Изобретение относится к технологии машиностроения, конкретнее к оборудованию для нанесения металлических покрытий электродуговой металлизацией.
Цель изобретения - повышение ресурса работы путем изменения усилия прижатия токоподводящих элементов к проволочным электродам.
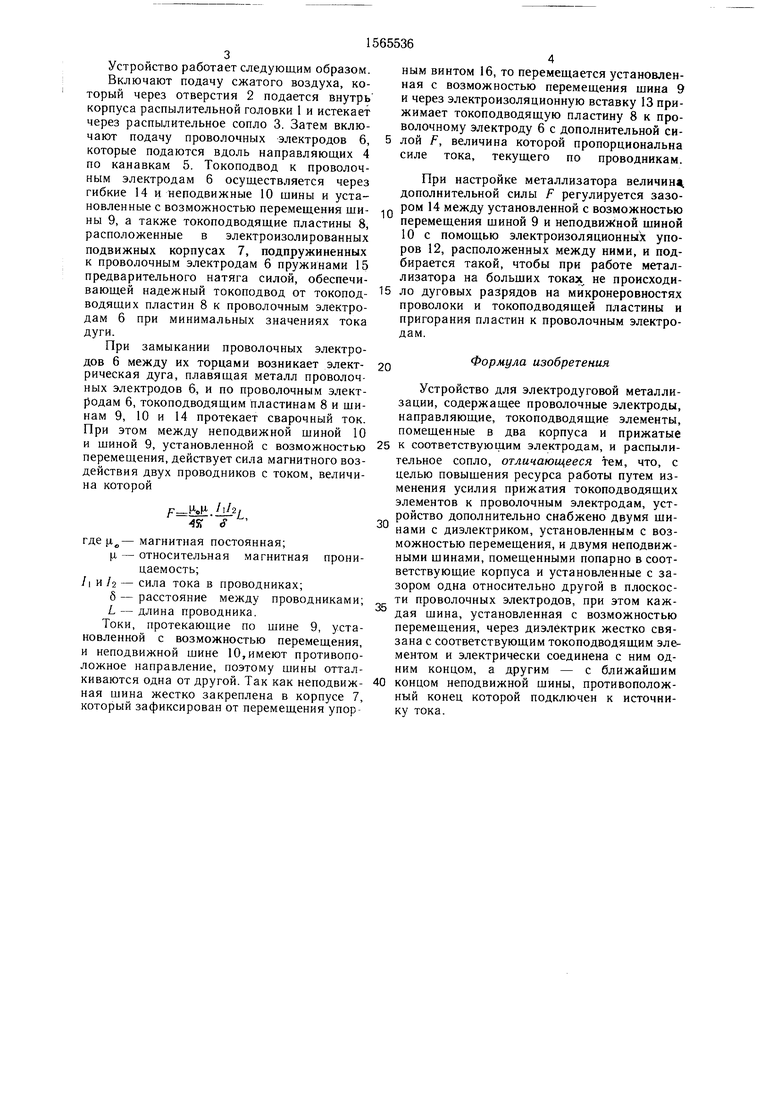
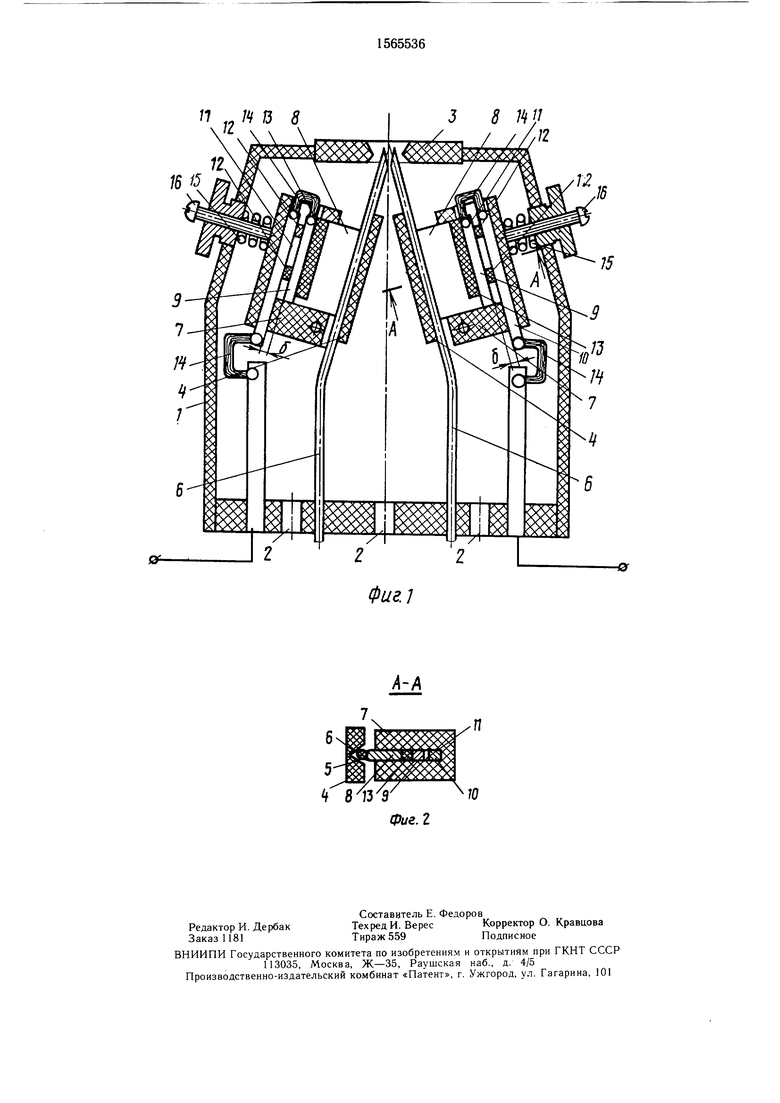
На фиг. 1 представлено устройство, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из корпуса 1, в который подается сжатый воздух через отверстия 2 распылительного сопла 3, направляющих 4 (с канавками 5) для направления проволочных электродов 6. В пазу каждого из двух симметричных подвижных корпусов 7, выполненных из электроизоляционного материала, расположены параллельно одна другой токоподводящая пластина 8, шина 9, установленная с возможностью
перемещения, и неподвижная шина 10, зазор 11 между которыми обеспечивается электроизоляционными упорами 12. Шина 9, установленная с возможностью перемещения, через электроизоляционную вставку 13 жестко связана с токоподводящей пластиной 8 и через гибкую шину 14 электрически соединена одним концом с ближайшим концом неподвижной шины, второй конец которой подключен к источнику тока (не показан). Подвижные корпусы 7 подпружинены к проволочным электродам 6 пружинами 15 предварительного натяга и зафиксированы упорными винтами 16 Расположение токоподводящей пластины 8, шины 9, установленной с возможностью перемещения, неподвижной шины 10 одна относительно другой в пазу подвижного корпуса 8, а также относительно проволочного электрода 6, расположенного в канавке 5 направляющей 4, приведено на фиг. 2.
СД
о
СП
ел
со
ОЭ
Устройство работает следующим образом.
Включают подачу сжатого воздуха, который через отверстия 2 подается внутрь корпуса распылительной головки 1 и истекает через распылительное сопло 3. Затем вклюным винтом 16, то перемещается установленная с возможностью перемещения шина 9 и через электроизоляционную вставку 13 прижимает токоподводящую пластину 8 к проволочному электроду 6 с дополнительной сичают подачу проволочных электродов 6, 5 лой F, величина которой пропорциональна
которые подаются вдоль направляющих 4 по канавкам 5. Токоподвод к проволочным электродам 6 осуществляется через гибкие 14 и неподвижные 10 шины и устасиле тока, текущего по проводникам.
При настройке металлизатора величину дополнительной силы F регулируется зазоновленные с возможностью перемещения ши- 10 Ром 14 между установленной с возможностью ны 9, а также токоподводящие пластины 8, перемещения шиной 9 и неподвижной шиной расположенные в электроизолированных 10 с помощью электроизоляционных упо- подвижных корпусах 7, подпружиненных Ров 12 расположенных между ними, и под- к проволочным электродам 6 пружинами 15 бирается такой, чтобы при работе метал- предварительного натяга силой, обеспечи- лизатора на больших токах, не происходи- вающей надежный токоподвод от токопод- 15 ло дуговых разрядов на микронеровностях водящих пластин 8 к проволочным электро- проволоки и токоподводящей пластины и дам 6 при минимальных значениях тока ДУГИ.
При замыкании проволочных электродов 6 между их торцами возникает элект- 20 рическая дуга, плавящая металл проволочных электродов 6, и по проволочным электродам 6, токоподводящим пластинам 8 и шинам 9, 10 и 14 протекает сварочный ток. При этом между неподвижной шиной 10
пригорания пластин к проволочным электродам.
Формула изобретения
30
Устройство для электродуговой металлизации, содержащее проволочные электроды, направляющие, токоподводящие элементы, помещенные в два корпуса и прижатые
и шиной 9, установленной с возможностью 25 к соответствующим электродам, и распыли- перемещения, действует сила магнитного воз- тельное сопло, отличающееся тем, что, с
целью повышения ресурса работы путем изменения усилия прижатия токоподводящих элементов к проволочным электродам, устройство дополнительно снабжено двумя шинами с диэлектриком, установленным с возможностью перемещения, и двумя неподвижными шинами, помещенными попарно в соответствующие корпуса и установленные с зазором одна относительно другой в плоскости проволочных электродов, при этом каждая шина, установленная с возможностью перемещения, через диэлектрик жестко связана с соответствующим токоподводящим элементом и электрически соединена с ним одним концом, а другим - с ближайшим
киваются одна от другой. Так как неподвиж- 40 концом неподвижной шины, противоположная шина жестко закреплена в корпусе 7, ный конец которой подключен к источни- который зафиксирован от перемещения упорку тока.
пронидействия двух проводников с током, величина которой
./1/2/
45f S L
где jxo- магнитная постоянная;
ц - относительная магнитная
цаемость; /I и /2 - сила тока в проводниках;
б - расстояние между проводниками;
L - длина проводника. Токи, протекающие по шине 9, установленной с возможностью перемещения, и неподвижной шине 10,имеют противоположное направление, поэтому шины оттал35
ным винтом 16, то перемещается установленная с возможностью перемещения шина 9 и через электроизоляционную вставку 13 прижимает токоподводящую пластину 8 к проволочному электроду 6 с дополнительной силой F, величина которой пропорциональна
силе тока, текущего по проводникам.
Ром 14 между установленной с возможностью перемещения шиной 9 и неподвижной шиной 10 с помощью электроизоляционных упо- Ров 12 расположенных между ними, и под- бирается такой, чтобы при работе метал- лизатора на больших токах, не происходи- ло дуговых разрядов на микронеровностях проволоки и токоподводящей пластины и
пригорания пластин к проволочным электродам.
Формула изобретения
И 0 5 /2
3 Я 74// х .AV// 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Проволочный электрометаллизатор | 1982 |
|
SU1080880A1 |
| Распылительная головка электродугового металлизатора | 1989 |
|
SU1706712A1 |
| Распылительная головка электродугового металлизатора | 1988 |
|
SU1659126A1 |
| ЭЛЕКТРОДНОЕ УСТРОЙСТВО И МАГНИТНЫЙ ЭЛЕКТРОСОЕДИНИТЕЛЬ | 2008 |
|
RU2371210C1 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| Устройство для электродуговой резки | 1981 |
|
SU1004120A1 |
| Распылительная головка к электрометаллизатору | 1976 |
|
SU683807A1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2124423C1 |
Изобретение относится к технологии машиностроения, а именно к оборудованию для нанесения металлических покрытий электродуговой металлизацией. Цель - повышение ресурса работы путем изменения усилия прижатия токоподводящих элементов к проволочным электродам. Для этого устройство дополнительно снабжено двумя шинами с диэлектриком, установленными с возможностью перемещения, и двумя неподвижными шинами, помещенными попарно в соответствующие корпуса и установленные с зазором относительно одна другой в плоскости проволочных электродов. При этом каждая шина, установленная с возможностью перемещения, жестко связана через диэлектрик с соответствующим токоподводящим элементом и электрически соединена с ним одним концом, а другим - с ближайшим концом неподвижной шины, противоположный конец которой подключен к источнику тока. 2 ил.
4 8 П 9 Ю
Фиг. 2
to;
| Патент США № 3632952, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОТКЛОНЕНИЯ ПАРАМЕТРОВ В ГАЗОВЫХ ТУРБИНАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2168044C2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
