Изобретение относится к черной металлургии, конкретнее к технологии продувки стали в ковше нейтральным газом.
Целью изобретения является повышение качества металла на протяжении всей продолжительности эксплуатации фурмы.
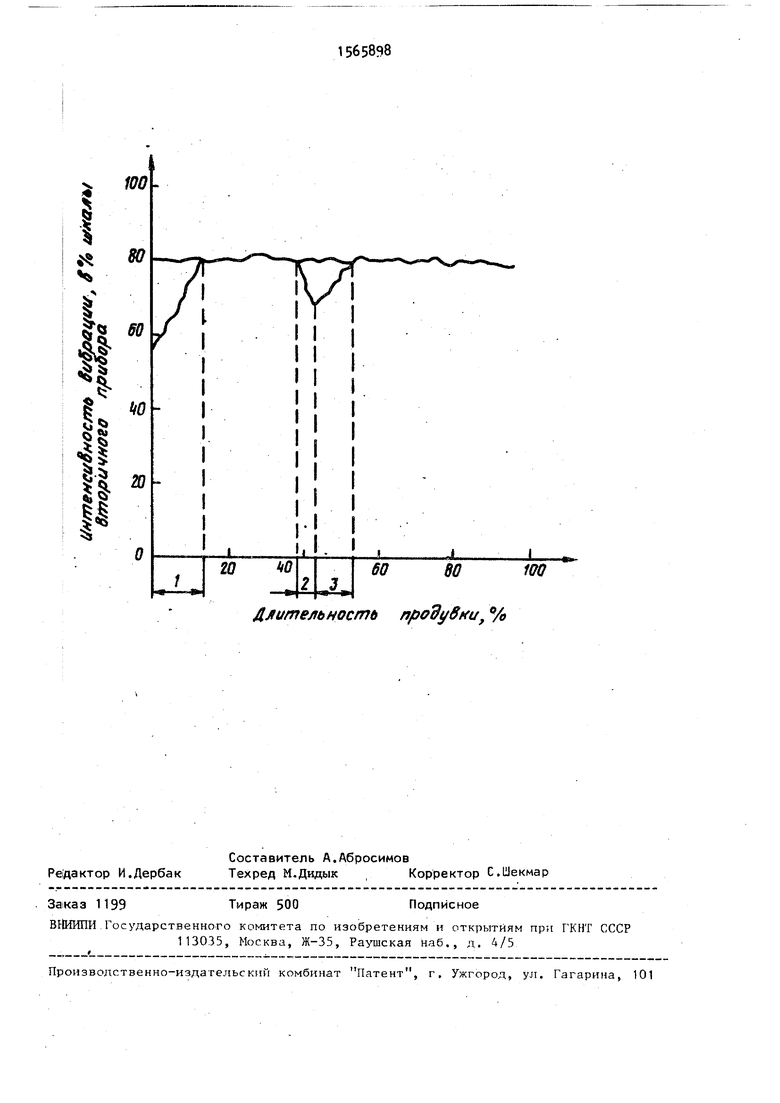
На чертеже представлена диаграмма изменения вибраций по времени.
При продувке через новую фурму расход подаваемого газа устанавливают максимально допустимым, при котором не происходит выплесков металла из ковша. Расход газа Q при этом зависит от давления дутья Р и сопли S:
сечения
Q К-Р-S, где К - коэффициент.
При затягивании сопла уменьшается его сечение и при постоянном давлении газа его расход уменьшается. Это приводит к снижению эффективности обработки и качества стали. Компенсировать уменьшение расхода при продувке можно, увеличив давление дутья.
Повышать давление и расход газа следует до определенных величин, при которых не происходит выплесков металла из ковша.
сл
05 СП
ОО СО
00
Контролировать изменение сечения сопла в ходе продувки невозможно э также не известно, до каких безо пасных значений (с точки зрения технологии продувки) можно увеличивать давление дутья, сохраняя максимально допустимый расход и эффективность обработки.
Если вести продувку по визуальным наблюдениям, то выплески возможны, а при работе с ковшевой крышкой визуальные наблюдения за поверхностью еталла исключены. I Если вести продувку, повышая при затягивании сопла расход газа no ptec- рсодомеру до максимальных значений, то это приводит к выплескам металла, При затягивании сопла повышение рас- ода увеличивает скорость истечения irasa, что при определенных значениях Интенсифицирует волнообразование на поверхности и выплески.
Продувку осуществляют используя информацию о вибрации ковша в ходе. процесса и поддерживая расход нейтрального газа максимально допустимым Взаимодействие струи и потоков в ковше при продувке новой фурмой с соплом, не затянутым металлом, характеризуется максимально допустимым расходом и соответствующим уровнем вибрации ковша (последний является контрольным значением). При данной контрольной .величине вибрации не происходит выплесков металла из ковша. При затягивании соплэ снижается величина расхода вдуваемого газа и уменьшается уровень вибрации ковша. При продувке через сопло меньшего сечения осуществляют контроль уровня вибрации ковша, а расход газа повышают до -достижения уровня вибрации ковша контрольной величины (при продувке новым соплом). В этом случае обеспечивается максимально допустимый расход газа, при котором нет выплесков металла из ковша.
Если в ходе продувки после повышения расхода сопло, затянутое металлом, размывается и увеличивается в сечении, то величина вибрации отклоняется в сторону большего от контрольного значения, что вызывает выплески металла из ковша. Тогда, с целью исключения этого явления, расход подаваемого нейтрального газа .уменьшают до значений, при которых
5
0
5
0
5
0
5
текущее значение.уровня вибрации ковша становится равным контрольной величине при продувке через новую фурму.
Возможность осуществления способа продувки без зыплесков металла на максимально допустимом расходе по уровню вибрации установлена для диапазона частот 500 - 8QO Гц. При осуществлении процесса по вибрации ковша на частотах выше 800 Гц и ниже 500 Гц повышение расхода до контрольной величины приводит к выплескам металла из ковша: на частотах ниже 500 Гц и выше 800 Гц осуществлять способ продувки невозможно.
Для проверки способа проводят опытные плавки с продувкой стали в ковше погружной фурмой. Во всех случаях длительность продувки 6 мин. Результаты сведены в таблице.
В таблице приведена разность максимального и минимального содержаний элементов в пробах, взятых по ходу разливки стали, причем во всех случаях разливают сталь одинакового химического состава. В ковшах 1 и 2 осуществляют продувку через погружную Фурму, в которой сопло затянуто металлом и его сечение меньше сечения нового сопла. расход газа 0,6 . Так как сопло затянуто металлом, не обеспечиваются расходы газа, задаваемые на продувку, и в результате продувки химическая однородность стали в ковше невысокая
Ковш 3 продувают новой фурмой, где сопло не затянуто металлом. В этом случае при расходе 1,0 м3/мин обеспечивается интенсивное перемешивание металла без выплеска стали из ковша. В результате как показали пробы на разливке, химический состав стали в ковше более однороден. На продувке ковша 3 контролируют вибрацию ковша на частоте 500 Гц. По шкале вторичного прибора уровень вибрации ковша составляет 80% шкалы и сохраняется постоянным. Это контрольная величина вибрации ковша при -продувке.
На ковшах b - 6 проведена продувка по предлагаемому способу, фурма эксплуатировалась и сопло затянуто металлом,, На чертеже приведено изменение вибрации в ходе продувки в ковше 5. В ходе продувки контролируют текущее значение вибрации ковша,
величина которого в результате того, что расход нейтрального газа меньше, также меньше. Текущее значение виб- рации ковша сравнивают с контрольным значением. Затем поднимают расход дутья и величина вибрации ковша увеличивается. Повышение расхода осуществляют до того момента, когда текущее значение вибрации ковша соот- ветствует контрольной величине (участок 1). Далее давление поддерживают так, что текущее значение вибрации ковша равняется контрольному. На участке 2 происходит снижение вибра- ции ковша. Это свидетельствует о том, что сопло еще больше затянуло металлом. При этом расход снижается и вибрация уменьшается. Расход газа повышается, а текущее значение виб- рации ковша достигает контрольной величины при продувке новой фурмой (участок 3). Далее процесс ведут при данных расходе и уровне вибрации. Величина вибрации ковша в течение всей продувки соответствует контрольному значению.
В ходе продувки выплесков металла из ковша не. происходит, хотя расход увеличен. В результате продувки по предлагаемой технологии химическая однородность стали находится на уровне, отмечаемом при продувке новой фурмы, и выше, чем при продувке с
затянутым соплом без изменения давления продувки по величине вибрации ковша.
Таким образом, предлагаемый способ позволяет повысить эффективность обработки и создает возможность автоматизации режима обработки нейтральным газом в ковше.
Формула изобретения
1.Способ продувки металла нейтральным газом в ковше, включающий подачу газа через погружную фурму с изменением расхода, отличающийся тем, что, с целью повышения качества металла ча протяжении зсей продолжительности эксплуатации фурмы, сначала определяют контрольну величину вибрации .(овша при продувке металла новой фурмой, затем в ходе эксплуатации фурмы контролируют текущее значение вибрации ковша, сравнвают его с контрольной величиной вибрации и расход нейтрального газа изменяют до значения, при котором текущее значение вибрации ковша соответствует контрольной величине вибрации.
2,Способ по п. отличающийся тем, что контроль вибрации ковша производят на частоте 500 800 Гц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения положения погружной фурмы | 1989 |
|
SU1624030A1 |
| Способ управления положением фурмы в ковше | 1989 |
|
SU1620491A1 |
| СПОСОБ АЗОТИРОВАНИЯ ЖИДКОЙ СТАЛИ В КОВШЕ | 1989 |
|
RU2009209C1 |
| СПОСОБ ХИМИЧЕСКОГО ПОДОГРЕВА СТАЛИ В КОВШЕ | 1997 |
|
RU2110584C1 |
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ РАСПЛАВА В КОВШЕ | 2006 |
|
RU2324904C1 |
| Способ обработки стали | 1981 |
|
SU996464A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2173715C2 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ РАСПЛАВА В КОВШЕ ПРИ ПЕРЕМЕННОМ ПОЛОЖЕНИИ ФУРМЫ | 1995 |
|
RU2113505C1 |
| Способ выплавки стали в конвертере | 1986 |
|
SU1337417A1 |
| СПОСОБ ВНЕПЕЧНОГО НАГРЕВА СТАЛИ | 1998 |
|
RU2125614C1 |
Изобретение относится к технологии продувки стали в ковше нейтральным газом. Цель - повышение качества металла на протяжении всей продолжительности эксплуатации фурмы. Сначала определяют контрольную величину вибрации ковша при продувке новой фурмой, затем в ходе эксплуатации данной фурмы контролируют текущее значение вибрации ковша, сравнивая его с контрольной величиной, а расход нейтрального газа изменяют до значения, при котором текущее значение вибрации ковша достигает контрольной величины. Контроль вибрации ведут на частоте 500 - 800 Гц. 1 з.п. ф-лы, 1 табл., 1 ил.
нутым соплом Продувка новой фурмой
Продувка по предлагаемому способу с изменением расхода аргона
0,01
0,009
О,ОН
0,005
WO
60
w
Ю
Длительность продувки, %
| Кудрин В.А | |||
| Металлургия стали | |||
| М,: Металлургия, 1981, с | |||
| Самовар-кофейник | 1918 |
|
SU354A1 |
| Обработка стал и в ковше нейтральными газами | |||
| - Сталеплавильное производство, М.: Черметинформация, 1987, вып | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
