентриситет.
5 Форм у л а изобретения
1. Устройство для сварки нелово- ротных стыков труб, содержащее .кольцевой корпус, планшайбу со сварочной JO горелкой и закрепленные на корпусе съемные вставки с посадочными местами для установки устройства на трубе, отличающееся тем, что, с целью улучшения формирования шва |5 за счет смещения оси вращения планшайбы относительно оси свариваемой трубы на заданную величину, оно снабжено двумя парами зажимов, посадочные места на вставках вьшолнены в виде 2Q двух параллельных плоских участков, симметрично расположенных относитель204
но диаметральной плоскости корпуса, а прижш ы установлены на вставках попарно по обе стороны от каждого плоского участка с возможностью перемещения относительно корпуса в радиальном направлении.
2. Устройство по п. 1, отличающееся тем, что прижимы размещены в приливах, выполненных на боковой поверхности вставок со стороны, противоположной планшайбе со сварочной головкой.
3. Устройство по п. 1, отличающееся тем, что в корпусе выполнены отверстия, расположенные по окружности на одинаковом расстоянии друг от друга, а на вставках по окружности того же диаметра закреплены ответные шпильки, расстояние между которыми кратны расстоянию между отверстиями в корпусе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для автоматической сварки неповоротных стыков труб | 1988 |
|
SU1563931A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2003 |
|
RU2260504C2 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для сварки неповоротных стыков труб | 1975 |
|
SU513811A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2017 |
|
RU2678552C1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1618558A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU747663A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1320039A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
Изобретение относится к области сварки, более конкретно к конструкции устройств для сварки неповоротных стыков труб, и может быть использовано в энергетическом, химическом и других отраслях машиностроения. Целью изобретения является улучшение формирования шва за счет смещения оси вращения планшайбы относительно оси .свариваемой трубы на заданную величину. Устройство содержит корпус с установленной на нем планшайбой и сварочной горелкой. На корпусе вьшолнены отверстия, в которых с помощью шпилек крепится вставка. На вставке выполнены посадочные места в виде двух параллельных плоских участков, расстояние между которыми равно диаметру свариваемой трубы. Все устройство закрепляется на трубе регулируемыми зажимами. Устройство устанавливают на трубу. При этом посадочные места на вставках располагают горизонтально. С помощью зажимов выставляют требуемый эксцентриситет и производят сварку. 2 з.п. ф-лы, 6 ил. Ш СЛ
Фиг.2
Фиг. З
Фиг. 5
Составитель М.Буянов Редактор С.Пекарь Техред Л.Сердюкова Корректор М. Демчик
Заказ 3433/16 Тираж 974 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиё.б
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 0 |
|
SU342745A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочное оборудование | |||
| Каталог | |||
| - М.: НИАТ, 1972, с | |||
| Приспособление для воспроизведения изображения на светочувствительной фильме при посредстве промежуточного клише в способе фотоэлектрической передачи изображений на расстояние | 1920 |
|
SU172A1 |
