Изобретение относится к станкострое- нию, в частности к многооперационным станкам с ЧПУ для механообработки изделий.
Цель изобретения - повышение точно сти обработки за счет подачи из накопителя под обработку базированных деталей и использования единого комплекса баз для всех этапов обработки.
Торцы упоров за исключением обращенных к установочным элементам выполнены со скосами.
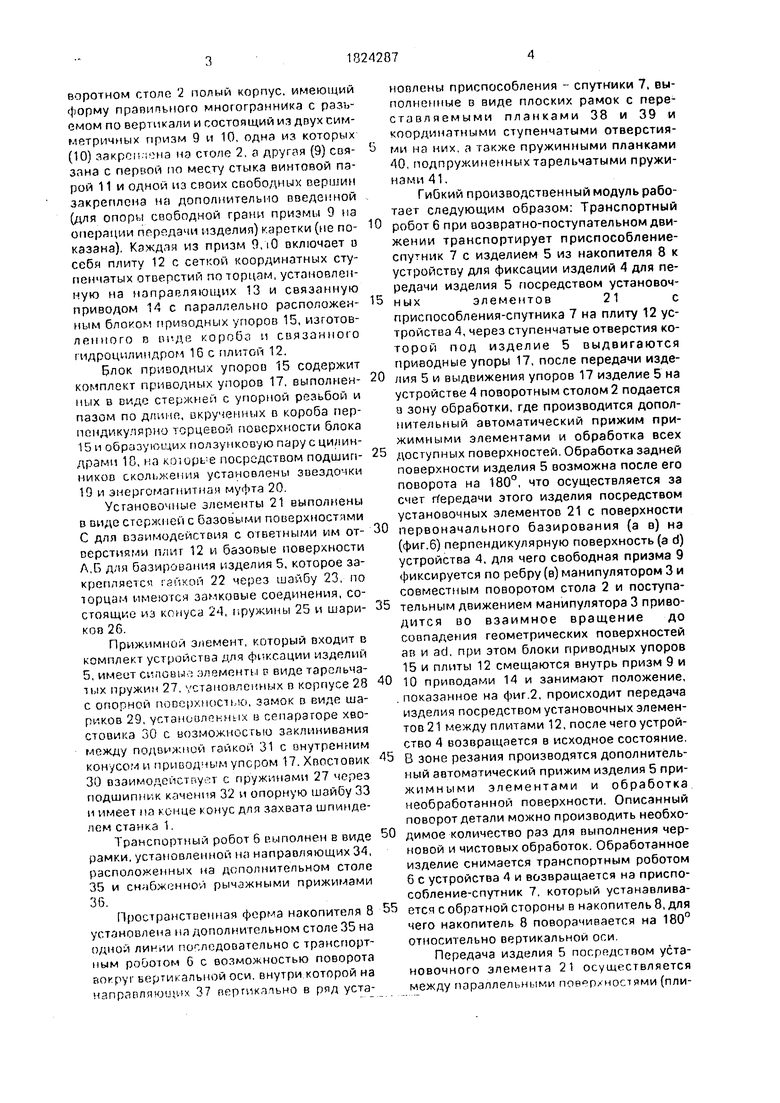
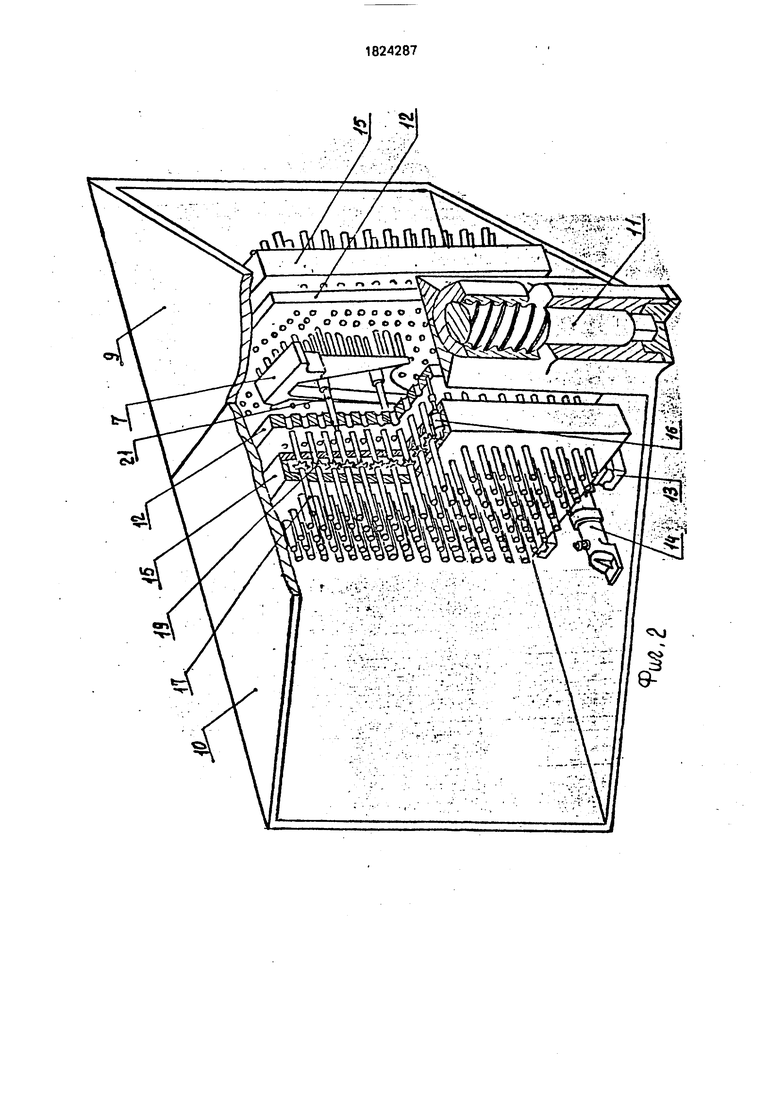
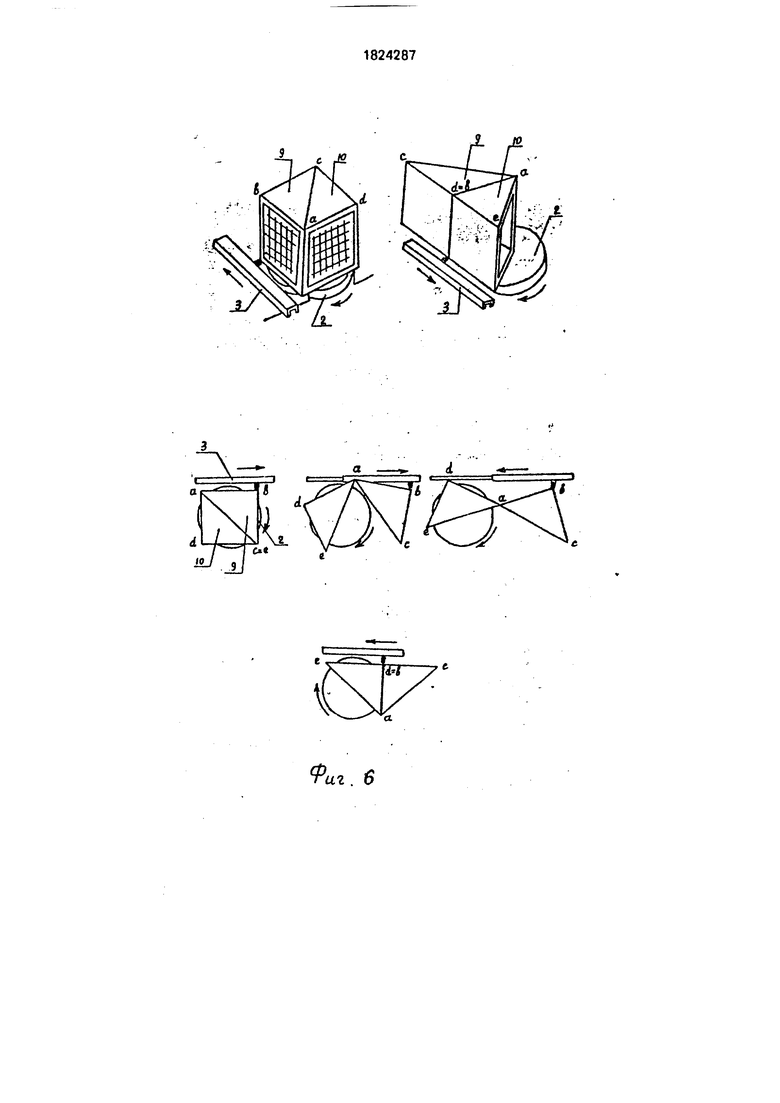
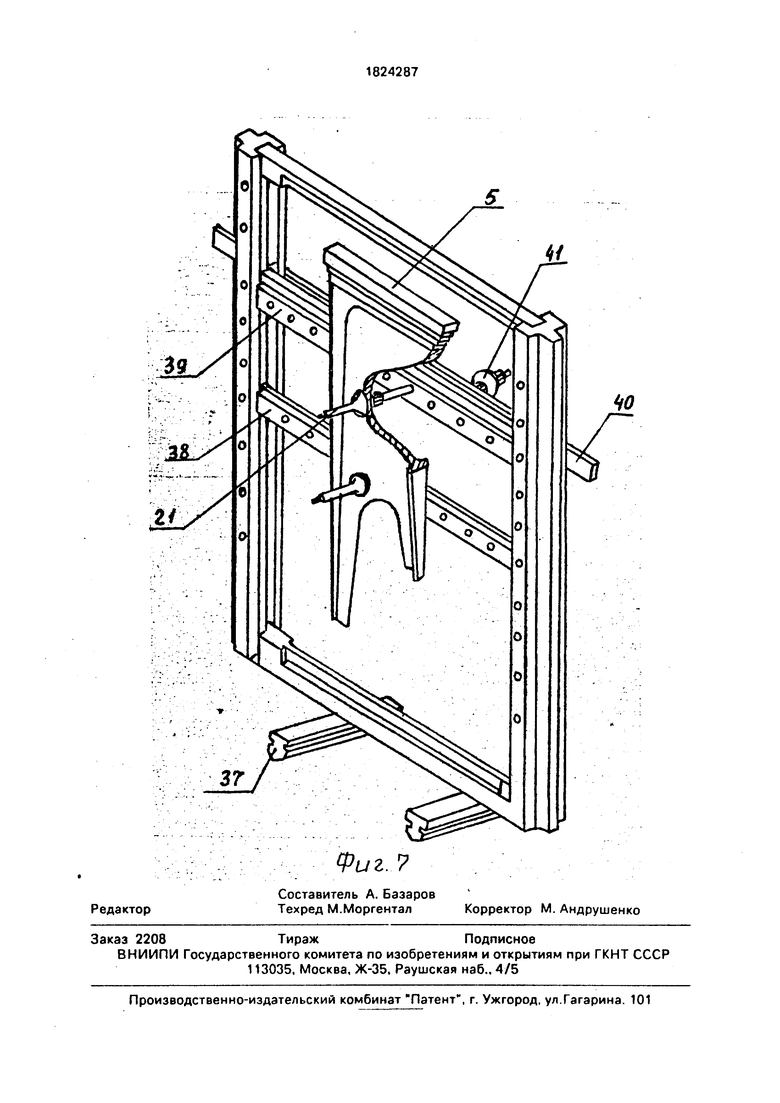
На фиг. 1 изображен гибкий производственный модуль; на фиг.2 - устройство для фиксации изделий в положении автоматической переустановки изделия, на фиг.З - разрез вдоль оси установочного элемента для одной из симметричных призм; на фиг.4 - установочный элемент; на фиг.5 - прижимной элемент; на фиг.6 - кинематика раскрытия устройства для фиксации изделий; на фиг.7 - приспособление-спутник с изделием.
Гибкий производственный модуль содержит многооперационный станок 1 с ЧПУ типа ИР-800 с поворотным столом 2. манипулятор 3, устройство для фиксации 4 изделий 5. транспортный робот 6 в виде рамки, приспособления-спутники 7 в накопителе 8, сделанном в виде пространственной фермы. Устройство для фиксации 4 изделий 5 представляет собой установленный на по00
ю
Ьь Ю 00
VJ
воротном столе 2 полый корпус, имеющий форму прапипьного многогранника с разъемом по вертикали и состоящий из двух симметричных призм 9 и 10, одна из которых (10) закрои-.она на столе 2, а другая (9) связана с периой по месту стыка винтовой парой 11 и одной из своих свободных вершин закреплена на дополнительно введенной (для опоры свободной грани призмы 9 па операции передачи изделия) каретки (не показана). Каждая из призм 9,iO включает о себя плиту 12 с сеткой координатных ступенчатых отверстий по торцам,установленную на направляющих 13 и связанную приводом 14 с параллельно расположенным блоком приводных упоров 15, изготовленного п оидк короба и связанного гидроцилиндром 16 с плитой 12.
Блок приводных упоров 15 содержит комплект приводных упоров 17. выполненных в виде стержней с упорной резьбой и пазом по длине, вкрученных в короба перпендикулярно торцевой поверхности блока 15 и образующих ползунковую пару с цилиндрами 10, на KOiupt/e посредством подшипников скольжения установлены звездочки 19 и энергомагнитная муфта 20.
Установочные элементы 21 выполнены в виде стержней с базовыми поверхностями С для взаимодействия с ответными им отверстиями пли г 12 и базовые поверхности Л,Б для базирования изделия 5, которое закрепляется гайкой 22 через шайбу 23, по торцам имеются замковые соединения, состоящие из конуса 24, пружины 25 и шариков 2G.
Прижимной элемент, который сходит в комплект устройства для фиксации изделий 5, имеет сиповы-: элементы о виде тарельчатых пружин 27, установленных в корпусе 28 с опорной поверхностью, замок в виде шариков 29, установленных в сепараторе хвостовика 30 с возможностью заклинивания между подвижной гайкой 31 с внутренним конусом и приводчым упором 17. Хвостовик 30 взаимодействует с пружинами 27 через подшипник каченпя 32 и опорную шайбу 33 и имеет па конце конус для захвата шпинделем станка 1.
Транспортный робот 6 выполнен в виде рамки, установленной на направляющих 34, расположенных на дополнительном столе 35 и снабженной рычажными прижимами 36.
Пространственная ферма накопителя 8 установлена на дополнительном столе 35 на одной линии последовательно с транспортным роиоюм 6 с возможностью поворота вокруг вертикальной оси. внутри которой на направляющи 37 вергикятьно в ряд установлены приспособления - спутники 7, выполненные в виде плоских рамок с переставляемыми планками 38 и 39 и координатными ступенчатыми отверстиями на них, а также пружинными планками 40, подпружиненных тарельчатыми пружинами 41.
Гибкий производственный модуль работает следующим образом: Транспортный
робот 6 при возвратно-поступательном движении транспортирует приспособление- спутник 7 с изделием 5 из накопителя 8 к устройству для фиксации изделий 4 для передачи изделия 5 посредством установоч5 ныхэлементов21с
приспособления-спутника 7 на плиту 12 устройства 4, через ступенчатые отверстия ко- торой под изделие 5 выдвигаются приводные упоры 17, после передачи изде0 дня 5 и выдвижения упоров 17 изделие 5 на устройстве 4 поворотным столом 2 подается а зону обработки, где производится дополнительный автоматический прижим прижимными элементами и обработка всех
5 доступных поверхностей. Обработка задней поверхности изделия 5 возможна после его поворота на 180°, что осуществляется за счет передачи этого изделия посредством установочных элементов 21 с поверхности
0 первоначального базирования (а в) на (фиг.6) перпендикулярную поверхность (a d) устройства 4, для чего свободная призма 9 фиксируется по ребру (в) манипулятором 3 и совместным поворотом стола 2 и поступа5 тельным движением манипулятора 3 приводится во взаимное вращение до совпадения геометрических поверхностей ав и ad, при этом блоки приводных упоров 15 и плиты 12 смещаются внутрь призм 9 и
0 ю приводами 14 и занимают положение, . показанное на фиг.2, происходит передача изделия посредством установочных элементов 21 между плитами 12, после чего устройство 4 возвращается в исходное состояние.
5 в зоне резания производятся дополнительный автоматический прижим изделия 5 при- жимными элементами и обработка необработанной поверхности. Описанный поворот детали можно производить необхо0 димое количество раз для выполнения черновой и чистовых обработок. Обработанное изделие снимается транспортным роботом 6 с устройства 4 и возвращается на приспособление-спутник 7, который устанавлива5 ется с обратной стороны в накопитель 8, для чего накопитель 8 поворачивается на 180° относительно вертикальной оси.
Передача изделия 5 посредством установочного элемента 21 осуществляется между параллельными поверхностями (плитами 12 или плитой 12 и приспособлением- спутником 7) с сеткой координатных ступенчатых отверстий, расположенных ответно друг другу, при этом изделие 5 закреплено и забазировано на установочных элементах 21. одноименные концы которых сопряжены с координатными ступенчатыми отверстиями одной из поверхностей, выполненной в виде плиты 12 и зафиксированы замковыми соединениями 24,25,26 в отверстиях этой плиты, для чего на конус 24 замка действует сила прижима, передаваемая через упор 17 за счет выдвижения этого упора и последующего перемещения блока приводных упоров 15 по направляющим 13 относительно плиты 12 гидроцилиндром 16 для передачи изделия 5 на ответную поверхность. Эта поверхность перемещается в направлении первой, причем свободные концы установочного элемента 21 сопряга- ются с отверстиями ответной поверхности и фиксируются выше описанным способом замковыми соединениями 24,25,26 этих концов установочного элемента 21, На первоначальной поверхности происходит рас- фиксация замковых соединений в обратной последовательности и высвобождение концов установочных элементов 21 отводом плиты 12 и блока приводных упоров 15 приводом 14. Выдвижение упоров 17 осущест- вляется приводом от электродвигателя через цепную передачу (не показано) звездочки 19, передающей вращение через включенную электромагнитную муфту 20 на цилиндр 18, обоаэующий ползунковую пару с выдвижным упором 17, вкручивающимся в резьбовое отверстие стенки блока приводных упоров 15.
Постановка прижимов осуществляется шпинделем станка 1, удерживающего при- жим за конусную часть хвостовика 30 и устанавливающим его на упор 17 с опорой развитой части корпуса на рядом располо- женные упоры 17 и изделие 5 (фиг.5), нажимом шпинделя на хвостовик 30 взводятся пружины 27 и фиксируются с одновременной фиксацией прижима на упоре 17 поворотом хвостовика 30, что приводит к поступательному движению гайки 31 и расклиниванию шариков 29 в замке, после чего шпиндель станка ртводится, съем прижима осуществляется в обратной последовательности.
Таким образом обеспечивается повышение точности обработки за счет подачи из накопителя под обработку базированных деталей и использования единого комплекта баз для всех этапов обработки, что выражается в использовании при всех переустановках одних и тех же установочных элементов, сопрягаемых с одними и теми же координатными отверстиями, что исключает накопление погрешностей.
Формула изобретения 1. Гибкий производственный модуль, содержащий многооперационный станок с ЧПУ, накопитель, транспортный робот с базирующими элементами и устройство для фиксации изделий в виде установленного на основании полого корпуса с прижимными элементами, отличающийся тем, что. с целью повышения точности обработки за счет подачи из накопителя под обработку базированных деталей и использования единого комплекта баз для всех этапов обработки, корпус выполнен в виде правильного многогранника и разъемным по вертикали и состоит из двух симметричных призм, образованных плоскостью, проходящей через две противолежащие вершины,- причем одна из призм закреплена на основании, выполненном с возможностью вращения, а другая связана с первой по месту стыка посредством винтовой пары и одной из своих свободных вершин закреплена на дополнительно введенной каретке с возможностью ограниченного поворота и примыкания одной из своих граней к ответной ей грани первой призмы, причем каждая из призм включает в себя установленные с возможностью взаимного перемещения от привода по направляющим блоки приводных упоров, заключенных в короб, и размещенные параллельно им плиты с установочными элементами и сеткой координатных ступенчатых отверстий по торцам плит, при этом установочные элементы выполнены с резьбовым хвостовиком по периметру и замковыми соединениями по торцам, а упором установлены с возможностью возвратно-поступательного перемещения и имеют на каждом из своих торцов замковые соединения, причем последние на одном из торцов, ответным замковым соединениям установочных элементов, обращенных к упорам, при этом устройство для фиксации изделий снабжено двумя установочными стержнями, на которых выполнены базирующие по- верхности для взаимодействия с ответными им отверстиями плит, причем накопитель выполнен в виде установленной на основании с возможностью вращения пространственной фермы, внутри которой вертикально в ряд установлены приспособления-спутники, выполненные в виде плоских рамок с базирующими элементами и сеткой координатных отверстий, аналогичных упомянутым отверстиям плит, а транспортный робот
выполнен в виде установленной с возможностью возвратно-поступательного перемещения по направляющим рамки, снабженной прижимами
2. Модуль по п. 1.отличающийся тем, что торцы упоров, за исключением ofr1 ращенных к установочным элементам, выполнены со скосами

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| Устройство для установки изделия на поворотном столе | 1990 |
|
SU1785865A1 |
| Устройство для смены,фиксации и зажима приспособлений-спутников | 1980 |
|
SU867604A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
| Гибкий производственный модуль | 1986 |
|
SU1315222A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |

Изобретение относится к многооперационным станкам с ЧПУ для механической обработки деталей. Сущность изобретения: устройство позволяет базировать и фиксировать заготовху с помощью установочных элементов и обеспечить переустановку заготовки посредством раскрытия корпуса в виде двух симметричных призм с помощью поворотного стола и манипулятора. Прижим заготовки осуществляется зажимами шпинделем станка. Подача заготовки из накопителя на устройство осуществляется транспортным роботом в виде рамки с помощью приспособлений-спутников, на кото- рых заготовка забазирована и зафиксирована элементами. Дополнительная жесткость заготовки обеспечивается выдвижными упорами, подводимыми под заготовку. Последние обеспечивают также автоматическую постановку зажимов. Выборочное выдвижение упоров осуществляется с помощью электромагнитных моментов муфт. Использование при всех переустановках одних и тех же установочных элементов, сопрягаемых с одними и теми же координатными отверстиями, исключает накопление погрешностей. 1 э.п.ф-лы, 7 ил.
-Ч...
. И4
Лмк.. г -s
Ж
Ж
PuzJ
i82fr28I
1824287 ,„.Г/у7 . -А#
21
Фиг.З
гаг. 6
| Кузнецов Ю.И | |||
| и др | |||
| Оснастка для станков с ЧПУ | |||
| Справочник, М., 1983, с.68, рис.55; стр.119, рис.106 | |||
| Гибкий производственный модуль | 1986 |
|
SU1315222A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
