QO
11
Изобретение относится к упаковочной технике, а конкретно К сварке пакетов из рукавной термопластичной пленки.
Цель изобретения - расширение технологических возможностей установ ки за счет обеспечения возможности . изготовления односекционных пакетов различного размера и многосекционных пакетов.
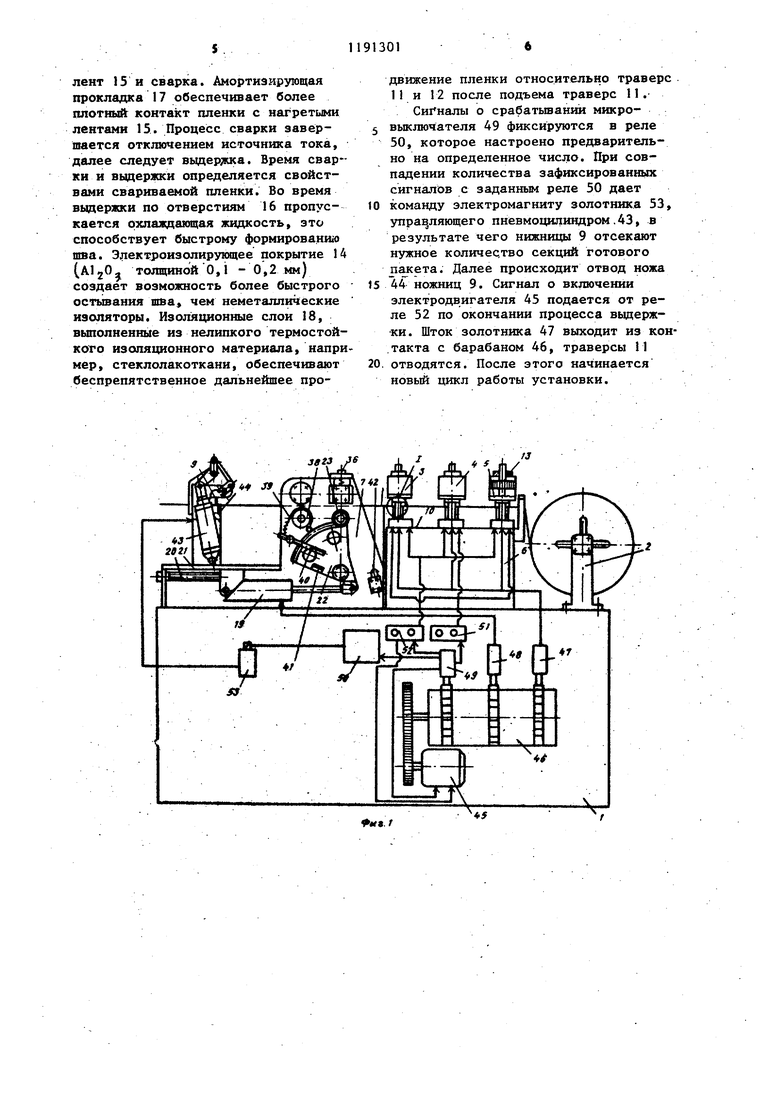
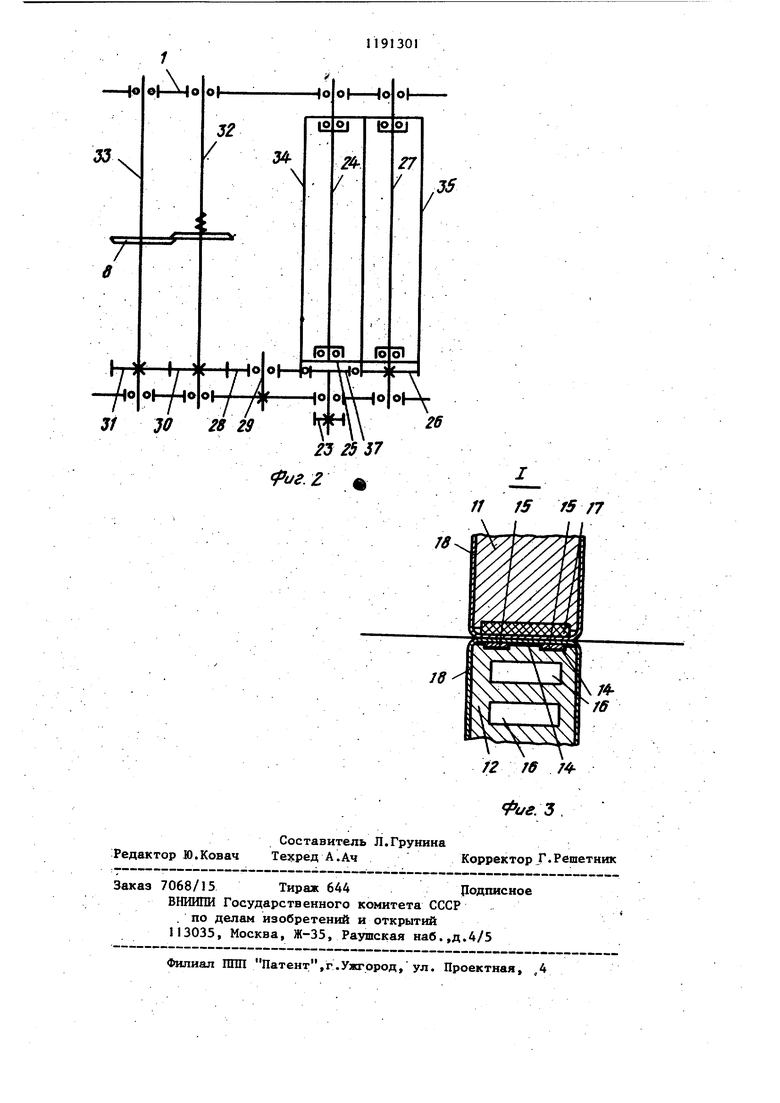
На фиг.1 изображена установка, общий вид; на фиг.2 - кинематическая схема -валкового механизма подачи; на фиг.З - узел 1 на фиг.1.
Установка для сварки пакетов из рукавной термопластичной пленки содержит корпус 1. на котором уста, новлены рулонодержатель 2 с рулоном пленки, три сварочных узла 3 - 5 сварочного устройства 6, валковый механизм 7 подачи пленки под еварку,механизм 8 резки для продольной резки пленки и ножницы 9 механизма поперечной резки.
Сварочные узлы установлены на направляющих; 10 корпуса 1 с возможностью перемещения и фиксации. Каждый из сварочных узлов содержит две траверсы 11 и 12 (верхнюю прижимную и нижнюю неподвижную и два пневмохцшиндра 13 передвижения, корпуса которых жестко связаны с верхними траверсами 11. Нижняя траверса 12 имеет электроизолирующее покрытие 14, в ее пазах уложены два лагревателя, выпол нённые в виде металлических лент 15, соединенных с источником тока (не показан).Внутри нижней траверсы 12 параллельно двум металлическим лентам 15 одно под другим вьшолнены два отверстия 16 для подвода и отвода охлаждающей жидкости. В верхней траверсе предусмотрена амортизирующая прокладка 17. Обе траверсы 11 и 12 покрыты слоем 18 изоляционного термостойкого нелипкого материала, напр мер стеклолакоткани.
В валковом механизме 7 подачи пневмоцилиндр 19 схнабжен винтом 20, регулирующим ход посредством передвижения корпуса пневмоцилиндра 19 вдоль направляющей 21. Шток пневмоцилиндра 19 шарнирно связан с зубчатым сектором 22, который входит в зацепление с шестерней 23, установленной на ведущем валу 24 (фиг.2). Внутри корпуса 1 на валу 24 закреплена шестерня 25,контактирующая одновременно
012
с зубчатой шестерней 26, устанрвленной на ведомом валу 27, , и зубчатой . шестерней 28, ось которой закреплена в корпусе 1. Вал 27 располагается над ведущим валом 24. Шестерня 28 входит в зацепление с шестерней 29, которая контактирует, в свою очередь, с зубчатой шестерней 30. Шестерни 30 и 31 установлены соответственно на валах 32 и 22, на которых также установлены диски механизма 8 резки, имеющие возможность переустановки вдоль осей валов 32 и 33. Вал 33 располагается над валом 32. На валы 24 и 27 надеты обрезиненные валки 34 и 35,для плотного контакта их пре- дусмотрены в корпусе I два пружинных прижима 36. В шестерню 25 вмонтирован муфта 37 обратного хода, предотвращающая обратный проворот валков 34 и 35.
На 32 установлен шкив 38 леяточногр тормоза 39, один конец которого закреплен на корпусе валкового механизма 7, другой (подпружиненный)) соединение рычагом 40, имеющим возможность вращения вокруг оси, закрепленной в корпусе валкового механизма 7, и контакта с упором . 41, установленным на зубчатом секто-. ре 22, который, в свою очередь, контактирует в конце хода с амортизирующим пневмоупорам 42.
Ножницы 9 включают пневмоцилиндр 43 и ножи 44. ,
Автоматическая система управления содержит электродвигатель 45, приводящий во вращение барабан 46 управления механизмами установки, золотники 47 и 48, расположенные на одной оси с миКровыключатеяем 49, связанным электрически с реле 50 счета импульсов, реле 51 задания времени сварки -и реле 52 времени вьщержки пленки после нагрева, которое управляет также включением электродвигателя 45, и управляющий золотник 53 с электромагнитом.
Установка работает следующим образом.
Перед началом работы производится установка сварочных узлов 3 -. 5 на направляющих 10 корпуса 1 на определенный шаг друг относительно друга. В предлагаемой установке три сварочных узла. Использование узлов в других количествах возможно, но указанное число предста вляется наиболее рациональным, так как произ3 . 1
водительнее по сравнению с одним или двумя узлами и экономичнее по сравнению с четырьмя, пятьюи т.д. из-за увеличения габаритов, сложное ти настройки и обслуживания уста- новки, например, в единичном или .
мелкосерийном производстве. Причем при использовании четного числа узг лов наименьший, размер пакета определяется наименьшим расстоянием между узлами, нечетное количество узлов дает возможность получить пакет меньшего размера. Пневмоцилйндр .19 настраивается на ход, соответствующий передвижению валками 34
и 35 пленки, например, на полтора шага. Переключатель реле 50 счета импульсов устанавливается на деление, соответствующее количеству секций упаковки, которое нужно полу.чить. Пленка .заправляется между . траверсами 11 и 12 и валками 34 и 35, при этом валок 35 стягивается благодаря пружинным прижимам 36. Далее пленка заправляется между дис:ками механизма 8 отрезки и ножами 44 ножниц.9.
: При включении электродвигателя |45 автоматической системы управлеления вращение передается 6iapa6aну 46 через зубчатую передачу. На барабане 46 набрана программа, задающая цикл работы всех механизмов и устройств установки при последовательном контакте соответствующих кулачков с золотниками 48 и 47 и микровыключателем 49. Полньй цикл работы осуществляется за один оборот и останов до начала нового оборота ба.рабана 46 в следующей последовательности: подача обрезиненными валками 34 и 35 пленки до их остановки, прижим траверсами 11 пленки и выключение электродвигателя 45, далее с момента остановки до начала вращения барабана 46 происходит работа ножниц 9, сварка и выдержка пленки, с началом нового оборота осуществляется отвод траверс II, затем цикл повторяется. Причем ножницы 9 срабатьшают не в каждом цикле, а согласно настройке реле 50 счета импульсов.
. Управляющий золотник 48 получает от барабана 46 комаьаду на подачу пленки. В результате шток пневмоцилиндра 19 поворачивает зубчатый сектор 22, которьй приводит в движение
913014
шестерню 23, а следовательно, ведущий вал 24 и насаженную на него шестерню 25, которая, в свою очередь, передает вращение ведомому валу 27 5 через закрепленную на нем шестерню 26. Таким образом зубчатые шестерни 25 и 26 приводят во вращение навстречу друг другу связаннь1е с ними содтветственно обрезиненные валtO ки 34 и 35, которые протягивают
пленку. Одновременно с подачей пленки под сварку происходит и её продол ная резка: .от ведущей шестерни 25 /вращается зубчатая шестерня 28, которая передает вращение зубчатым
шестерням 30 и 31, приводящим в движение навстречу друг другу валы 32 и 33 с установленными на них дисками механизма резки. Далее разрезанQ ная пленка попадает под ножницы 9 поперечной резки.
Прекращение подачи происходит при контакте зубчатого сектора 22 с амортизирующим пневмрупором 42,
5 Гашение махового момента валов 32 35 осуществляется торможением вала 32 при натяжении ленточного тормоза 39 рычагом 40, контактирующим с упором 41 сектора 22 в конечном его
« положении.Шток золотника 48 выходит из контакта с барабаном 46, в следующий момент вступает в контакт шток золотника 47, т.е. одновременно начи наются обратный ход штока пневмоци-5 линдра 19 и прижим пленки.
При обратном ходе зубчатый сектор 22 под действием штока пневмо-.. цилиндра 19 поворачивает шестерню 23 в обратном направлении, а следовательно, поворачивается обратно и ведущий вал 24. В шестерню 25, насаженную на вал 24 вмонтирована муфта 37 обратного хода, размыкающая кинематическую цепь. Таким образом обратный проворот валков 34 и 35 исключен.
Прижим пленки осуществляется опусканием траверс 11 корпусами
0 пневмоцилиндров 13 под действием . золотника 47. Затем от барабана 46 срабатывает микровыключатель 49, дающий сигнал на реле 50 счета импульсов, команды на останов .злект
родвигателя 45 и на включение реле 51 времени нагрева и реле 52 времени вьщержки пленки. При этом происходят нагрев металлических
лент 15 и сварка. Амортизирующая прокладка 17 обеспечивает более luioTHtdit контакт пленки с нагретыми лентами 15. Процесс сварки завершается отключением источника тока, далее следует выдердка. Время сварки и вьщержки определяется свойствами свариваемой пленки. Во время выдержки по отверстиям 16 пропускается рхпаядающая жидкость, это способствует быстрому формированию шва. Электроизолирующее покрытие 14 (AljOj толщиной 0,1 - 0,2 мм) создает возможность более быстрого остывания шва, чем неметаллические изоляторы. Изоляционные слои 18, выполненные из нелипкого термостойкого изоляционного материала, например, стеклолакоткани, обеспечивают беспрепятственное дальнейшее продвижение пленки относительно траверс 11 и 12 после подъема траверс 11. о срабатьшании микровыключателя 49 фиксируются в реле 50, которое настроено предварительно на определенное число. При совпадении количества зафиксированных сигналов с заданным репе 50 дает
команду электромагниту золотника 53, управляющего пневмоцилиндром.43, в результате чего нижницы 9 отсекают нужное количество секций готового пакета. Далее происходит отвод ножа
4 ножниц 9. Сигнал о включении электродвигателя 45 подается от реле 52 по окончании процесса вьщержки. Шток золотника 47 выходит из кон.такта с барабаном 46, траверсы 11
отводятся. После этого начинается новый цикл работы установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для удаления грата с плоских деталей | 1980 |
|
SU950510A1 |
| УСТРОЙСТВО для СВАРКИ ПОЛИМЕРНЫХ ПЛЕНОК | 1972 |
|
SU330034A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК РАДИОЛАМП | 1949 |
|
SU87502A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |
| УСТРОЙСТВО для РАСФАСОВКИ И УПАКОВКИ ПОРОШКС МАТЕРИАЛОВ В ПАКЕТЫ ИЗ ТЕРМОПЛАСТИЧНЫХ ПЛЕ•5 ЙЛИлП:-;^- -j'^ р viu;t<i;r = -' i! ^ 'ЩEKm^^iCll.^к hlOK | 1965 |
|
SU169442A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 1991 |
|
RU2021138C1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU930509A1 |
oh-4«
oh
Z2
/
33
ff
Jf
/
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ И НАПОЛНЕНИЯПАКЕТОВ | 0 |
|
SU281803A1 |
| Солесос | 1922 |
|
SU29A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПАКЕТОВ | 0 |
|
SU268313A1 |
| (S) () УСТАНОВКА ДЛЯ СВАРКИ ПАКЕТОВ ИЗ РУКАВНОЙ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ, содержащая корпус, сварочное устройство, механизм отрезки, механизм подачи пленки и автоматиЧ(ескую систему управления, о т Лчи ч а ю щ а я с я тем, что, с целью расширения технологических возможностей установки за счет обеспечения возможности изготовления односекционных пакетов различного размера и многосекционных пакетов , сварочное устройство выполнено в виде нескольких сварочных узлов, установленных в корпусе .с возможностью перемещения, а механизм подачи пленки выполнен в виде двух установленных на ведущем валу шестерен, одна из которых кинематически связана с зубчатым сектором, установленным с возможностью контакта с амортизирующим пневмоупором и соединенным с пневмоцилиндром, а другая снабжена муфтой обратного хода и связана с шестерней, закрепленной (Л на валу, на котором установлены механизм отрезки и ленточный тормоз , смонтированный с возможностью контакта с зубчатым сектором. | |||
