Изобретение относится к обработке металлов давлением и монет быть испо льзовано при изготовлении молотовых штампов, а именно при нагреве их перед закалкой.
Цель изобретения - повышение производительности за счет сокращения времени нагрева и снижение энергоемкости процесса нагрева штампов при сохранении их качества.
Способ осуществляется следующим образо м.
Штампы, предназначенные под термообработку, загружают в печь с температурой 550-600°С, нагревают до температуры выше точки Асэ и в,ыдерживают. Нагрев штампов до температуры выше Ас, ведут в два этапа, причем первый осуществляют в течение времени, равного Г ЗбЗ2 , ч, с линейным изменением температуры печи до 00-800СС, второй осуществляют в течение времени Си
60S(tnoe/tne4)/(4t
печ
- t
поз
).
ел
с Ј о
Од СО
поддерживая постоянной температуру печи, превышающей заданную конечную температуру нагрева штампа не менее, чем на 30°С. Выдержку штампов осуще- „ ствляют з течение времени, равного
3,6S2 jt пец- t П06 , ч, при температуре печи, превышающей конечную заданную температуру нагрева штампа на 5°С, где t печ - температура печи на втором этапе нагрева, °С; t поъ - заданная конечная температура нагрева штампа, °С; S - толщина штампа, м.
Длительность первого этапа нагрева (°n 36s2, ч) и линейное изменение температуры печи от 550-600 до 700- 800°С обусловлены необходимостью уменьшения термических напряжений, возникающих в штампах при нагреве, что ведет к получению высокого каче- ства штампов.
Нагрев штампов при температуре печи ниже 550°С или выше 800°С за указанное время приводит к деформации штампов при закалке из-за наличия бо- льших термических напряжений. ( За более короткое время (менее 36s2) первого этапа нагрева штампы не успевают нагреться до необходимой температуры, перепад температур по сечению велик, остаются большими термические напряжения, ухудшается качество штампов при закалке.
При увеличении длительности (более 36s2) первого этапа нагрева возра стает общее время нагрева, вследствие чего растут затраты топлива, снижа - ется производительность печи.
В течение второго этапа нагрева, время которого определяется по форму- ле Ј„ 60S(tnoB/tne4)/(tne4- t), ч, для обеспечения интенсивного нагрева штампов поддерживают постоянную температуру в печи, превышающую конечную температуру нагрева штампа не менее, чем на 30°С. При таком режиме сокращается длительность нагрева штампов.
Невыполнение условия постоянства температуры печи приводит к перерас- ходу топлива, а поддержание температуры печи выше заданной конечной тем пературы штампа менее, чем на 30°С, к увеличению продолжительности интенсивного нагрева, перерасходу топлива и снижению производительности печи. Сокращение длительности второго этапа нагрева (Ји менее 60S(tnoe/
/tne4)/(- jtne4- t пов), ч, вызывает недогрев штампов до необходимой температуры закалки, приводящий к браку штампов при закалке.
С увеличением времени второго этапа Нагрева ( н более 60S(tnoe/tne4)/
5 0
5 п
5
/(-Jtnew t noe ч) возрастает удельный расход топлива, общая продолжительность процесса нагрева, снижается производительность печи.
По окончании второго этапа нагрева температура поверхности штампов достигает температуры закалки, но остается перепад температур. Для выравнивания температуры по сечению штампа осуществляют выдержку, длительность которой определяется по формуле Јв 3,б52л 4 t печ- tao&, ч , при температуре печи, превышающей заданную конечную температуру нагрева штампа на 5вС.
С уменьшением длительности выдерж- ки ( Свменее 3,6s2 - |tne4- tn06 ) остается неравномерность температуры по сечению штампа, что ухудшает качество штампа при закалке. Увеличение длительности выдержки ( Јв более 3,6s2 tnoe) приводит к перерасходу топлива, снижению производительности печи 44 увеличению общего времени процесса нагрева.
Задание температуры печи, превышающей конечную заданную температуру поверхности штампа более, чем на 5° С, приводит к нежелательному подъему конечной температуры поверхности штампа, т.е. к перегреву, которое сопровождается ухудшением качества штампов при закалке, поддержание температуры печи, превышающей конечную температуру нагрева штампа менее, чем на 5°С, влечет за собой увеличение продолжительности выдержки, а также расхода топлива и общего времени нагрева.
Пример. Нагрев вели в пламенной печи. Штампы нагревали от 20 до 860йС. Температура печи в момент загрузки 600 С. Толщина штампов 0,3 м. Штампы укладывали на подину в один слой.
За время Јn 36s2, 30S2 и 40S2 температуру печи поднимали от 600 до 650-850°С (первый этап нагрева). По истечении указанного времени как можно быстрее (примерно за 0,5 ч и менее} температуру печи поднимали в одном .случае до 890 С, что превышало конечную температуру нагрева штампа на 30°С, а в другом случае - до 910е С (т.е. tпов+ 50°С). Указанные температуры печи (890 и 9Ю°С) поддерживали постоянными в течение времени, определяемого по формуле он 60S(tffoe/ /t«,e4)/( tfie4 ) (второй этап нагрева). Кроме того, проводили нагрев с поддержанием указанных температур печи постоянными в течение времени, больше или меньше предлагаемого. Выдержку осуществляли в течение времени
Ј8 3.6S -J7
печ
- t
пое
- tnM- СПОБ, Јв 4,OS2
3.0S
- t
noe
(ч), при температуре печи,
10
15
превышающей конечную заданную температуру нагрева штампов на 5°С, менее чем на 5° С и более, мем на 5°С, что соответствовало значениям 865, 860 и .
Длительность нагрева контролировали, начиная с момента загрузки штампов в печь и кончая выдачей нагретых штампов из печи, с помощью часового механизма. По окончании процесса нагрева штампы извлекали из печи и охлаждали в масле.
Был проведен также нагрев от 20 до 860йС штампов толщиной 0,3 м по известному способу. Начальная темпег ратура печи (в момент загрузки штампов) 600°С. Время Нагрева определялось25 по формуле Јц S/0,025, (ч), а длительность выдержки Се 0,2ГН, ч . Нагрев и выдержка осуществлялись при температуре печи 860°. Штампы уклады- в ались на подину в один слой.
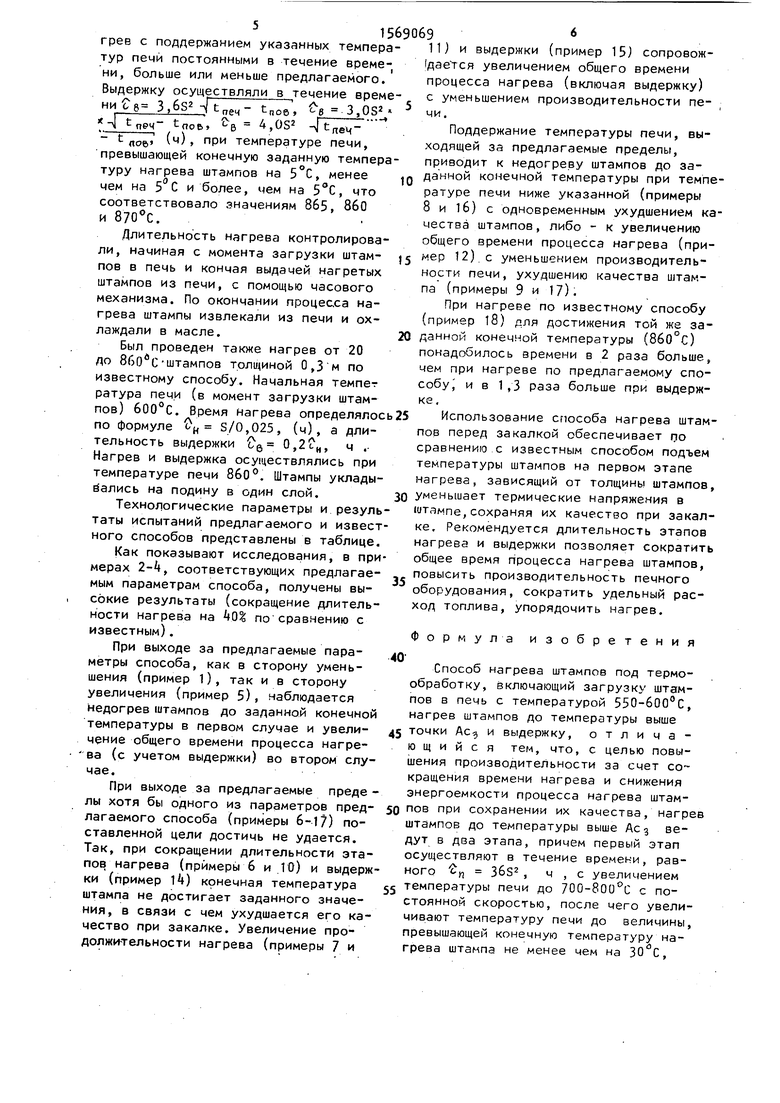
Технологические параметры и результаты испытаний предлагаемого и известного способов представлены в таблице.
Как показывают исследования, в примерах 2-4, соответствующих предлагаемым параметрам способа, получены высокие результаты (сокращение длительности нагрева на 40% по сравнению с известным).
При выходе за предлагаемые параметры способа, как в сторону уменьшения (пример 1), так и в сторону увеличения (пример 5), наблюдается недогрев штампов до заданной конечной температуры в первом случае и увеличение общего времени процесса нагрева (с учетом выдержки) во втором случае.
При выходе за предлагаемые преде Поддержание температуры печи, выходящей за предлагаемые пределы, приводит к недогреву штампов до заданной конечной температуры при температуре печи ниже указанной (примеры 8 и 16) с одновременным ухудшением качества штампов, либо - к увеличению общего времени процесса нагрева (пример 12) с уменьшением производительности печи, ухудшению качества штампа (примеры 9 и 17).
При нагреве по известному способу (пример 18) рлр достижения той же за20 данной конечной температуры (860 С) понадобилось времени в 2 раза больше, мем при нагреве по предлагаемому способу, и в 1,3 раза больше при выдержке.
Использование способа нагрева штампов перед закалкой обеспечивает по сравнению с известным способом подъем температуры штампов на первом этапе нагрева, зависящий от толщины штампов,
Зо уменьшает термические напряжения в штампе,сохраняя их качество при закалке. Рекомендуется длительность этапов нагрева и выдержки позволяет сократить общее время процесса нагрева штампов, повысить производительность печного оборудования, сократить удельный расход топлива, упорядочить нагрев.
35
Формула изобретения
40
Способ нагрева штампов под термообработку, включающий загрузку штампов в печь с температурой 550-600°С, нагрев штампов до температуры выше д5 точки Ас-з и выдержку, отличающийся тем, что, с целью повышения производительности за счет со кращения времени нагрева и снижения
энергоемкости процесса нагрева штам- лы хотя бы одного из параметров пред- 50 пов ПРИ сохранении их качества, нагрев латаемого способа (примеры 6-17) по- штампов до температуры выше Асз ве- ставленной цели достичь не удается. Так, при сокращении длительности этапов нагрева (примеры 6 и 10) и выдержки (пример 14) конечная температура штампа не достигает заданного значения, в связи с чем ухудшается его качество при закалке. Увеличение продолжительности нагрева (примеры 7 и
55
дут в два этапа, причем первый этап осуществляют в течение времени, равного Јп ЗбЗ2, ч , с увеличением температуры печи до 700-800°С с постоянной скоростью, после чего увеличивают температуру печи до величины,
превышающей конечную температуру нагрева штампа не менее чем на 30ЙС,
9069
10
15
25
11) и выдержки (пример 15) сопровож- (дается увеличением общего времени процесса нагрева (включая выдержку) с уменьшением производительности печи.
Поддержание температуры печи, выходящей за предлагаемые пределы, приводит к недогреву штампов до заданной конечной температуры при температуре печи ниже указанной (примеры 8 и 16) с одновременным ухудшением качества штампов, либо - к увеличению общего времени процесса нагрева (пример 12) с уменьшением производительности печи, ухудшению качества штампа (примеры 9 и 17).
При нагреве по известному способу (пример 18) рлр достижения той же за20 данной конечной температуры (860 С) понадобилось времени в 2 раза больше, мем при нагреве по предлагаемому способу, и в 1,3 раза больше при выдержке.
Использование способа нагрева штампов перед закалкой обеспечивает по сравнению с известным способом подъем температуры штампов на первом этапе нагрева, зависящий от толщины штампов,
Зо уменьшает термические напряжения в штампе,сохраняя их качество при закалке. Рекомендуется длительность этапов нагрева и выдержки позволяет сократить общее время процесса нагрева штампов, повысить производительность печного оборудования, сократить удельный расход топлива, упорядочить нагрев.
35
Формула изобретения
Способ нагрева штампов под термообработку, включающий загрузку штампов в печь с температурой 550-600°С, нагрев штампов до температуры выше точки Ас-з и выдержку, отличающийся тем, что, с целью повышения производительности за счет со кращения времени нагрева и снижения
энергоемкости процесса нагрева штам- пов ПРИ сохранении их качества, нагрев штампов до температуры выше Асз ве-
дут в два этапа, причем первый этап осуществляют в течение времени, равного Јп ЗбЗ2, ч , с увеличением температуры печи до 700-800°С с постоянной скоростью, после чего увеличивают температуру печи до величины,
энергоемкости процесса нагрева штам- пов ПРИ сохранении их качества, нагре штампов до температуры выше Асз ве-
превышающей конечную температуру нагрева штампа не менее чем на 30ЙС,
и сохраняют ее постоянной во время нагрева штампа определяемое по зависимости
держивают штамп при этой температуре а течение времени, равного
Св 3,
печ tnoe
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИССЛЕДОВАНИЯ ПРЕВРАЩЕНИЙ ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 1992 |
|
RU2090631C1 |
| Способ термической обработки молотовых штампов | 1988 |
|
SU1765210A1 |
| Способ термической обработки штампов | 1981 |
|
SU1006514A1 |
| Способ нагрева труб под прокатку | 1988 |
|
SU1565903A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БОЙКОВ И ТЯЖЕЛОНАГРУЖЕННЫХ ШТАМПОВ | 2012 |
|
RU2471878C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 1991 |
|
RU2023026C1 |
| СПОСОБ ЗАКАЛКИ МАССИВНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1996 |
|
RU2105823C1 |
| Способ закалки изделий | 1979 |
|
SU863670A1 |
| СПОСОБ ОТОПЛЕНИЯ ПЕЧИ С КАМЕРАМИ ПРЕДВАРИТЕЛЬНОГО И ОКОНЧАТЕЛЬНОГО НАГРЕВА МЕТАЛЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139944C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРУЕМОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2562186C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении молотовых штампов, а именно при нагреве их перед закалкой. С целью сокращения длительности их нагрева и снижение энергоемкости осуществляют ступенчатый режим нагрева. Длительность этапов нагрева и выдержки определяется по формулам Τп=36S2(4)
Τн=60S(Tпов/Tпеч)/√Tпеч-Tпов (4)
Τв=3,6S2√Tпеч-Tпов (4)
где Τп, Τн - этапы нагрева
Τв - выдержка
S - толщина штампа, м
Tпов -заданная конечная температура поверхности штампа, °С
Tпеч - температура печи на втором этапе нагрева, °С. На первом этапе нагрева температура печи линейно изменяется от 550-600°С до 700-800°С. На втором этапе Tпеч постоянна и превышает Tпов не менее чем на 30°С, а во время выдержки Tпеч постоянна и превышает Tпов на 5°С. Подъем температуры штампов на первом этапе нагрева сохраняет качество штампов при закалке, а рекомендуемая длительность этапов нагрева и выдержки позволяет повысить производительность и сократить удельный расход энергии при нагреве под термообработку. 1 табл.
Јн 60S(tw B/tnew)/(-itITe4- tnOB), ч 5
после чего уменьшают температуру печи до величины, превышающей конечную температуру нагрева штампа на 5 С, и вы- JQ
Редактор Л. Зайцева
Составитель С. Малай Техред л.Сердюкоав
Заказ
Тираж А95
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. Ц/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, П1
t пец - температура печи во втором
этапе нагрева,°С; t оов - заданная конечная температура штампа, С; S - толщина штампа, м.
Корректор 0. Ципле
Подписное
| Башнин Ю.А | |||
| и др | |||
| Технология термической обработки, - М.: Металлургия, ,1986,-с | |||
| Приспособление для увеличения сцепной силы тяги паровозов и других повозок | 1919 |
|
SU355A1 |
| ( СПОСОБ НАГРЕВА ШТАМПА ПОД ТЕРМООБРАБОТКУ | |||
