Изобретение относится к металлообработке и может быть использовано при чистовой обработке плоских поверхностей крупногабаритных деталей на станках с ЧПУ.
Цель изобретения - повышение точ- ности обработки за счет уменьшения тепловых деформаций технологической системы.
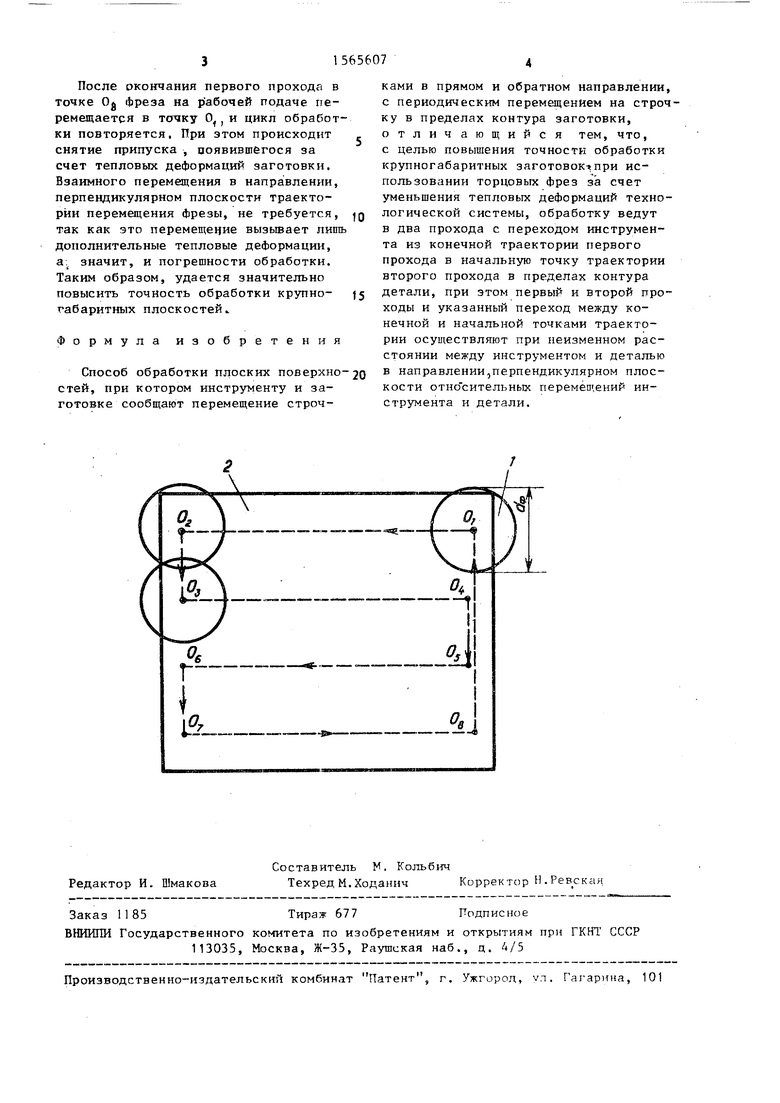
На чертеже представлена схема обработки.
Цикл чистовой обработки торцевой фрезой 1 заготовки 2 начинается в точке Of. Фреза перемещается из точки 0., в точку Оа, затем в точку 03 и так далее до точки Og строчками в
прямом и обратном направлениях с переходом на строчку в поперечном направлении.
В процессе фрезерования происходит нагрев как зубьев фрезы, так и заготовки. Вызванные этим нагревом деформации фрезы и заготовки приводят к значительным погрешностям. Если выводить центр фрезы за контур заготовки, произойдет охлаждение зубьев и эти погрешности .возрастают, поэтому для поддержания баланса температур на- зачистных кромках фрезьт центр ее постоянно находится в пределах контура заготовки.
sj
После окончания первого прохода в точке Од фреза на р абочей подаче перемещается в точку 01, и цикл обработки повторяется. При этом происходит , снятие припуска , появившегося за счет тепловых деформаций заготовки. Взаимного перемещения в направлении, перпендикулярном плоскости траектории перемещения Фрезы, не требуется, JQ так как это перемещение вызывает лишь дополнительные тепловые деформации, at значит, и погрешности обработки. Таким образом, удается значительно повысить точность обработки крупно- 15 габаритных плоскостей..
Формула изобретения
Способ обработки плоских поверхно- 20 стей, при котором инструменту и заготовке сообщают перемещение строчками в прямом и обратном направлении, с периодическим перемещением на строчку в пределах контура заготовки, отличающийся тем, что, с целью повышения точности обработки крупногабаритных заготовокчпри использовании торцовых Фрез за счет уменьшения тепловых деформаций технологической системы, обработку ведут в два прохода с переходом инструмента из конечной траектории первого прохода в начальную точку траектории второго прохода в пределах контура детали, при этом первый и второй проходы и указанный переход между конечной и начальной точками траектории осуществляют при неизменном расстоянии между инструментом и деталью в направлении,перпендикулярном плоскости относительных перемещений инструмента и детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки плоскостных деталей | 1986 |
|
SU1404201A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| Способ фрезерования торцовой фрезой | 1977 |
|
SU650731A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Способ обработки сложнопрофильных изделий | 1985 |
|
SU1307687A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |
| Способ изготовления маложестких лопаток роторов при одноопорном закреплении на станках с ЧПУ | 2018 |
|
RU2688987C1 |
Изобретение относится к металлообработке и может быть использовано при чистовой обработке плоских поверхностей крупногабаритных заготовок на станках с ЧПУ. Цель изобретения - повышение точности обработки за счет уменьшения тепловых деформаций технологической системы. Обработку ведут торцовой фрезой с зачистными зубьями в два прохода, во время которых фрезу перемещают строчками в прямом и обратном направлениях с перемещением на следующую строчку в пределах контура заготовки. Переход от последней точки траектории первого прохода к первой точке траектории второго прохода осуществляют в пределах контура заготовки. Во время проходов и перехода от конечной точки траектории первого прохода к начальной точке траектории второго прохода расстояние между фрезой и заготовкой в направлении, перпендикулярном плоскости траектории перемещения инструмента, остается неизменным. 1 ил.
| Подготовка программ для обработки деталей на Фрезерных станках с числовым программным управлением | |||
| Насос | 1917 |
|
SU13A1 |
