00
оо со СП
/7
Изобретение относится к машиностроению и может быть использовано для автоматизации металлообработки.
Цель изобретения - расширение технологических возможностей участка путем обеспечения возможности автоматической нодачи тары в любую точку участка и ориентирования ее в нужном положении.
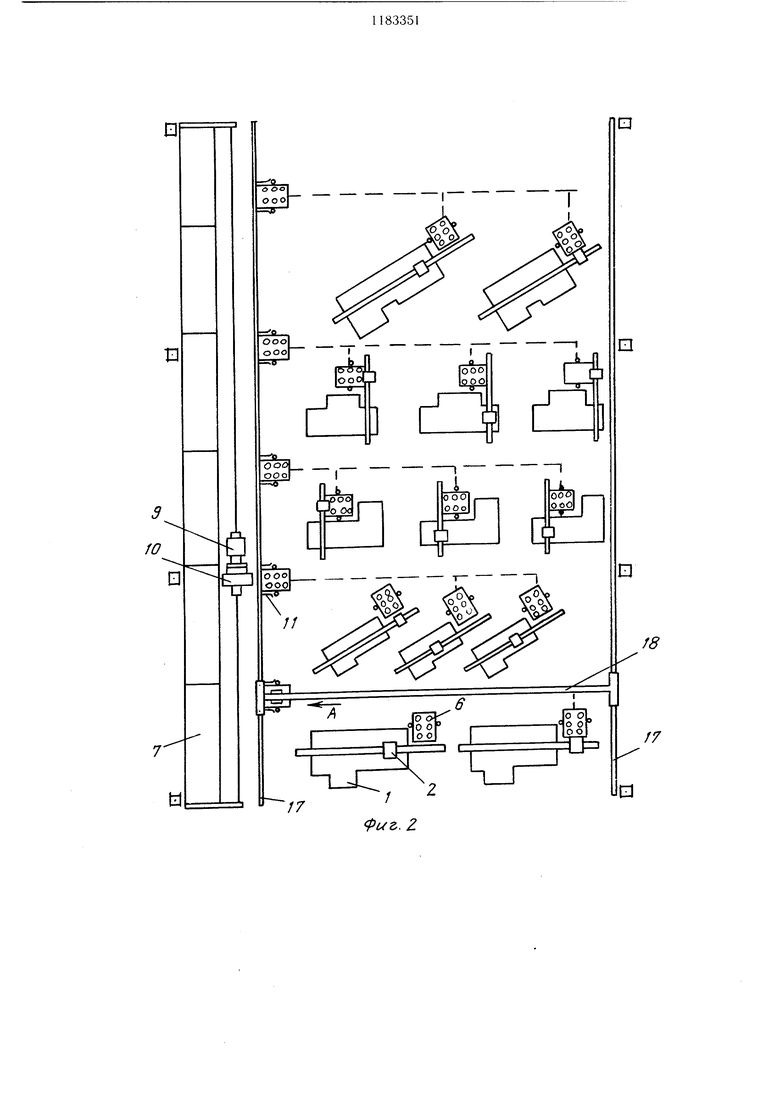
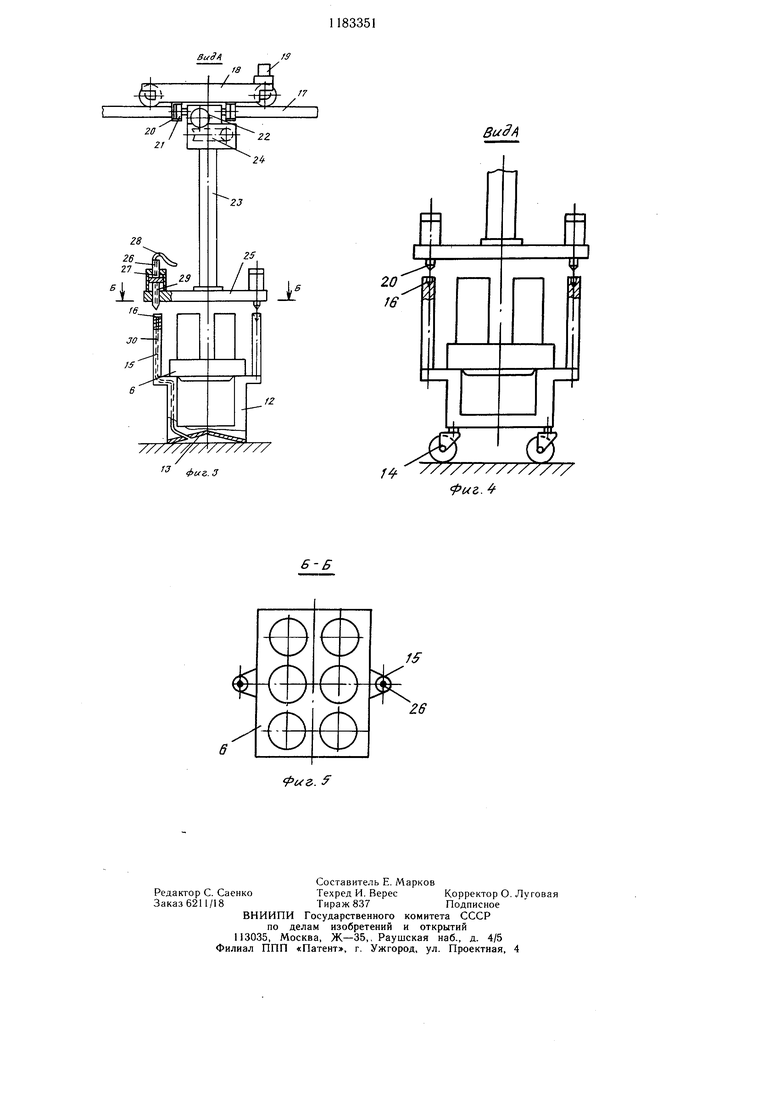
На фиг. 1 представлен автоматизированный участок, общий вид; на фиг, 2 - то же, вид в плане; на фиг. 3 - вид А на фиг. 2 (вариант исполнения тележки на воздушной подушке); на фиг. 4 - то же, (вариант исполнения тележки на поворотных колесах; на фиг. 5 - разрез Б-Б на фиг. 3.
Автоматизированный участок механической обработки деталей (фиг. 1), управляемый от ЭВМ и микропроцессоров (не показаны) , состоит из автоматизированных технологических единиц, содержащих станки 1 с ЧПУ, устройство для подачи и съема заготовок со станка 1, например станочный манипулятор 2 с захватной головкой 3, перемещающейся вдоль линий центров станка 1 и координатного стола 4 для установки на нем тележки 5 с тарой 6 с заготовками. Вдоль участка установлен стеллаж 7 транспортно-накопительной системы, по направляющим 8 которого перемещается штабелер 9 с грузозахватным устройством 10.
Со стороны, противоположной стеллажу 7, в зоне действия штабелера 9 смонтированы ограничительные стойки 11 для ориентирования тележек 5 при погрузке на них тары 6 штабелером 9. Каждая из тележек 5 содержит каркас 12 с встроенной камерой 13 для образования воздушной подушки (фиг. 3). При облегченной таре с заготовками каркас 12 тележки 5 может быть оборудован поворотными колесами 14 (фиг. 4). На боковых сторонах каркаса 12 укреплены стойки 15 со стыковочными механизмами 16, выполненными в виде гнезд. Вдоль участка по его краям смонтированы рельсы 17, на которых установлена ходовая балка 18 с механизмом 19 горизонтального перемещения и направляющими 20 для каретки оператора 21, оборудованной приводом 22 горизонтального перемещения и снабженной укрепленной на вертикальном валу 23 поворотной от привода 24 траверсой 25, на концах которой смонтированы штоки 26, приводимые в движение от пневмоцилиндров 27.
Концы штоков 26 выполнены конусообразными для надежного вхождения в гнезда стыковочных механизмов 16 стоек 15 при осуществлении стыковки каретки-оператора 21 с тележкой 5. Подача сжатого воздуха при исполнении тележки 5 с воздушной подушкой осуществляется через шланг 28 и полость 29 в штоке 26 и полость 30 в стойке 15.
Участок работает следующим образом.
Штабелер 9 по командам от ЭВМ (не показана) берет тару 6 с определенным видом заготовок из стеллажа 7 и устанавливает ее на тележку 5, находящуюся в ограничительной стойке 11, ближайшей к заданному станку 1 с ЧПУ, при этом из библиотеки программ ЭВМ передаются программы обработки на этот же станок 1 и микропроцессор (не показан), управляющий станочным манипулятором 2 и координатным столом 4. Затем каретка-оператор 21
г также по командам от ЭВМ через микропроцессор подходит к стойке 11, на которую была установлена тара 6 щтабелером 9 на тележку 5, при этом подвижные щтоки 26 каретки-оператора 21 располагаются над стыковочными механизмами 16 тележки 5, предварительно сориентированной на ограничительной стойке 11.
После этого производится перемещение штоков 26 от пневмоцилиндров 27 в стыковочные механизмы 16 на глубину не менее двух диаметров, чем обеспечивается стыковка каретки-оператора 21 с тележкой 5, включается подача воздуха в камеру 13 при исполнении тележки 5 на воздушной подушке, при этом образуется зазор между тележкой и полом. После стыковки каретки оператор 21 перемещает тележку 5 с тарой 6 к заданному станку 1 включением механизма 19 и привода 22 и оставляет ее на координатном столе 4, происходит расстыковка путем выдвижения щтоков 26 из стыковочного механизма 16, каретка-оператор
r 21 отходит для выполнения других перемещений тележек 5, а станочный манипулятор 2 из исходного положения перемещается до координатного стола 4, его захват 3 снимает заготовку из тары 6 и устанавливает в патрон станка 1.
По окончании обработки заготовок на данном станке подается сигнал, подходит каретка-оператор 21, производится стыковка с тележкой 5 и последняя вместе с тарой 6 с обработанными заготовками перемещается к следующему станку либо в ограничительную стойку 11, откуда щтабелером 9 тара 6 устанавливается в стеллаж 7, после чего тележка 5 готова к приему следующей тары с новой партией заготовок. Жесткое соединение каретки-оператора 21 с тележQ кой 5 дает возможность разворачивать и перемещать тележку 5 с тарой 6 в любые зоны участка, при этом тара 6 может быть загружена различными по назначению грузами (заготовками, оснасткой, инструментом, готовыми деталями и даже стружкой).
Фиъ. 3
ВидА
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный участок механической обработки деталей | 1980 |
|
SU921790A1 |
| Автоматизированный участок механической обработки деталей | 1983 |
|
SU1161314A1 |
| Автоматизированный участок механической обработки деталей | 1984 |
|
SU1238946A2 |
| Транспортно-накопительная система | 1984 |
|
SU1199588A1 |
| Гибкая производственная система | 1987 |
|
SU1491663A1 |
| Склад штучных грузов | 1975 |
|
SU818968A1 |
| Устройство для передачи между подвесными направляющими путями кареток с изделиями | 1980 |
|
SU935388A1 |
| Автоматизированный участок | 1978 |
|
SU779018A1 |
| Автоматизированная транспортно-складская система | 1990 |
|
SU1808641A1 |
| Пульт управления работой производственного участка и склада | 1976 |
|
SU618812A1 |
АВТОМАТИЗИРОВАННЫЙ УЧАСТОК механической обработки деталей, содержащий металлорежущие станки, транспортно-накопительную систему, включающую стеллажи, щтабелер, ходовую балку с кареткой-оператором, снабженную траверсой, и тележки для транспортирования тары с деталями, отличающийся тем, что, с целью расщирения технологических возможностей участка, траверса снабжена щтоками, а каждая тележка - стыковочным механизмом, при этом траверса установлена с возможностью поворота относительно каретки-оператора, а щтоки - с возможностью взаимодействия со стыковочными механизмами тележек для совместного перемещения последних с кареткой-оператором ходовой балки. (Л
фиг.
/
| Автоматизированный участок механической обработки изделий с центральным отверстием | 1983 |
|
SU1073077A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
