1
(21)4464347/25-12
(22)21.07.88
(46) 30.05.90. Бюл. К 20 (72) Н0Н. Сычев
(53)621.778.28 (088.8)
(56)Авторское свидетельство СССР N 505476, кл. В 21 F 11/00, 1976.
(54)ПРАВИЛЬНО-ОТРЕЗНОЙ АВТОМАТ
(57)Изобретение относится к оборудованию для правки и резки проволоки и позволяет повысить производительность и качество. В устройстве для правки и резки, содержащем размещенные на основании бухтодержатель, приводные подающие ролики, приводной правильный барабан, механизм
резки с неподвижным и подвижным ножами и приемньй лоток, подвижный нож выполнен в виде диска, по периферии которого равномерно по окружности выполнены отверстия с режущими кромками, диск соединен г приводом его поворота и фиксации. Для удаления отрезанных заготовок из отверстий диска служит выталкиватель. Привод поворота диска выполнен в виде храпового механизма, кинематически связанного через кулачок, установленный на дополнительном валу, с правильным барабаном. Резка проволоки осуществляется при движении ножа по достижению проволокой неподвижного упора. 3 з.п. ф-лы, 2 ил.
с S
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРЕЗНОЕ УСТРОЙСТВО АВТОМАТА ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1991 |
|
RU2028202C1 |
| Автомат для правки и резки проволоки | 1991 |
|
SU1779450A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ И РЕЗКИ ПРОВОЛОКИ, ПРУТКОВ, ЛЕНТЫ И ДРУГИХ ПОДОБНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2253531C1 |
| Правильно-отрезной автомат | 1979 |
|
SU795660A1 |
| Правильно-отрезной автомат | 1987 |
|
SU1473913A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| Автомат для навивки многогранныхпРОВОлОчНыХ СпиРАлЕй | 1979 |
|
SU848130A1 |
| Правильно-отрезной автомат | 1982 |
|
SU1026908A1 |
Изобретение относится к оборудованию для правки и резки проволоки и позволяет повысить производительность и качество. В устройстве для правки и резки, содержащем размещенные на основании бухтодержатель, приводные подающие ролики, приводной правильный барабан, механизм резки с неподвижным и подвижным ножами и приемный лоток, подвижный нож выполнен в виде диска, по периферии которого равномерно по окружности выполнены отверстия с режущими кромками, диск соединен с приводом его поворота и фиксации. Для удаления отрезанных заготовок из отверстий диска служит выталкиватель. Привод поворота диска выполнен в виде храпового механизма, кинематически связанного через кулачок, установленный на дополнительном валу, с правильным барабаном. Резка проволоки осуществляется при движении ножа по достижению проволокой неподвижного упора. 3 з.п. ф-лы, 2 ил.
Изобретение относится к оборудованию для правки и резки проволоки в процессе изготовления электродов для дуговой сварки и может быть использовано в машиностроении, судостроении, химической и других отраслях промышленности.
Цель изобретения - повышение производительности и качества.
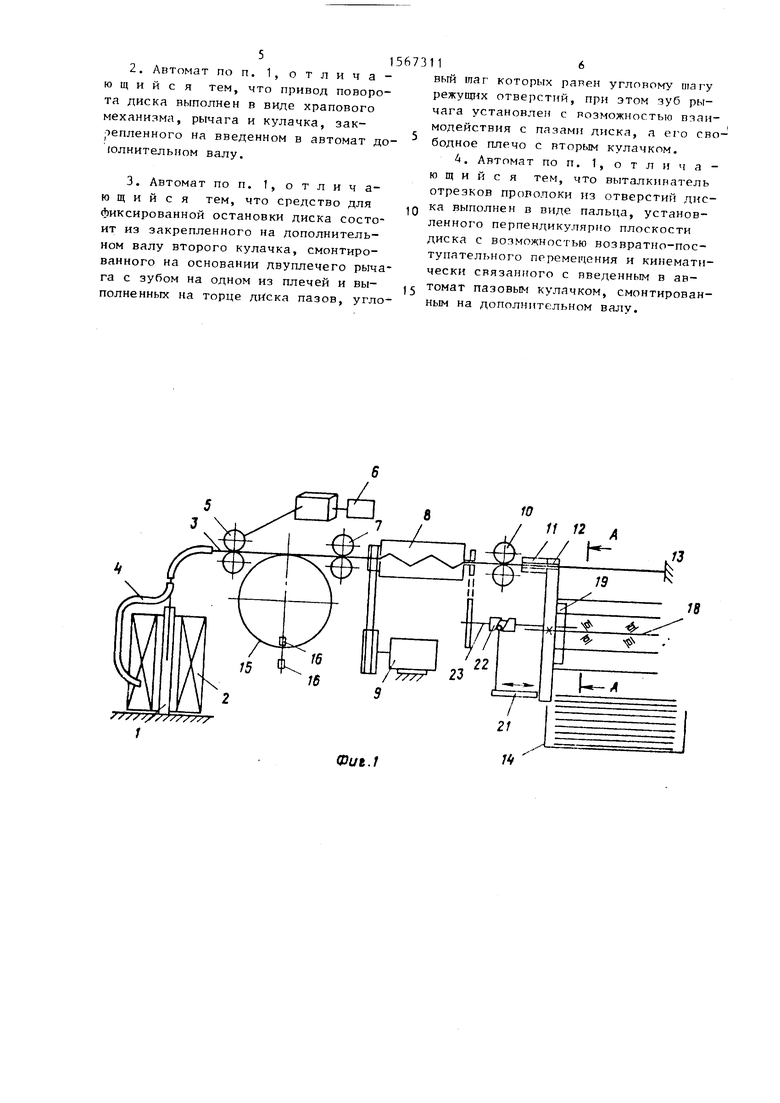
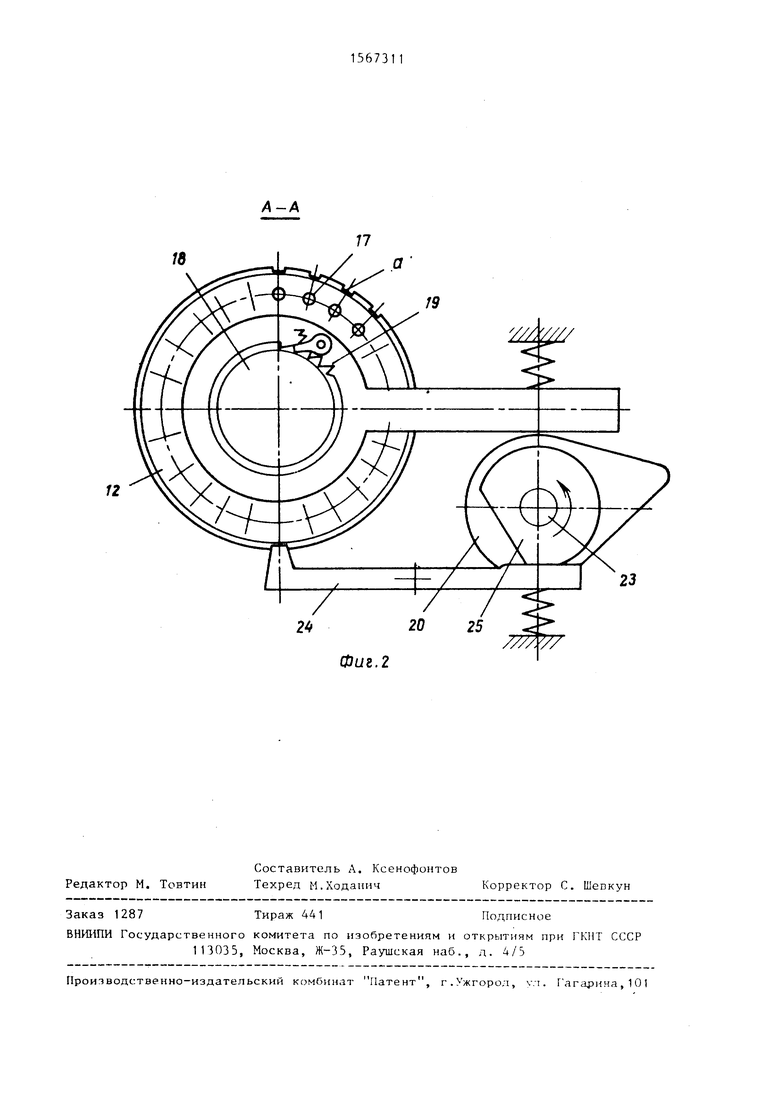
Па фиг. 1 изображен правильно- отрезной автомат, общий вид; на фиг. 2 - привод поворота и фиксации диска, разрез А-А на фиг. 1.
Правильно-отрезной автомат содержит бухтодержатель 1 для бухты 2 с проволокой 3 и водилом 4, подающие ролики 5 с приводом 6, неприводные направляющие ролики 7, правильный барабан 8 с приводом его вращения 9 (не показан), приводные подающие ролики 10, механизм резки, включающий неподвижный втулочный нож 11 и подвижный нож 12, а также упор 13 и приемный лоток 14. Проволока 3 между подающими роликами 5 и 7 делает петлю 15, размеры которой ограничены датчиками 16, например, типа БВК, связанными с приводом 6 вращения роликов 5. Подвижный нож 12 выполнен в виде диска, в котором равномерно по окружности выполнены отверстия 17 с режущими кромками, на наружной торцовой поверхности диска выполнены пазы о с угловым тагом, равным шагу отверстий 17 диска. Диск закреплен на валу 18 и через храповой механизм 19, кулачок 20, зубчатую передачу (не обозначена) связан с правильным барабаном Н. Для удаления проволоки 5 и oTHopi inn 17 ножа 12
ел а vj
00
предназначен выталкиватель, выполненный в виде пальца 21, установленного с возможностью возвратно-поступательного перемещения и связанного через пазовый кулачок 22, установленный на дополнительном валу 23, через зубчатую передачу (не обозначена) с правильным барабаном 8. Автомат также снабжен стопором для остановки подвижного ножа 12 в заданном положении, выполненным в виде рычага 24, связанного одним концом с кулачком 25, установленным на дополнительном валу 23, а вторым концом взаимодействующего с пазами о диска. Для приема отрезанных заготовок проволоки 3 служит приемный лоток 14. Кулачки 20 и 25 установлены соосно на дополнительном валу 23, их рабочие профилированные поверхности расположены диаметрально противоположно. Пазовый кулачок 22 также установлен на привод- ,ном валу 23, связанном через зубчатую передачу с правильным барабаном 8. Храповой механизм 19 и стопор составляют привод поворота и фиксации диска.
Правильно-отрезной автомат работает следующим образом.
Включается привод 6 вращения роликов 5. Проволока 3 разматывается с бухты 2 и через водило 4 подается роликами 5. После приводных роликов 5 проволока изгибается, образуя петлю 15, которая компенсирует прерывистое движение проволоки 5 после петли 15 и равномерное до петли 15. После роликов 7 проволока 5 проходит через правильный барабан 8. Неприводные ролики 7 служат для ограничения крутящего момента, возникающего в правильном барабане 8. Во вращающемся правильном барабане 8 происходит деформация проволоки 3. При вращении правильного барабана 8 рычаг 24 стопора входит в паз а диска и фиксирует его от поворота. При этом отверстия неподвижного 11 и подвижного ножа 12 совмещаются. Проволока проходит через неподвижный втулочный нож 11, затем через отверстия 17 диска до упора 13. От кулачка 20 рычаг колеса храпового механизма 19 поднимается, при этом от кулачка 25 рычаг 24 стопора
выходит из паза Q и диск поворачива- i
ется на угол, равный расстоянию между отверстиями 17 ножа 12. Проволока 3 отрезается. При этом период сраба
5
0
5
0
5
0
5
0
5
тывания ножа 12 (время между двумя резами проволоки) несколько больше времени прохождения проволоки 3 от плоскости реза до упора 13. Так как отрезание проволоки происходит при движении ножа 12 в одну сторону, то затраты времени на перемещение ножа 12 в положение резки снижаются, что повышает производительность автомата. Как только проволока 3 достигнет положения выталкивателя и диск зафиксируется рычагом 24 стопора через пазовый кулачок 22, палец 21 войдет в отверстие 17 ножа 12 и вытолкнет мерную заготовку проволоки 3 в приемный лоток 14, а затем палец 21 возвратится в исходное положение. Диск повернется на заданный угол и процесс отрезки проволоки и ее выталкивания повторится. От реверсивного привода диск можно поворачивать в сторону, противоположную первоначальной, что позволяет полнее использовать режущие кромки отверстий 17 подвижного ножа 12. Также можно нож 12 повернуть другой стороной к неподвижному ножу 11, что повышает срок службы ножа 12.
Такое выполнение правильно-отрезного автомата по сравнению с прототипом повышает его производительность за счет того, что подвижный нож совершает движение в одну сторону и время на установку ножа в положение реза сокращается.
Формула изобретения
515673
116
вый шаг которых равен угловому шагу режущих отверстий, при этом зуб рычага установлен с возможностью взаимодействия с пазами диска, а его свободное плечо с вторым кулачком.
fe
13
(Put.t
18
24
Фиг.2
23
