Иэобретение относится к газотермическому нанесению покрытий и может быть использовано в конструкциях электродуговых металлизационных аппаратов.
Целью изобретения является увеличение ресурса работы и повышение качества покрытия.
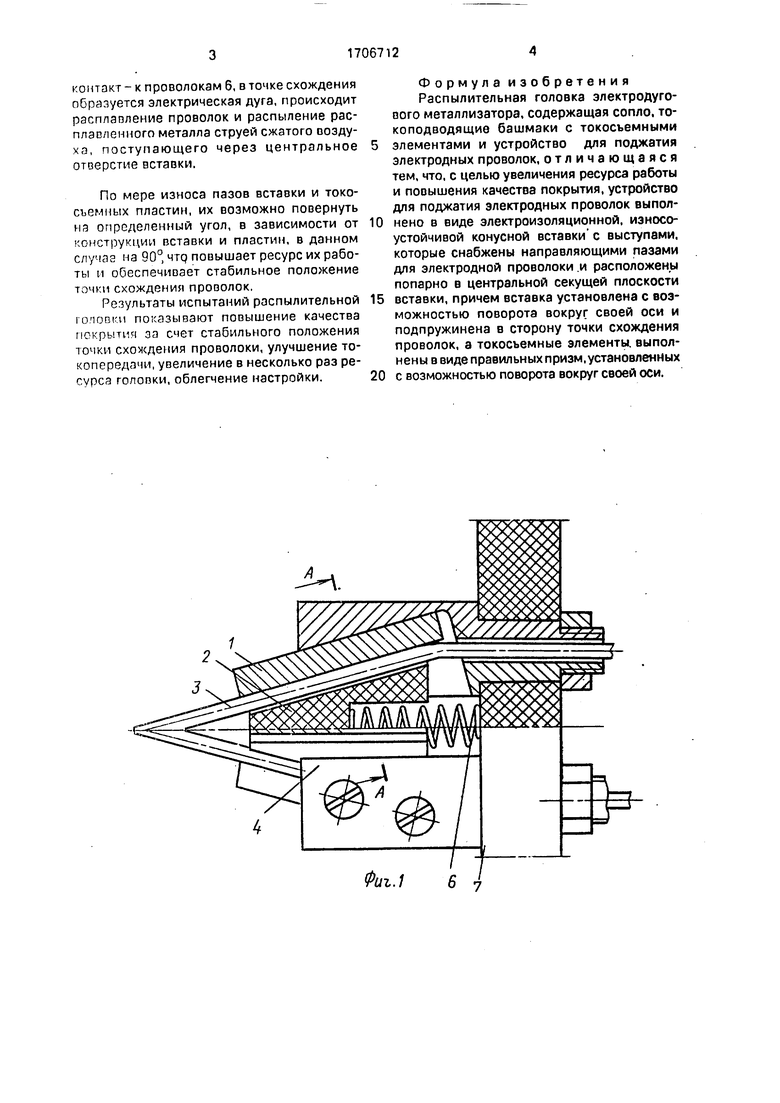
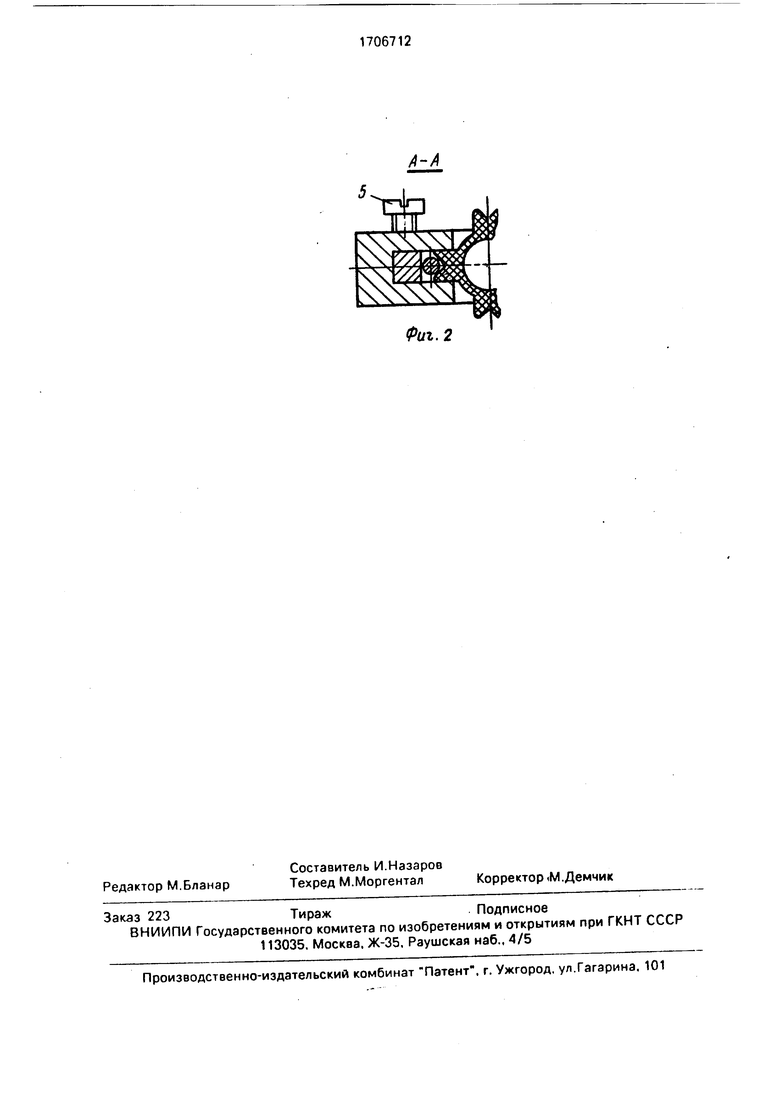
На фиг.1 показана распылительная головка, общий вид; на фиг.2 - сечение А-А на фиг.1.
Токоподводящие башмаки 1 закреплены на передней стенке 2 корпуса металли- затора. В пазах токоподводящих башмаков прижимными винтами 3 зафиксированы то- косъемные пластины 4. Кроме того, в пазы токоподводящих башмаков своими выступами входит центральная электроизоляционная износоустойчивая конусная вставка 5, на выступах под необходимым углом расположены пазы для направления и обеспечения стабильного положения точки схождения электродных проволок б, причем
пазы по вставке расположены попарно п ее центральной секущей плоскости.
Для обеспечения равномерного прижатия проволок к токосьемным пластинам центральная вставка поджата пружиной 7 или давлением сжатого воздуха.
Распылительная головка работает следующим образом.
Для настройки головки токосьемные пластины выставляют по углу центральной электроизоляционной вставки, обеспечивая равномерное прилегание пластин к вставке.
Затем, отжав вставку с пружиной в сторону, противоположную точке охлажденил проволок, заправляют проволоки.
Распаляемые проволоки 6 непрерывно подаются о распылительную головку и, проходя между токосьемными пластинами 4 и пазами электроизоляционной вставки 5. сходятся п одной точке. При подаче напряжения к токоподводящим башмакчм 1, токо- сьемным пластинам 4 и через скользящий
XJ
О
о XI
ю
контакт - к проволокам 6, в точке схождения образуется электрическая дуга, происходит расплавление проволок и распыление расплавленного металла струей сжатого оозду- ха, поступающего через центральное отверстие вставки.
По мере износа пазов вставки и токо- съемных пластин, их возможно повернуть на определенный угол, в зависимости от конструкции вставки и пластин, в данном случае на 90° что, повышает ресурс их работы и обеспечивает стабильное положение точки схождения проволок.
Результаты испытаний распылительной головки показывают повышение качества покрытия за счет стабильного положения точки схождения проволоки, улучшение то- копередачи, увеличение в несколько раз ресурса головки, облегчение настройки.
Формула изобретения Распылительная головка электродугового металлизатора, содержащая сопло, то- коподводящие башмаки с токосьемными элементами и устройство для поджатия электродных проволок, отличающаяся тем, что, с целью увеличения ресурса работы и повышения качества покрытия, устройство для поджатия электродных проволок выполнено в виде электроизоляционной, износоустойчивой конусной вставки с выступами, которые снабжены направляющими пазами для электродной проволоки .и расположены попарно в центральной секущей плоскости вставки, причем вставка установлена с возможностью поворота вокруг своей оси и подпружинена в сторону точки схождения проволок, а токосъемные элементы, выполнены в виде правильных призм,установленных с возможностью поворота вокруг своей оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Распылительная головка электродугового металлизатора | 1989 |
|
SU1699641A1 |
| Устройство для электродуговой металлизации | 1987 |
|
SU1565536A1 |
| Распылительная головка электрометаллизатора | 1989 |
|
SU1681974A1 |
| Электродуговой металлизатор | 1980 |
|
SU876184A1 |
| Электродуговой металлизатор "Дракон" | 2018 |
|
RU2687905C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 1992 |
|
RU2047395C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 2000 |
|
RU2191637C2 |
| Распылительная головка электродугового металлизационного аппарата | 1972 |
|
SU481324A1 |
| Распылительная головка электродугового металлизатора | 1982 |
|
SU1058629A1 |
| Устройство для электродуговой металлизации | 1988 |
|
SU1565535A1 |
Изобретение относится к области газотермического нанесения покрытий и может быть использовано в конструкциях электродуговых металлизаторов. Целью изобрете- нил является увеличение ресурса работы и повышения качества покрытий. Для этого устройство длл поджатия электродных проволок выполнено п оиде электроизоляционной износоустойчивой конусной вставки с выступами, которые снабжены направляющими пазами для электродной проволоки и расположены попарно в центральной секущей плоскости вставки, причем вставка установлена с иоэможностыо поворота вокруг своей оси и подпружинена в сторону точки охлаждения проволок, а токосьемные элементы выполнены а виде правильных призм, установленных с возможностью поворота вокруг своей оси. 2 ил.
Фиъ.16 7
Фиг. 2
| Распылительная головка электродугового металлизационного аппарата | 1972 |
|
SU481324A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
