оси поворота I-I двухместного двух- познционного подъемника-манипулятора 8. Подъемник-манипулятор 8 по ко ман- .дам УП одновременно берет с плиты самоходной тележки 6 заготовку, а со стола 2 станка - изделие, приподнимает их и меняет местами. Затем ставит очередную заготовку на стол 2, вводя Фиксаторы в соответствующие отверстия. При вводе Фиксаторов происходит их автоматический захват по управляющей программе. 4 ил.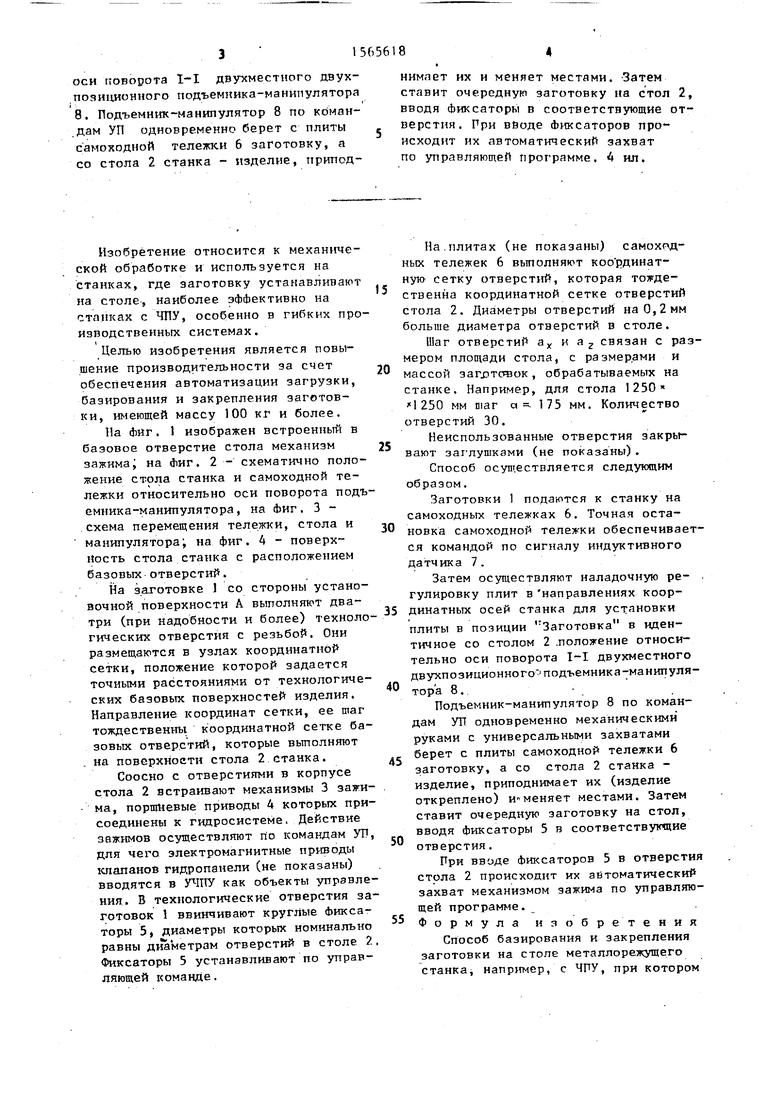
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для базирования и закрепления заготовки на столе металлорежущего станка | 1987 |
|
SU1565632A1 |
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |
| Транспортно-накопительная система | 1984 |
|
SU1222502A1 |
| Автоматизированный участок механической обработки деталей | 1984 |
|
SU1238946A2 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Автоматизированный участок | 1983 |
|
SU1183351A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Опорное устройство робота манипуляционного промышленного (варианты) | 2021 |
|
RU2756901C1 |
Изобретение относится к механической обработке и используется на станках, где заготовку устанавливают на столе. Способ наиболее эффективен на станках с ЧПУ, особенно в ГПС. Цель изобретения - повышение производительности за счет обеспечения автоматизации загрузки, базирования и закрепления заготовки, имеющей массу 100 и более кг. На заготовке со стороны установочной поверхности выполняют необходимое количество технологических отверстий с резьбой, которые размещают в узлах координатной сетки, положение которой задается точными расстояниями от технологических базовых поверхностей изделия. На столе 2 станка и плите самоходной тележки 6 выполняют тождественные координатные сетки отверстий. Соосно с отверстиями в корпусе стола 2 встраивают механизмы зажима, поршневые приводы которых присоединены к гидросистеме. Действие зажимов осуществляется по командам YII. В технологические отверстия заготовок ввинчивают фиксаторы, которые устанавливают по управляющей команде. Заготовку подают к станку на самоходной тележке 6, осуществляют наладочную регулировку плиты в направлениях координатных осей станка для установки плиты в позиции "Загрузка" в идентичное со столом 2 положение относительно оси поворота I - I двухместного, двухпозиционного подъемника-манипулятора 8. Подъемник-манипулятор 8 по командам YII одновременно берет с плиты самоходной тележки 6 заготовку, а со стола 2 станка - изделие, приподнимает их и меняет местами. Затем ставит очередную заготовку на стол 2, введя фиксаторы в соответствующие отверстия. При вводе фиксаторов происходит их автоматический захват по управляющей программе. 4 ил.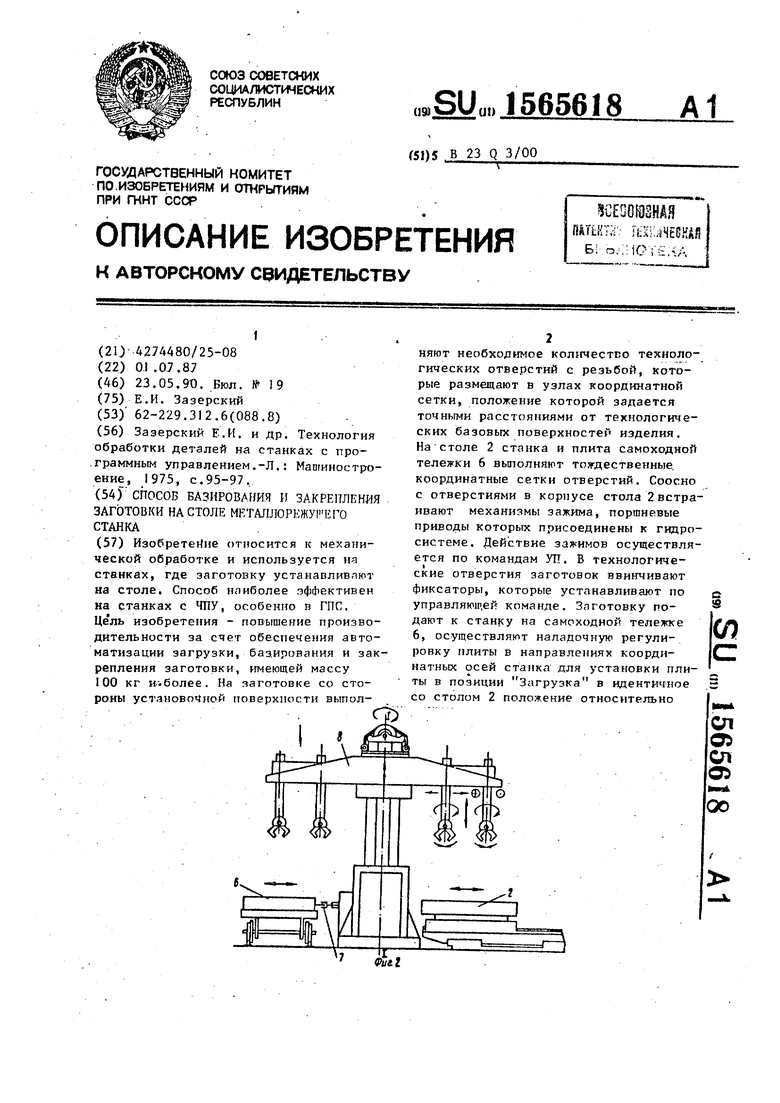
Изобретение относится к механической обработке и используется на станках, где заготовку устанавливают на столе, наиболее эффективно на станках с ЧПУ, особенно в гибких производственных системах.
Целью изобретения является повышение производительности за счет обеспечения автоматизации загрузки, базирования и закрепления заготовки, имеющей массу 100 кг и более.
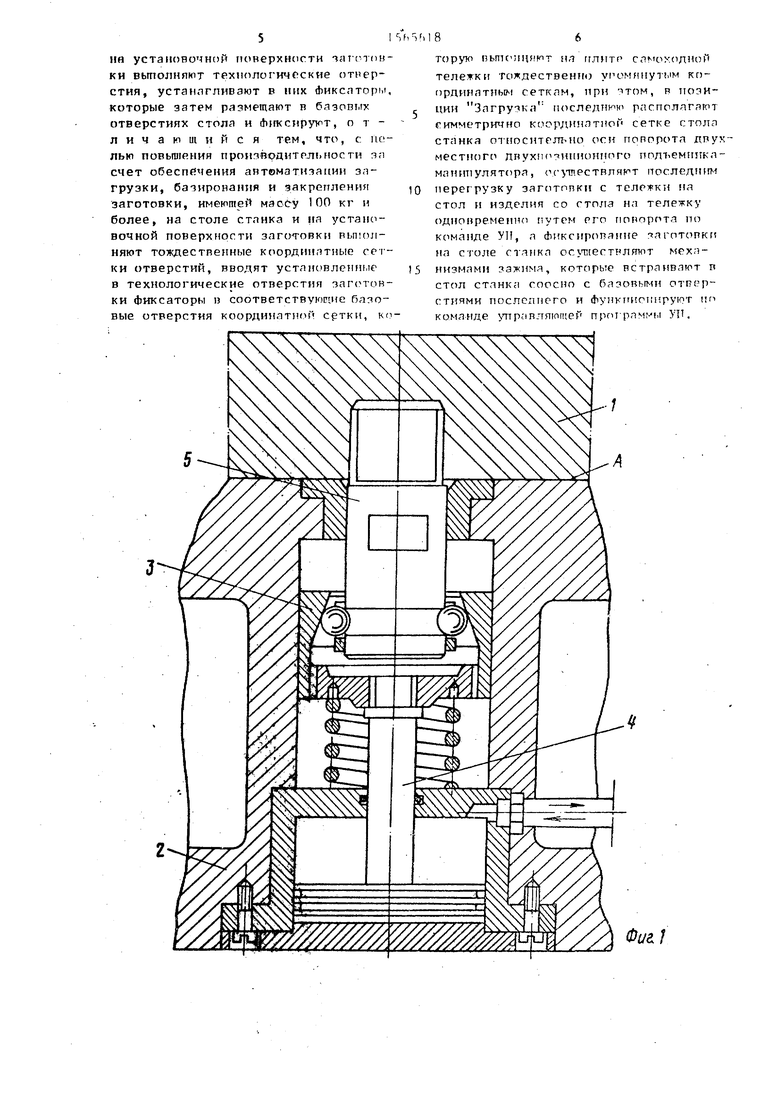
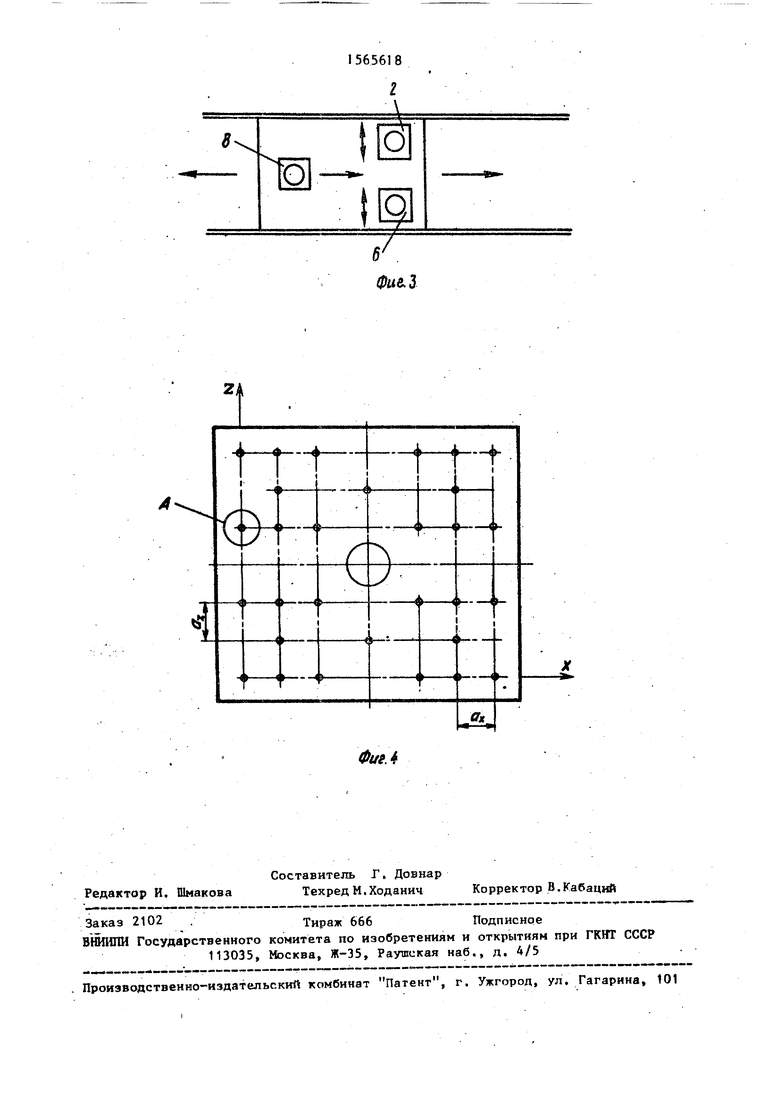
На фиг. 1 изображен встроенный в базовое отверстие стола механизм зажима; на фиг. 2 - схематично положение стола станка и самоходной тележки относительно оси поворота подъемника-манипулятора, на Фиг. 3 - схема перемещения тележки, стола и манипулятора; на фиг. А - поверхность стола станка с расположением базовых отверстий.
На заготовке 1 со стороны установочной поверхности А выполняют два- три (при надобности и более) технологических отверстия с резьбой. Они размещаются в узлах координатной сетки, положение которой задается точными расстояниями от технологических базовых поверхностей изделия. Направление координат сетки, ее шаг тождественны координатной сетке базовых отверстий, которые выполняют . на поверхности стола 2 станка.
Соосно с отверстиями в корпусе стола 2 встраивают механизмы 3 зажима, пордаевые приводы А которых присоединены к гидросистеме. Действие зажимов осуществляют по командам УП, для чего электромагнитные приводы клапанов гидропанели (не показаны) вводятся в УЧТГУ как объекты управления. В технологические отверстия заготовок 1 ввинчивают круглые Фиксаторы 5, диаметры которых номинально равны диаметрам отверстий в столе 2. Фиксаторы 5 устанавливают по управляющей команде.
5
0
5
0
5
0
45
50
55
На.плитах (не показаны) самоходных тележек 6 выполняют коо рдинат- нук сетку отверстий, которая тождественна координатной сетке отверстий стола 2. Диаметры отверстий на 0,2 мм больше диаметра отверстий в столе.
Шаг отверстий ах и аг связан с размером площади стола, с размерами и массой заг.0тоток, обрабатываемых на станке. Например, для стола 1250 1250 мм шаг а . 175 мм. Количество отверстий 30.
Неиспользованные отверстия закрывают заглушками (не показаны).
Способ осуществляется следующим образом.
Заготовки 1 подаются к станку на самоходных тележках 6. Точная остановка самоходной тележки обеспечивается командой по сигналу индуктивного датчика 7.
Затем осуществляют наладочную ре- гулировку плит в направлениях координатных осей станка для установки плиты в позиции Заготовка в идентичное со столом 2 .положение относительно оси поворота I-I двухместного двухпозиционного0подъемника-манипулятора 8.
Подъемник-манипулятор 8 по командам УП одновременно механическими руками с универсальными захватами берет с плиты самоходной тележки 6 заготовку, а со стола 2 станка - изделие, приподнимает их (изделие откреплено) и меняет местами. Затем ставит очередную заготовку на стол, вводя фиксаторы 5 в соответствующие отверстия.
При вводе фиксаторов 5 в отверстия стола 2 происходит их аитематический захват механизмом зажима по управляющей программе. Формула изобретения
Способ базирования и закрепления заготовки на столе металлорежущего станкаi например, с ЧПУ, при котором
Фиг.1
В
т
1
га щ
Фи&З
| Заэерский Е.И | |||
| и др | |||
| Технология обработки деталей на станках с про.граммным управлением.-Л.: Машиностроение, 1975, с.95-97. |
