Изобретение относится к электротехнике, в частности к способам изготовления шихтованных магнитопро- водов (статоров) электрических машин, и может быть использовано в электротехнической промытленнгсти и в точном приборостроении.
Целью изобретения является улучшение электромагнитных характеристик магнитопроводов путем увеличения максималььои магнитной проницаемости и снижения удельных потерь.
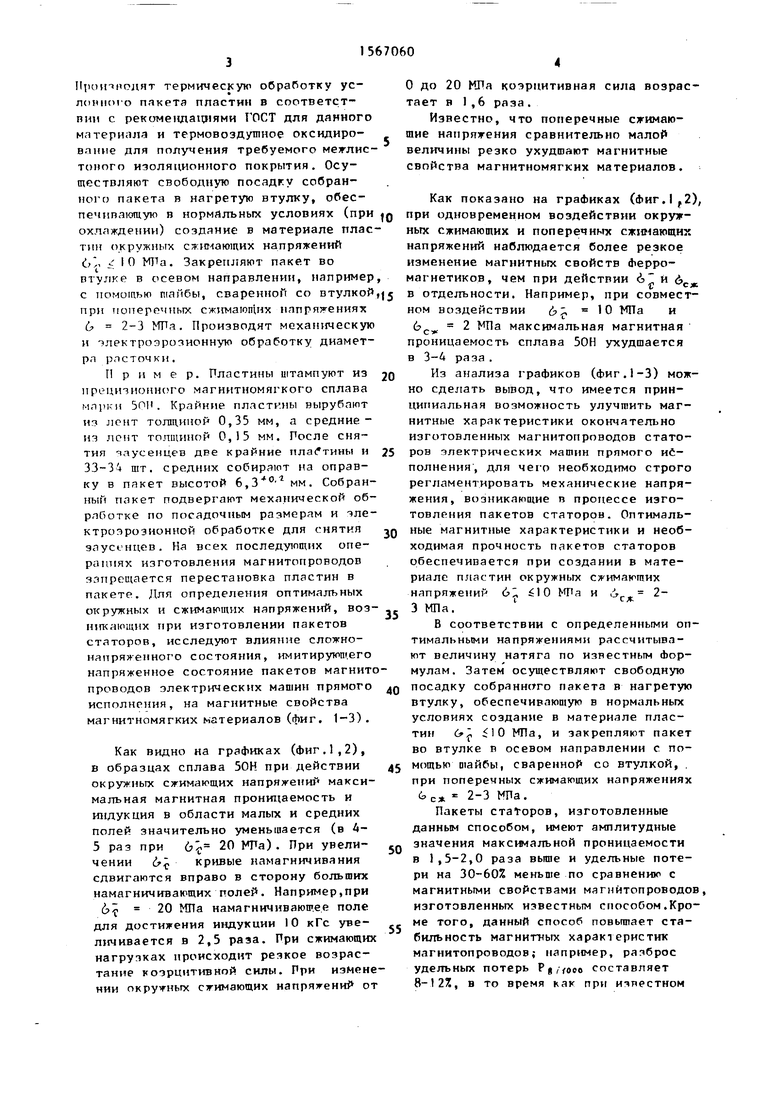
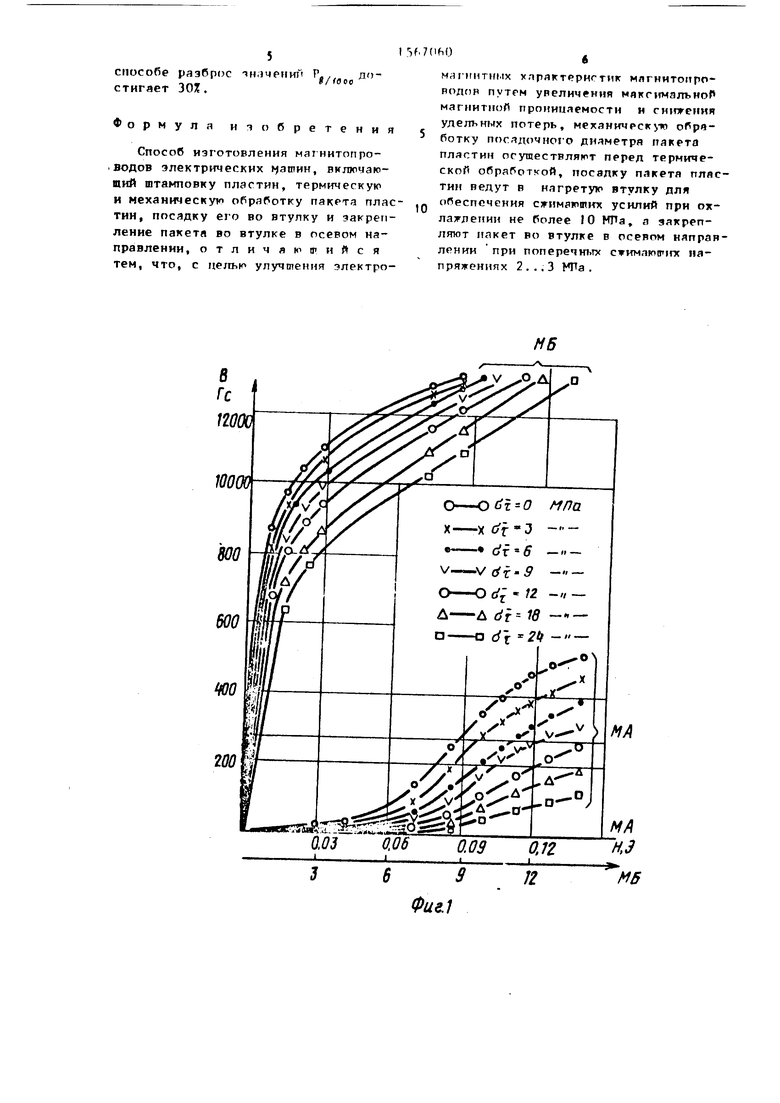
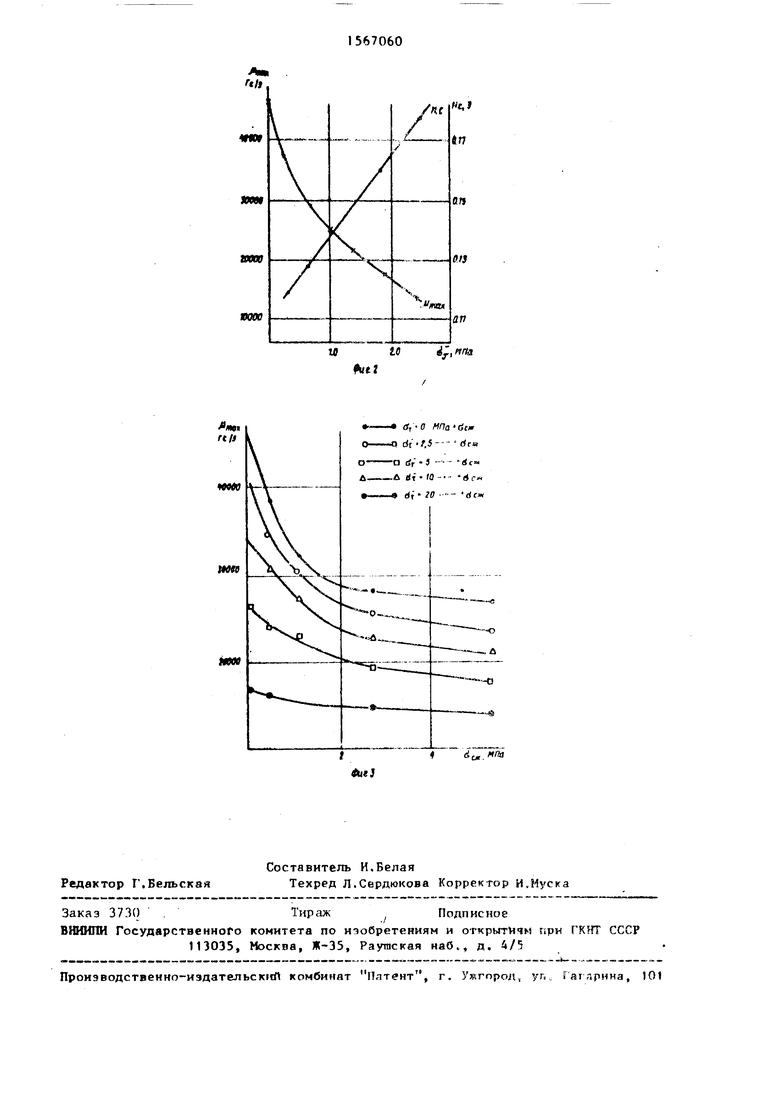
На Ьиг. 1 показано изменение максимальной магнитной проницаемости образцов сплава ЗОН при воздействии упругих окружных сжимаюшнх напряжений; на Ьиг. 2 - изменение коэрпитив- ной силы образцов сплава ЗОН при воз действии упругих окружных сжимающих напряжений} на Фиг. 3 - зависимость максимальной магнитной пронииаемости сплава 50Н от поперечных сжимающих
напряжений при одновременном воздействии окружных снимающих напряжений.
Способ изготовления магнитопроводов электрических машин осуществляется следующим образом.
Рассчитывают необходимую величину натяга, обеспечивающего требуемые величины окружных сжимающих напряжении в материале пластин, штампуют пластины из листа магнитномягкогоьатериала требуемой толшины и удаляют оставшиеся после вырубки заусенцы. Собирают пластины на оправку в требуемом количестве для одного магнитопровода ( условный пакет) .Механически обрабатывает посадочные размеры собранного пакета пластин для обеспечения требуемого диаметра. Осуществляют электртрочион- ную обработку условно собранного пакета после механической обработки для снятия заусенцев с пластин с последующей тщательной их промь-ныт .
ел
О)
ч
о о
Проичподят термическую обработку ус- лояного пакета пластин в соответствии с рекомендациями ГОСТ для данного материала и термовоздушное оксидирование для получения требуемого межлис- тоного изоляционного покрытия. Осуществляют свободную посадку собранного пакета в нагретую втулку, обеспечивающую В НОрмаЛЬНЫХ УСЛОВИЯХ (при JQ
охлаждении) создание в материале пластин окружных сжимающих напряжении 10 МПа. Закрепляют пакет во втулкр в осевом направлении, например, с помощью шайбы, сваренном со втулкой, в отдельности. Например, при совмест0 до 20 МПа коэрцитивная сила возрастает в 1,6 раза.
Известно, что поперечные сжимаю- шие напряжения сравнительно малой величины резко ухудшают магнитные свойства магнитномягких материалов.
Как показано на графиках (Фиг. 1,2), при одновременном воздействии окружных сжимающих и поперечных сжинающих напряжений наблюдается более резкое изменение магнитных свойств Ферромагнетиков, чем при действии 6 и &с
в отдельности. Например, при совмест0 до 20 МПа коэрцитивная сила возрастает в 1,6 раза.
Известно, что поперечные сжимаю- шие напряжения сравнительно малой величины резко ухудшают магнитные свойства магнитномягких материалов.
Как показано на графиках (Фиг. 1,2), при одновременном воздействии окружных сжимающих и поперечных сжинающих напряжений наблюдается более резкое изменение магнитных свойств Ферромагнетиков, чем при действии 6 и &с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1972 |
|
SU344548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИХТОВАННОГО ПАКЕТА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2020 |
|
RU2739420C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| СПОСОБ УПРАВЛЕНИЯ МАГНИТНЫМ ПОТОКОМ, СОЗДАВАЕМЫМ ПОСТОЯННЫМ МАГНИТОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2092922C1 |
| СИЙУСНО-КОСИНУСМЬШ ПРЕОБРАЗОВАТЕЛЬ | 1971 |
|
SU316110A1 |
| Раствор для химического травления металлов группы железа | 1990 |
|
SU1742355A1 |
| Способ контроля качества изготовления пакетов статоров микроэлектродвигателей | 1991 |
|
SU1817195A1 |
Изобретение относится к электротехнике, и частности к способам изготовления шихтованных магннтопро- водов (статоров) электрических машин, и может быть использовано в электротехнической промышленности и в точном приборостроении. Целью изобретения является улучшение электромагнитных характеристик путем увеличения максимальной магнитной проницаемости и снижения удельных потерь. Для этого механическую обработку посадочного диаметра пакета пластин осуществляют перед термической обработкой. Посадку пакета пластин ведут в нагретую втулку, которая при охлаждении обеспечивает сжимающее усилие не более 10 МПа. Пакет закрепляют во втулке в осевом направлении при поперечных сжимающих напряжениях 2-3 МРэ. 3 ил. 3 b
при поперечных сжимающих напряжениях 6 2-3 МПа. Производят механическую и электроэрозионную обработку диаметра рпс точки.
Пример. Пластины штампуют из прецизионного магнитномягкого сплава марки ЗОН. Крайние пластины вырубают из лент толщиной 0,35 мм, а средние- из лент толщиной 0,15 мм. После снятия заусенцев две крайние пластины и 33-34 шт. средних собирают на оправку в пакет высотой 6,34° г мм. Собранный пакет подвергают механической обработке по посадочным размерам и зле- ктрозроэионной обработке для снятия заусенцев. На всех последующих операциях изготовления магнитопроводов запрещается перестановка пластин в пакете. Для определения оптимальных
окружных и сжимающих напряжений, воз
никающнх при изготовлении пакетов статоров, исследуют влияние сложно- напряженного состояния, имитирующего напряженное состояние пакетов магнитпроводов электрических машин прямого исполнения, на магнитные свойства магнитномягких материалов (фиг. 1-3).
Как видно на графиках (фиг.1,2), в образцах сплава ЗОН при действии окружных сжимающих напряжений максимальная магнитная проницаемость и индукция в области малых и средних полей значительно уменьшается (в 4- 5 раз при 6 20 МПа). При увеличении &f кривые намагничивания сдвигаются вправо в сторону больших намагничивающих полей. Например,при 6 20 МПа намагничивающее поле для достижения индукции 10 кГс увеличивается в 2,5 раза. При сжимающих нагрузках происходит резкое возрастание коэрцитивной силы. При изменении окружных сжимающих напряжений от
0
5
0
ном воздействии & 10 МПа и 6СЖ 2 МПа максимальная магнитная проницаемость сплава 50Н ухудшается в 3-4 раза .
Из анализа графиков (фиг.1-3) можно сделать вывод, что имеется принципиальная возможность улучшить магнитные характеристики окончательно изготовленных магнитопроводов статоров электрических машин прямого ий- полнения, для чего необходимо строго регламентировать механические напряжения, возникающие п процессе изготовления пакетов статоров. Оптимальные магнитные характеристики и необходимая прочность пакетов статоров обеспечивается при создании в материале пластин окружных сжимающих
6;, 10 МПа
и
с
2
В соответствии с определенными оптимальными напряжениями рассчитывают величину натяга по известным Формулам. Затем осуществляют свободную посадку собранного пакета в нагретую втулку, обеспечивающую в нормальных условиях создание в материале пластин 6 i 10 МПа, и закрепляют пакет во втулке в осевом направлении с по- 5 мощью шайбы, сваренной со втулкой, , при поперечных сжимающих напряжениях 6с 2-3 МПа.
Пакеты статоров, изготовленные данным способом, имеют амплитудные значения максимальной проницаемости в 1,5-2,0 раза выше и удельные потери на 30-60% меньше по сравнению с магнитными свойствами магнитопроводов, изготовленных известным способом.Кроме того, данный способ повышает стабильность магнитных характеристик магнитопроводов; например, разброс удельных потерь составляет 8-12%, в то время как при известном
0
5
способе разброс чн.аченип Vf/fgoo Д стигает ЗОХ.
Формула изобретения
Способ изготовления матнитопро- .водов электрических машин, включаю- иий штамповку пластин, термическую и механическую обработку пакета пластин, посадку его во втулку и закрепление пакета во втулке в осевом направлении, отличающийся тем, что, с целью улучшения электро200
MHIннтных характеристик млгнитонро- водпя путем увеличения мяксималъноР магнитной проницаемости и снижения удельных потерь, механическу обработку посадочного диаметра пакета пластин осуществляют перед термической обработкой, посадку пакета пляс- тин ведут в нагретую втулку для обеспечения сжнмяютих усилий при охлаждении не более 10 Ufa а закрепляют пакет во втулке в осевом направлении при поперечных стимяюпчгх напряжениях 2...3 МПа.
6 9 Фиг.1
/2
Мб
юооо
Лм. ft Ч
ива
MN0
Редактор Г.Вельская
Составитель И,Белая
Техред Л.Сердкжова Корректор И.Муска
Заказ 3730
Тираж
ВНИИПИ Государственного комитета по изобретениям и открытнчм при ГКНТ СССР 113035, Иосква, Ж-35, Раугаская наб,, д. 4/
rft 0 МПа ticm
rft -f.Scfre
a tfr J - A c« & iii w -- игл
df- 0 - dfw
Подписное
| Способ изготовления сердечника магнитопровода электрической машины | 1981 |
|
SU1025004A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для определения поврежденной фазы в трехфазной сети с изолированной нейтралью | 1981 |
|
SU991544A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
