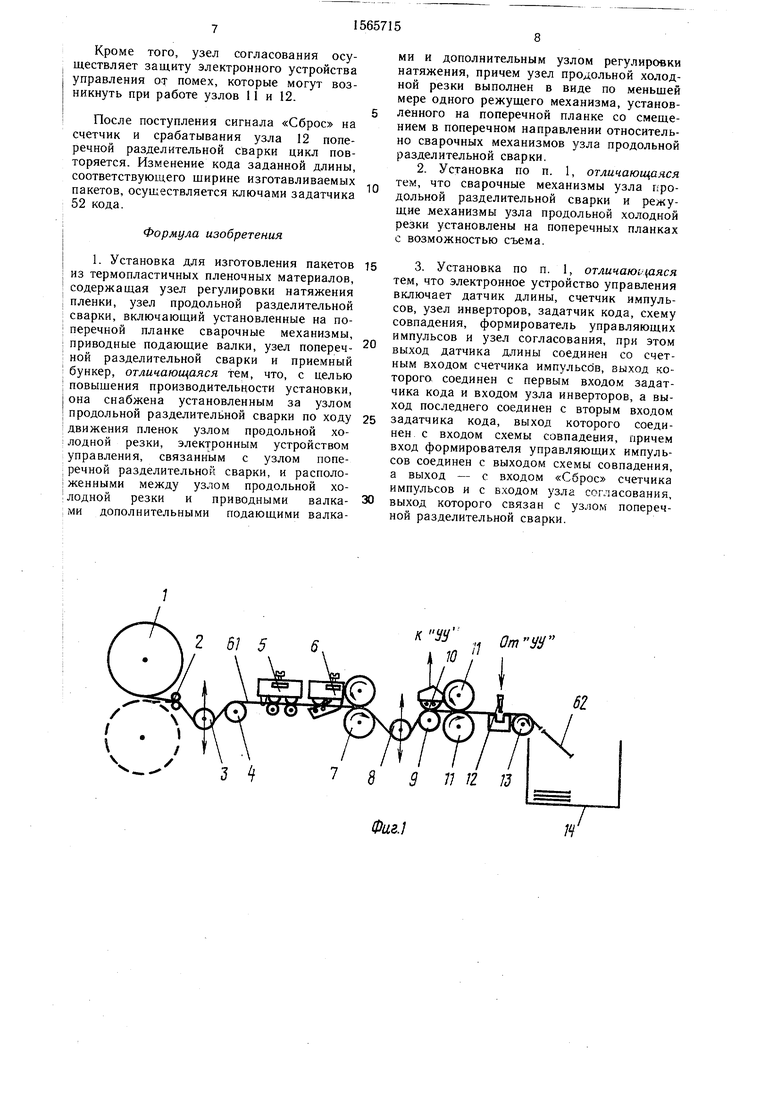
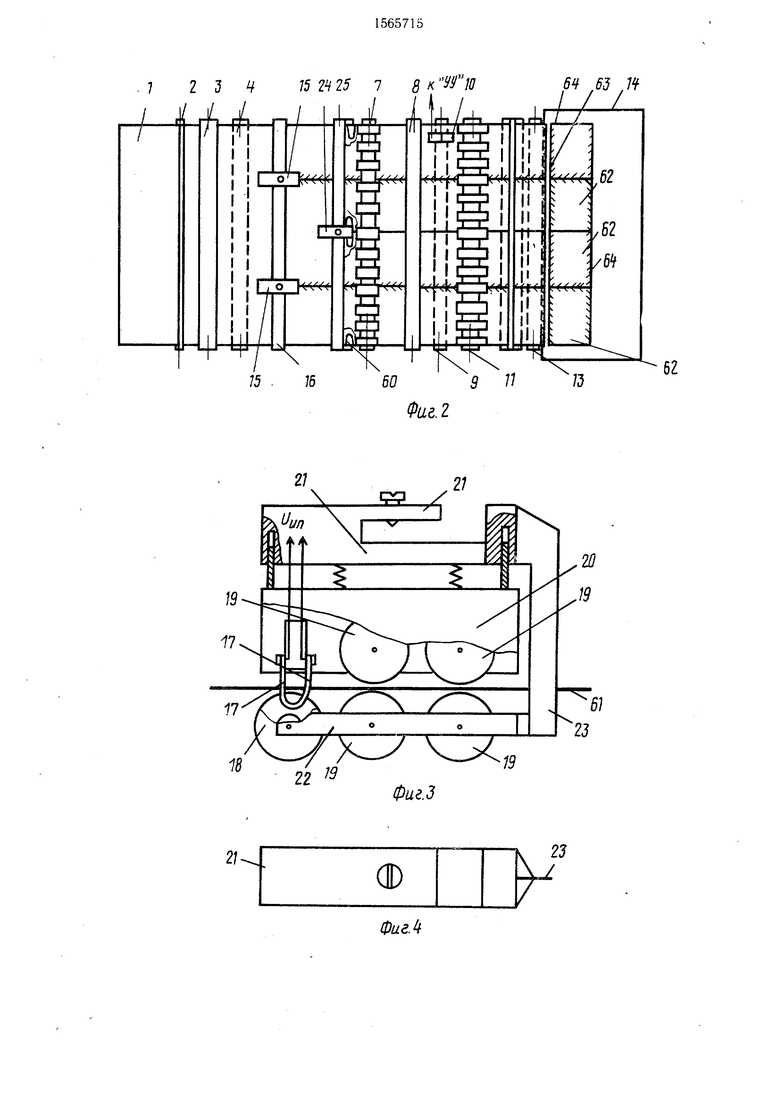
ключающий рулон сдвоенной термопластичной пленки (или два рулона однослойной пленки), направляющие валики 2, узел 3 регу лировки натяжения термопластичной пленки, направляющий валик 4, узел 5 продольной разделительной сварки, узел 6 продольной хо лодной резки, приводные подающие валки 7, дополнительный узел 8 регулировки натяжения пленки, направляющий валик 9, над которым закреплен измеряющий диск 10, приводные подающие валки 11, узел 12 поперечной разделительной сварки, сбрасывающее устройство 13 и приемный бункер 14.
Узел 5 продольной сварки состоит из съемных сварочных механизмов 15, расположенных на поперечной крепежной планке 16. В зависимости от размеров изготавливаемых пакетов число сварочных механизмов 15 и расстояния между ними изменяются.
Сварочный механизм 15 (фиг. 3 и 4) включает тепловой нож 17 из высоко- омной проволоки с роликовым прижимом 18 и обжимающие ролики 19, верхние из которых закреплены в каркасе 20, подпружиненном относительно установочного зажима 21, а нижние установлены на рамке 22 вертикального разделительного ножа 23, жестко скрепленного с установочным зажимом 21.
Узел 6 продольной холодной резки состоит из набора съемных режущих механизмов 24, установленных на поперечной планке 25. Крепежные планки 16 и 25 могут быть объединены в одну планку, если размеры изготавливаемых пакетов это позволяют. Количество съемных режущих механизмов также гожет меняться, причем число их будет (п-1), при этом за один цикл автомат будет изготавливать 2 п пакетов. Минимальное число режущих механизмов 24 при изготовлении пакетов из рукавной пленки равно одному. Режущие механизмы 24 смещены в поперечном направлении относительно сварочных механизмов 15.
Если пакеты изготавливаются не из рукавной пленки, а из раздельных листов термопластичного материала, то чередование механизмов узлов 5 и 6 меняется, т. е. на места сварочных механизмов 15 узла продольной разделительной сварки устанавливаются режущие механизмы узла продольной холодной резки и наоборот.
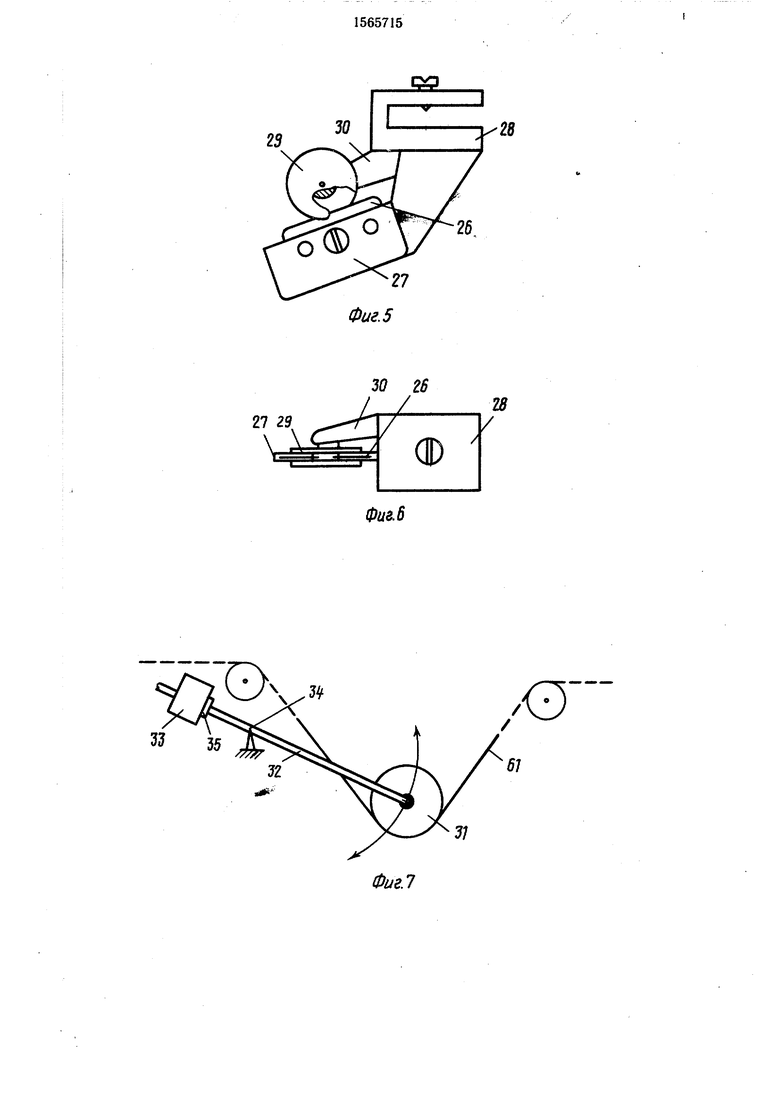
Съемный режущий механизм 24 (фиг. 5 и 6) состоит из ножа 26, установленного в держателе 27 и скрепленного с установочным зажимом 28, и прижимного ролика 29, ось которого также связана с установочным зажимом 28 посредством держателя 30.
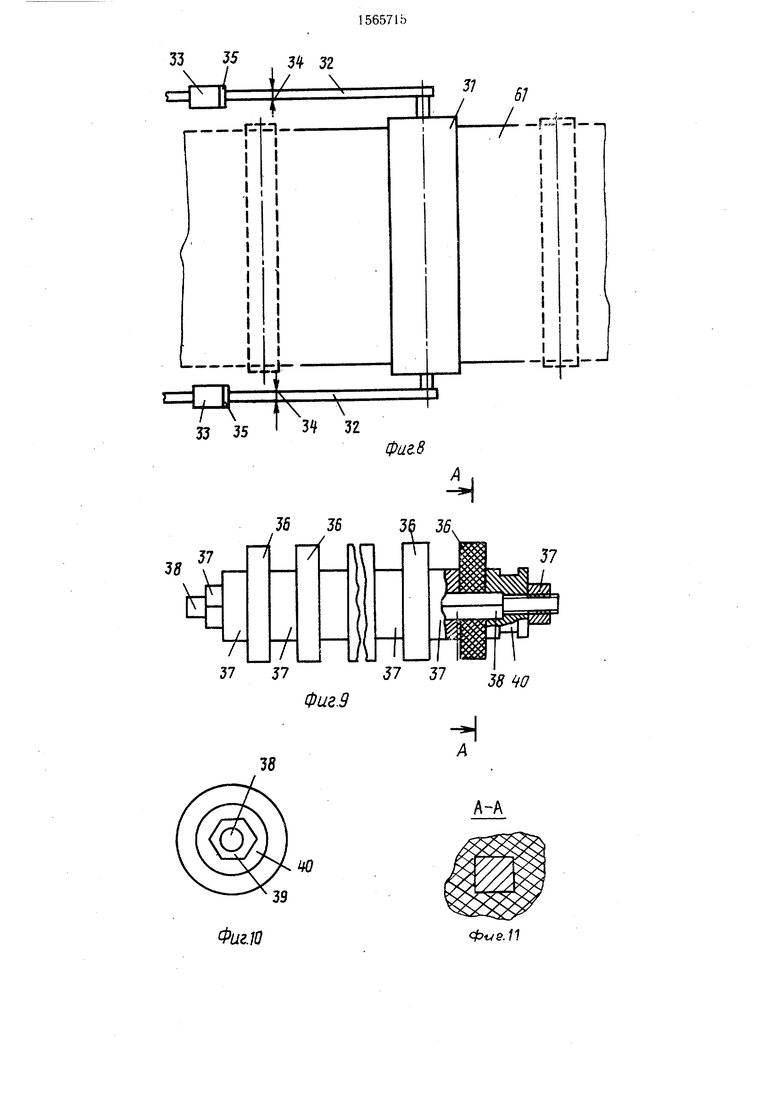
Узел 3 регулировки натяжения и дополнительный узел имеет одинаковую структуру и включают (фиг. 7 и 8) скользящий валик 31, ось которого соединена с концами качающихся штанг 32. Валик 31 под
действием собственного веса осуществляет натяжение термопластичной аленки. Для регулировки силы натяжения ленты на противоположных концах штанг 32 установлены
противовесы 33, фиксация которых относительно оси 34 осуществляется регулировочными гайками 35.
Подающие приводные валки 7 и 11 могут быть выполнены в виде чередующихся резиновых шайб 36 (фиг. 9-11) и металлических шайб 37, расположенных на общей оси 38, имеющей на концах резьбовые штыри, и стянутых по краям гайками 39. Движение подающих валков может осуществляться, например, ременной передачей (не показана) на приводную шайбу 40.
Дополнительный узел 8 регулировки натяжения пленки и дополнительные подающие валки 7 расположены между узлом 6 продольной холодной резки и приводными
0 валками 11.
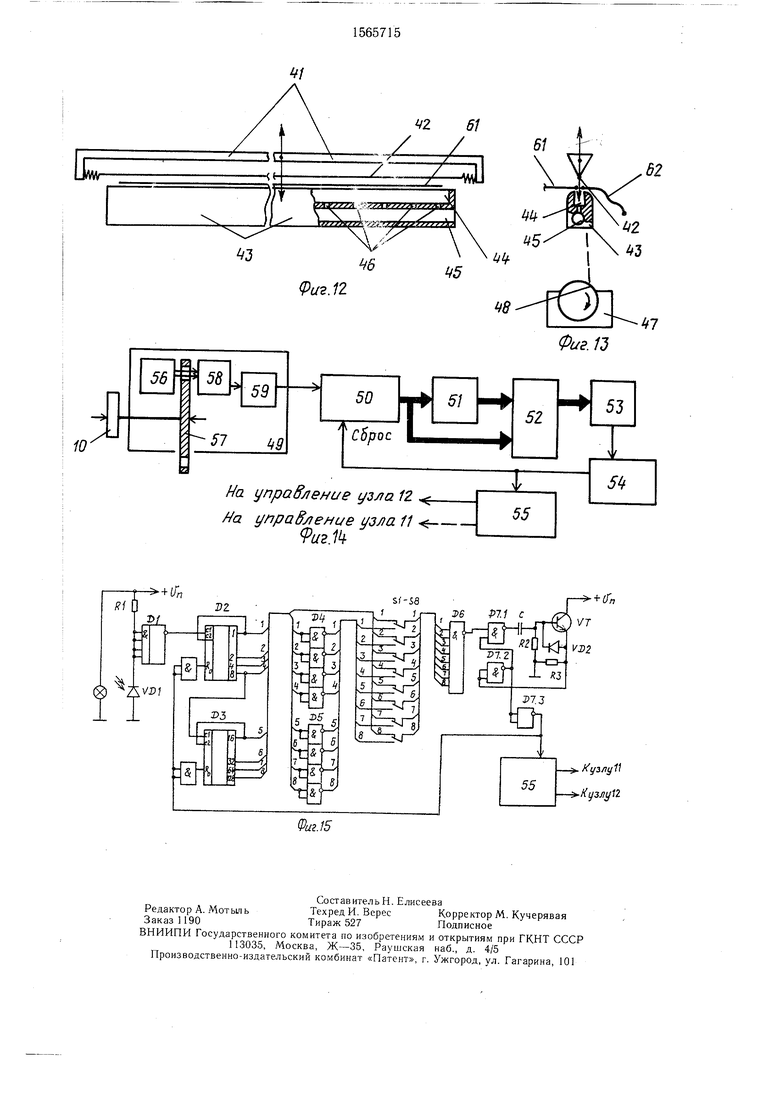
Узел 12 поперечной разделительной сварки (фиг. 12 и 13) состоит из подвижной и вертикальной плоскостей рамки 41, на которой закреплен нагревательный эле5 мент 42 (высокоомная проволока, например нихромовая), и пневмоприжима ,43. Последний представляет собой жесткий брус, расположенный поперек движения термопластичной пленки, с вертикальным пазом 44 л воздуховодом 45, расположенным вдоль
0 него. Чаз 44 и воздуховод 45 сообщаются между собой посредством отверстий 46. Вертикэпьное перемещение подвижной рамки 41 может осуществляться, например, электродвигателем 47 с эксцентриком 48 или с помощью электромагнита (не пока5 зан). Запуск привода рамки осуществляется по команде электронного устройства управления, связанного с узлом 12.
Электронное устройство управления (фиг. 14) Бллючает датчик 49 длины, счетчик 50 импульсов, узел 51 инверторов, задатчик 52 кода, схему 53 совпадения, формирователь 54 управляющих импульсов и узел 55 согласования. Выход датчика 49 длины соединен со счетным входом счетчика 50 импульсов, выход которого сое5 динен с первым входом задатчика 52 кода и входом узла 51 инверторов. Выход узла 51 инверторов соединен с вторым входом задатчика 52 кода, выход которого соединен с входом схемы совпадения 53. Вход формирователя 54 управляющих импульсов
0 соединен с выходом схемы 53 совпадения, а выход - с входом «Сброс счетчика 50 импульсов и с входом узла 55 согласования. Выход узла 55 согласования связан с узлом 12 поперечной разделительной сварки и подающими валками 11.
5
Датчик 49 длины представляет собой последовательно расположенные источник 56 излучения, прерыватель 57 потока излуче0
ния, скрепленный с измеряющим диском 10, фотоприемник 58 и формирователь 59 импульсов.
Прерыватель 57 потока излучения устроен таким образом, что в непрозрачном диске вдоль его края по всему периметру равномерно расположены отверстия (или прорези), число N которых должно удовлетворять условию
N-b
где L - периметр измеряющего диска 10;
а - шаг дискретизации преобразования измеренной длины в последовательность импульсов.
В качестве измеряющего даска может применяться сам прерыватель, в этом случае L - периметр прерывателя.
Последовательность импульсов с выхода формирователя 59, являющегося выходом датчика 49 длины, поступает на счетный вход счетчика 50. Каждый разряд кода измеренной длины с выходов -счетчика 50 поступает на входы задатчика 52 кода как в прямом, так и в инвертированном виде через узел 51 инверторов. Задатчик 52 кода представляет собой набор независимых ключей, с помощью которых задается преобразование, в результате которого коду заданной длины на выходах счетчика 50 будут соответствовать логические единицы на всех выходах задатчика 52 кода. Эта комбинация поступает на вход схемы 53 совпадения, представляющей собой m входо- вой логический элемент И, где m - число разрядов в счетчике. С выхода схемы 53 совпадения сигнал о совпадении поступает на формирователь 54 управляющих импуль- сов, с выхода которого поступает команда «Сброс на счетчик 50, а через узел 55 согласования - на управляющие входы узла 12 поперечной разделительной сварки, резки -(фиг. 1) и на управление приводными валками 11, если требуется их остановка на время работы узла 12 поперечной разделительной сварки.
Возможный вариант реализации электронного устройства управления приведен ра фиг. 15. Электронная часть датчика 49 длины выполнена на элементах Л, VD1, Rl, D1. Счетчик 50 выполнен на элементах D2 Оз, а узел 51 инверторов - на элементах D4, ОБ. Независимые ключи Si-SB реализуют задатчик 52 кода, а элемент De - схему 53 совпадения. Формирователь 54 управляющих импульсов выполнен на элементах D7, С, R2, VT, VD2, R3. Установка содержит также разделительные Ножи 60, установленные за узлом 6 (фиг. 2).
Установка работает следующим образом.
Сдвоенная термопластичная пленка 61
(фиг. 1) с рулона через направляющие
0
5
5 ° 5 0
5 0
валики 2 н узел 3 регулировки натяже ния с направляющим вали .ом 4 поступает на узел 5 продольной разделительной сварки и узел 6 продольной холодной резки. Движение сдвоенной пленки на этом участке происходит р номерно под действием дополнительных подающих валков 7, на выходе с которых исходная пленка пре - ставляет собой набор полурукавов за-дат-ои ширины. Далее этот набор no. Kdism, через дополнительный узел 8 pei тип м:кп натяжения и направляющий вали,, Р ки которым закреплен измеряющий диск Н) ич- чика 49 длины электронного стронет в,1 управления, под действием подающих валков 11 поступает на узел 12 поперечной разделительной сварки, с которого посредством сбрасывающего устройства 13 готовые пакеты 62, имеющие три сварных шва 63 и раскрытую горловину 64, транспортируются в приемный бункер 14 Для предотвращения слипания горловины 64 изготовляемых пакетов за узлом 6 продольной холодной резки устанавливаются горизонтальные разделительные ножи 60, скользящие между верхним и нижним листами термопластичной пленки 61
Управление узлом 12 поперечной разделительной сварки осуществляется следующим образом.
Измеряющий диск 10 датчика 49 длины, прокатываясь на поверхности пленки 61, передает вращательное движение на прерыватель 57 (фиг. 14), который, прерывая поток излучения между источником 56 излучения и фотоприемником 58, включенном на входе формирователя 59 импульсов, осуществляет преобразование: единица длины - импульс напряжения При этом шаг дискретизации равен а. Полученная последовательность импульсов поступает на счетный вход счетчика 50, где преобразуется в код измеренной длины, каждый разряд которого в прямом и инвертированном виде поступает на входы задатчика 52 кода, где с помощью ключей задается преобразование код заданной длины на выходе счетчика 50 - логические единицы на всех выходах задатчика 52 кода, которые поступают на входы схемы 55 совпадения. По приходе этой комбинации на входы схемы 53 совпадения на ее выходе происходит смена логического состояния, по которой формирователь 54 управляющих импульсов вырабатывает выходной импульс с заданными длительностью и амплитудой, который,поступает на вход «Сброс счетчика 50 и на вход узла 55 согласования, в задачи которого входит подача сигнала включения цикпа движения вниз-вверх узла 12 поперечной разделительной сварки, а на подающие валки 11, если требуется сигнал остановки на время этого цикла.
Кроме того, узел согласования осуществляет защиту электронного устройства управления от помех, которые могут возникнуть при работе узлов 11 и 12.
После поступления сигнала «Сброс на счетчик и срабатывания узла 12 поперечной разделительной сварки цикл повторяется. Изменение кода заданной длины, соответствующего ширине изготавливаемых пакетов, осуществляется ключами задатчика 52 кода.
Формула изобретения
1. Установка для изготовления пакетов из термопластичных пленочных материалов, содержащая узел регулировки натяжения пленки, узел продольной разделительной сварки, включающий установленные на поперечной планке сварочные механизмы, приводные подающие валки, узел поперечной разделительной сварки и приемный бункер, отличающаяся тем, что, с целью повышения производительности установки, она снабжена установленным за узлом продольной разделительной сварки по ходу движения пленок узлом продольной холодной резки, электронным устройством управления, связанным с узлом поперечной разделительной сварки, и расположенными между узлом продольной холодной резки и приводными валками дополнительными подающими валка
0
5
0
0
ми и дополнительным узлом регулировки натяжения, причем узел продольной холодной резки выполнен в виде по меньшей мере одного режущего механизма, установленного на поперечной планке со смещением в поперечном направлении относительно сварочных механизмов узла продольной разделительной сварки.
2.Установка по п. 1, отличающаяся тем, что сварочные механизмы узла продольной разделительной сварки и режущие механизмы узла продольной холодной резки установлены на поперечных планках с возможностью съема.
3.Установка по п. 1, отличающаяся тем, что электронное устройство управления включает датчик длины, счетчик импульсов, узел инверторов, задатчик кода, схему совпадения, формирователь управляющих импульсов и узел согласования, при этом выход датчика длины соединен со счетным входом счетчика импульсо в, выход которого соединен с первым входом задатчика кода и входом узла инверторов, а выход последнего соединен с вторым входом задатчика кода, выход которого соединен с входом схемы совпадения, причем вход формирователя управляющих импульсов соединен с выходом схемы совпадения, а выход - с входом «Сброс счетчика импульсов и с входом узла согласования, выход которого связан с узлом поперечной разделительной сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 1991 |
|
RU2021138C1 |
| Система автоматической сортировки проката | 1986 |
|
SU1395399A1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| Способ непрерывного изготовления металлических обшивок для панелей с утеплителем и устройство для его осуществления | 1989 |
|
SU1735028A1 |
| Установка для сварки пакетов из рукавной термопластичной пленки | 1984 |
|
SU1191301A1 |
| Устройство для сварки пакетов магнитопроводов электрических машин | 1988 |
|
SU1619368A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Устройство для управления импульсной резкой заготовки | 1984 |
|
SU1219239A1 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для контактной сварки | 1975 |
|
SU685458A1 |
Изобретение относится к сварке пластмасс и может быть использовано при изготовлении пакетов различных размеров. Цель - повышение производительности установки. Для этого установка снабжена установленным за узлом продольной разделительной сварки по ходу движения пленок узлом продольной холодной резки, электронным устройством управления, связанным с узлом поперечной разделительной сварки, и расположенными между узлом продольной холодной резки приводными валками дополнительными подающими валками и дополнительным узлом регулировки натяжения. Узел продольной резки выполнен в виде по меньшей мере одного режущего механизма, установленного на поперечной планке со смещением в поперечном направлении относительно сварочных механизмов узла продольной разделительной сварки. Сварочные механизмы узла продольной разделительной сварки и режущие механизмы узла продольной холодной резки установлены на поперечных планках с возможностью съема. Кроме того, электронное устройство управления включает датчик длины, счетчик импульсов, узел инверторов, задатчик кода, схему совпадения, формирователь управляющих импульсов и узел согласования. Выход датчика длины соединен со счетным входом счетчика импульсов, выход которого соединен с первым входом задатчика кода и входом узла инверторов. Выход узла инверторов соединен с вторым входом задатчика кода, выход которого соединен с входом схемы совпадения. Вход формирователя управляющих импульсов соединен с выходом схемы совпадения, а выход - с входом "Сброс" счетчика импульсов и с входом узла согласования. Выход узла согласования связан с узлом поперечной разделительной сварки. 2 з.п. ф-лы, 15 ил.
. Oa-Xf
ю п
62
Щ
Т
ю t-LO
О Ю
to
SP
N|
л.
OJ
СЧ1 «XJ
t; j
4
00
CV4
23
30 26
г г
Я 35
26
г
Фиг. 5
28
/
/
37
Фиг.7
V-V
V
ОЬК
tt
Ъ
.
--ь.Ы19
7
6Ј
Ofr
0Ј
ZЈ Ы
х
SЈ ЈЈ
tt/
-b.-J
/
U №5ЈЈЈ
Я
4U9991
Риг.12
AW);
Фиг. 13
| Установка для изготовления мешочков из термопластичной двухслойной пленки | 1976 |
|
SU573362A1 |
| Солесос | 1922 |
|
SU29A1 |
| УПРАВЛЯЮЩАЯ ДВИГАТЕЛЬНАЯ УСТАНОВКА КОСМИЧЕСКИХ АППАРАТОВ И СТАНЦИЙ С РАКЕТНЫМИ ДВИГАТЕЛЯМИ МАЛОЙ ТЯГИ (ВАРИАНТЫ) | 1997 |
|
RU2111904C1 |
| Солесос | 1922 |
|
SU29A1 |
