Изобретение относится к области металлообработки, в частности к об- работке изделий со сложнопрофильиыми поверхностями, и может быть испольйо- вано в гидромашиностроении, судострое НИИ и различных отраслях тяжелого машиностроения при изготовлении лопастей гидротурбин, лопастей гребных винтов и других сложнопрофильных изделий . .
Цель изобретения - тювьппение производительности и качества обработки
Цель достигается путем сокращения трудоемкости работ по изменению угла установки фрезы при снятии большого припуска с обрабатываемого изделия и исключения образования на торце примьжающей зоны пилообразных впадин мешающих выходу фрезы и приводящих к ударам корпуса фрезы об обрабатываемое изделие.
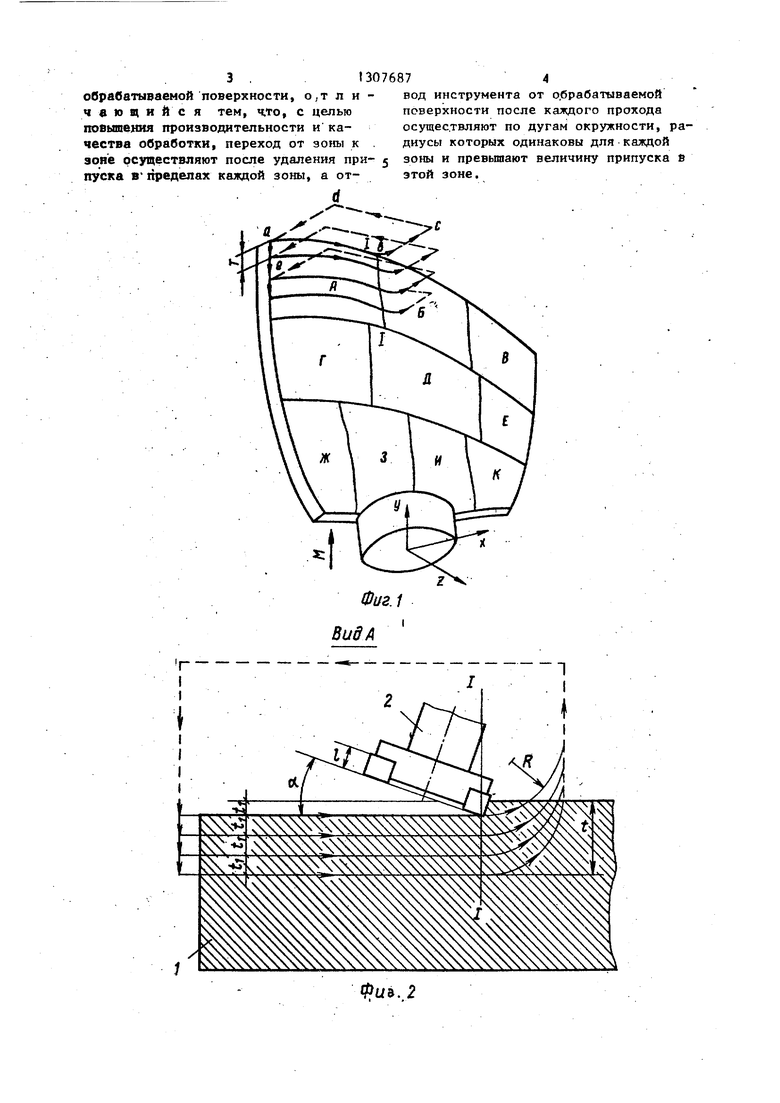
На фиг.1 представлена схема построчной .обработки каждой из зон обрабатываемой поверхности при одном проходе; на фиг.2 - схема съема удаляемого слоя припуска при обработке одной зоны.
. Согласно предлагаемому способу обрабатываемое изделие, например ло- пасть 1 поворотно-лопастной гидротурбины, имеющую переменную кривизну, устанавливают на станке с программном управлением с возможностью осу- ществления построчной обработки торцовой фрезой 2, предварительно разбивая профильную поверхность по .пло-. щади-на зоны, например на 10 А,. Б, В, Г, Д, Е, Ж, 3, И, К (фиг.1). В каждой зоне замеряют припуски и выбирают количество необходимых проходов дпя съема всего слоя припуска исходя из правила, что при каждом проходе снимаемь1й слой припуска не должен превьппать длину режущей кромки 1 инструмента (фиг,2).
В пределах каждой зоны устан|авли- вается разворотом по двум плоскостям координат оптимальное положение оси шпинделя станка, т.е. фрезу устанавливают под определенным углом d к обрабатываемой поверхности. При этом добиваются, чтобы в пределах одной зоны минимальный угол не бьш меньше 3 , максимальный же обычно не превышает 23°.
Фрезе придают вращение и перемещение по пространственной траектории, соответствующей теоретическому про
5
5
0
0
филю обрабатываемой поверхности, по трем координатам X, Y, Z. Обработку ведут строчками, осуществляя при одном проходе несколько рабочих ходоЬ. При этом снятие припуска производят на рабочей подаче, а перемещение фрезы в начальную точку каждого последующего рабочего хода - на ускоренной подаче.
Заканчивая первую строку обработки в направлении аЬ, фрезу отводят от обрабатываемой поверхности лопасти по дуге окружности с радиусом R, величина которого больше величины всего слоя припуска t в зоне А и перемещают в точку а начала пройденной строки в направлении bcda. Затем фрезу подают на заданный шаг обработки Т в направлении ае и повторяют процесс построчной обработки до момента съема в зоне А слоя припуска t I, Тем самым заканчивается первый проход. Далее фрезу перемещают в начальную точку а и сообщают ей врезание в удаляемый слой на величину t и удаляют его аналогично, как при первом проходе. При этом отвод инструмента от обрабатьшаемой поверхности осуществляют на всех проходах при окончании рабочего хода по дуге окружности с одинаковым радиусом R, имеющей начало в плоскости 1-1, являющейся границей с соседней примыкающей зоной. .. ;
После удаления всего слоя припуска в зоне А инструмент на ускоренной подаче перемещают в Начальную точку обработки примыкающей по плоскости 1-1 к ней зоны Б и изменяют угол ot установки фрезы в соответствии с кри визной профильной поверхности, после чего производят построчную обработку зоны. При этом количество проходов будет зависеть от замеренной макси- 5 мальной величины припуска в указан- ной зоне. После обработки зоны Б последовательно обрабатывают все остальные зоны..
0
5
50 Форм у лаиз обретения
Способ обработки сложнопрофильных изделий торцовой фрезой, при котором изделие обрабатывают по зонам за нес- колько проходов строчками, меняют
угол наклона фрезы относительно обрабатываемой поверхности при переходе от зону к зоне и по окончании каждого прохода осуществляют отвод фрезы от
обрабатываемой поверхности, о,т л и - ч а ю щ и И с я тем, что, с целью повышения производительности и качества обработки, переход от зоны к . зоне осуществляют после удаления при- пуска В пределах каждой зоны, а отd
вод инструмента от обрабатываемой поверхности после каждого прохода осуществляют по дугам окружности, радиусы которых одинаковы для каждой зоны и превьшают величину припуска б этой зоне.
Фи&. 2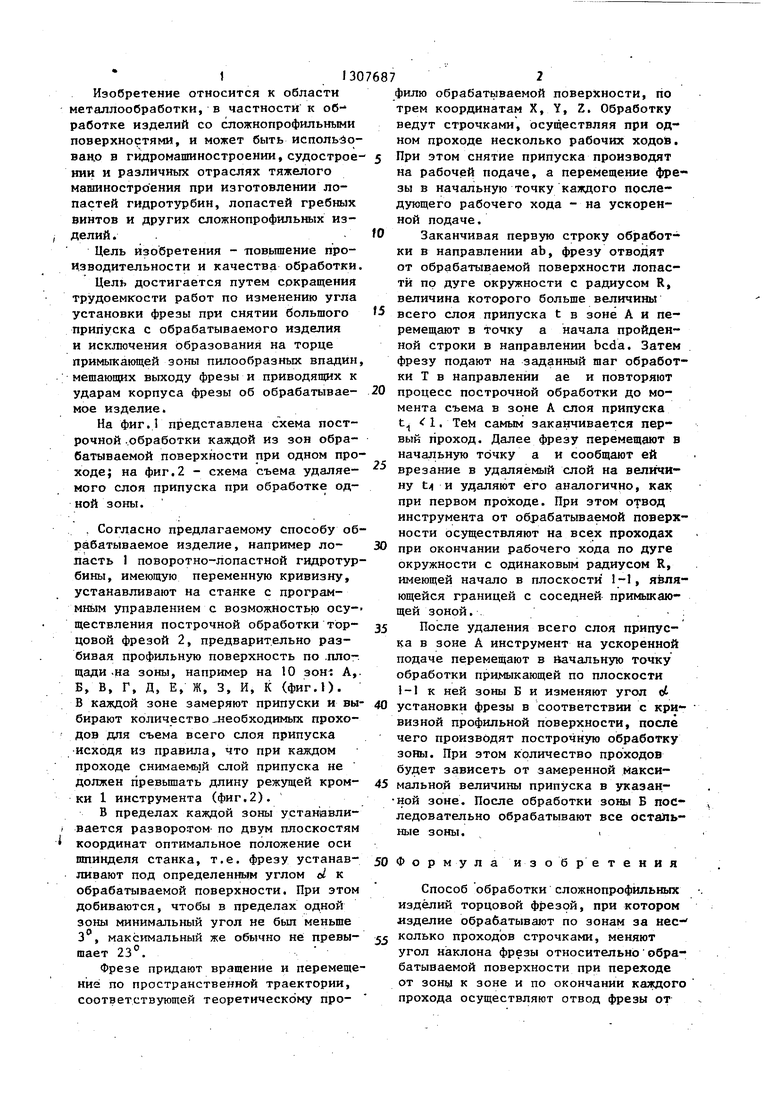
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лопасти рабочего колеса радиально-осевой гидромашины | 1986 |
|
SU1348081A1 |
| Способ обработки лопасти радиально-осевой гидротурбины | 1982 |
|
SU1024184A1 |
| Способ управления обработкой дисковой фрезой паза в детали | 1987 |
|
SU1444130A1 |
| Способ обработки плоскостных деталей | 1986 |
|
SU1404201A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351443C2 |
| Способ изготовления маложестких лопаток роторов при одноопорном закреплении на станках с ЧПУ | 2018 |
|
RU2688987C1 |
| Способ обработки сферических поверхностей сложнопрофильных отверстий | 1988 |
|
SU1815010A1 |
| Способ моделирования обработки пространственных поверхностей | 1985 |
|
SU1304991A1 |
| Способ обработки плоскости | 1983 |
|
SU1139576A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
Изобретение относится к металлообработке и может быть использова- ио при обработке изделий со сложно- профильными поверхностями, при изго§С СШ : Д ; Ш.; . БлБЛу11й,..,;.Д товлении лопастей гидротурбин, лопастей гребных винтов и т.д. Изобретение позволяет повысить производительность и качество обработки за счёт того, что согласно описываемому способу обработку изделия производят на станках с ЧПУ торцовой фрезой по зонам. Переход от зоны к зоне осуществляют после удаления припуска внутри каждой зоны. Угол наклона фрезы к обрабатываемой поверхности изменяют при переходе из зоны в зону, а отвод фрезы после каждого прохода осуществляют по. дугам окружности, радиусы которых одинаковы для каждой зоны и превьппают величину припуска в зтой зоне 2 ил. (/ Од о Oi 00
| Экспресс-информация Технология, организация производства и управления, М.: НИИЭинфорэнергомаш, вып | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
