Изобретение относится к порошковой металлургии, в частности к устройствам для прессования биметаллических изделий из порошка.
Цель изобретения - увеличение выхода годных изделий и регулирование толщины слоев изделия.
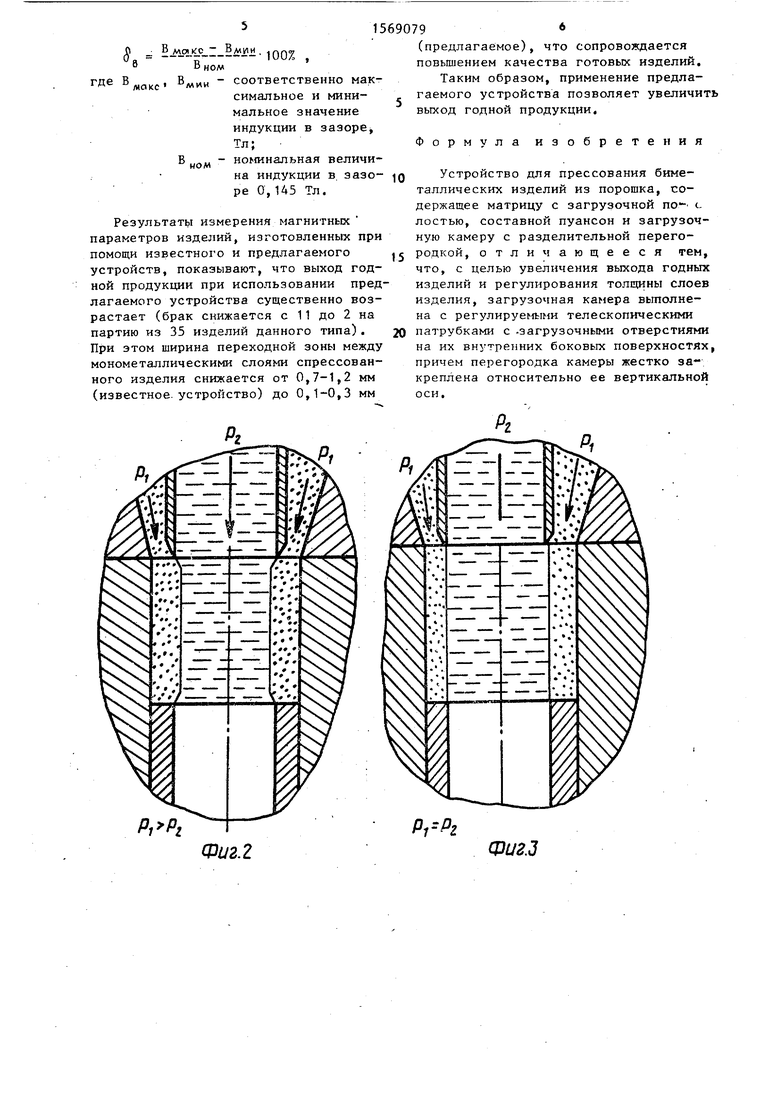
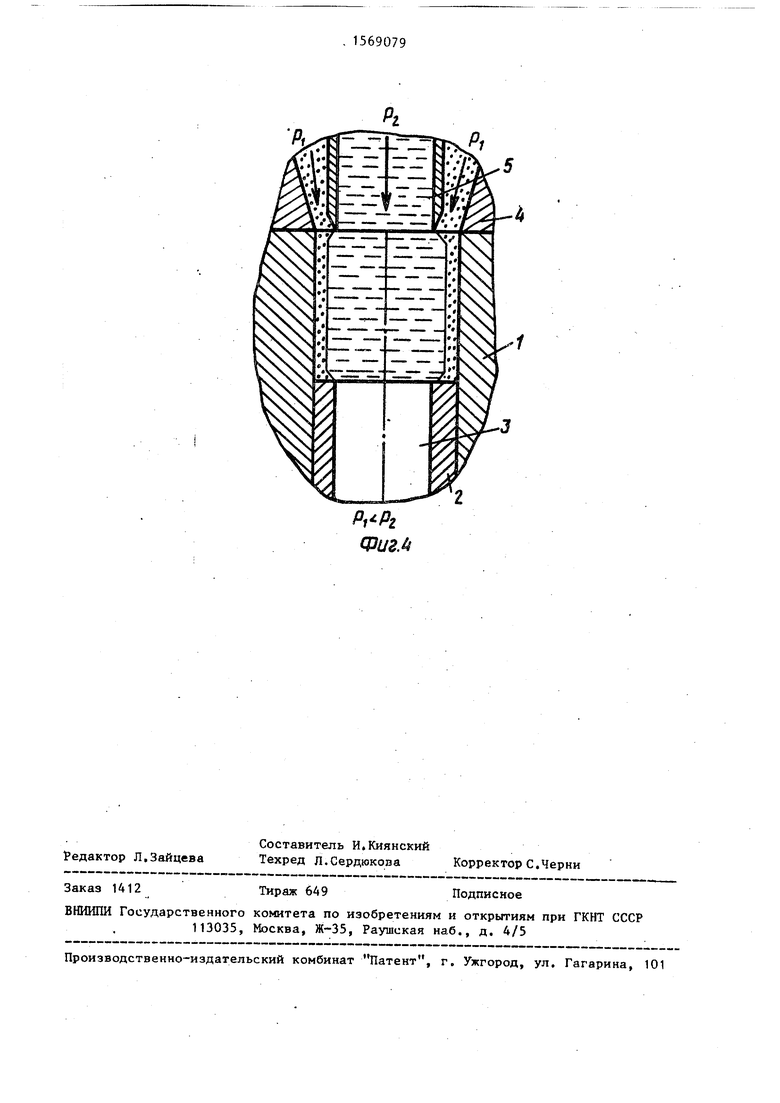
На фиг,1 показано устройство для прессования биметаллических изделий из порошка, общий вид; на фиг,2-4 - варианты схемы регулирования толщины слоев биметаллического изделия.
Устройство для прессования биметаллических изделий состоит из матрицы 1 с полостью (не показана), в которой размещен составной пуансон, состоящий из наружной 2 и внутренней 3 частей, дополнительной камеры 4 с разделительной перегородкой 5, регулируемыми телескопическими патрубками 6 и 7 с загрузочными отверстиями 8, расположенными на внутренних боковых поверхностях патрубков 6 и 1, Разделительная перегородка жестко закреплена в Камере 4 (без возможности опускания в полость матрицы 1).
На примере цилиндрической биметаллической прессовки с вертикальным расположением слоев показана возможность управления толщиной наружного слоя изделия за счет соотношения давлений порошков в отсеках камеры (фиг.2-4).
Такая регулировка обусловлена выражением
s - .tLnl:- .
S где S
Кhi-if 5
Р
-h-y
и S - толщина слоя порошков первого и второго тавов соответственно; К - коэффициент пропорциональности, зависящий от формы и размеров биметаллического изделия
, hg - высота столба порошков первого и второго составов соответственно}
Уг
5
- насыпная плотность порошков;
р - давление порошков в полости матрицы.
Устройство работает следующим образом.
В зависимости от требуемой толщины
0 наружного слоя порошка и их насыпной плотности реализуется необходимый вариант (из трех возможных, указанных на фиг,2-4) биметаллического изделия путем регулирования высоты столбов
5 порошка в отсеках с помощью телескопических патрубков 6 и 7. Камера 4 устанавливается над полостью матрицы 1, в которой размещены части 2 и 3 пуансона. Торцовые поверхности частей
0 пуансона находятся в одной плоскости с основанием (не показано) камеры 4 и закрывают полость матрицы 1f Далее части 2 и 3 пуансона плавно опускаются, открывая полость матрицы до уровней, соответствующих заданным объемам порошков. При этом порошки проникают в полость матрицы, не перемешиваясь, и образуют четкую границу раздела. После заполнения порошками полости матрицы камера 4 перемещается по плоскости основания для обеспечения прессования порошков в полости матрицы с помощью сжимающего пуансона (не показан) . Затем части 2 и 3 пуансона 5 поднимаются в исходное положение для извлечения биметаллического изделия.
Повышение качества биметаллических изделий рассматривают на примере изготовления цельнопрессованных магнитных систем (изделий типа магнит- маг- нитопровод). Для магнитной системы амперметра М381 критериями качества таких изделий являются величина остаточного магнитного потока системы в контрольном приспособлении j от 0,85 -1СГ4до 1,00-1СГ4Вб; относительная неравномерность индукции в рабочем за- зазоре контрольного приспособления в Ј 5%
0
0
Р,
Р,

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ИЗНОСОСТОЙКИХ ИЗДЕЛИЙ | 2009 |
|
RU2405658C1 |
| Устройство объемного дозирования порошков | 1990 |
|
SU1750966A1 |
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| Устройство для прессования изделий из порошка | 1988 |
|
SU1524966A1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ЦЕЛЬНОПРЕССОВАННЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111086C1 |
| РОТАЦИОННЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 1992 |
|
RU2041825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264886C1 |
| Способ прессования многослойных изделий из порошковых материалов с вертикальным расположением слоев | 1982 |
|
SU1026958A1 |
Изобретение относится к порошковой металлургии. Цель - увеличение выхода годных изделий и регулирование толщины слоев изделия. С помощью телескопических патрубков 6 и 7 регулируют высоту столбов порошка в отсеках камеры 4, установленной над полостью матрицы с размещенными в ней частями пуансона (торцовые поверхности этих частей находятся в одной плоскости с основанием камеры 4). Затем части пуансона плавно опускаются до заданного уровня, разнородные порошки проникают, не перемешиваясь, в полость матрицы и образуют четкую границу раздела между вертикальными слоями. После заполнения полости порошками камера 4 перемещается по плоскости основания, а порошки в полости матрицы прессуются с помощью сжимающего пуансона. После этого части нижнего пуансона поднимаются в исходное положение и выталкивают биметаллические изделия. Применение данного устройства позволяет на 25% увеличить выход годной продукции при изготовлении биметаллических изделий. 4 ил.
P,PI
Фиг.2
Рг-Рг
Фиг.З
Редактор Л.Зайцева
Составитель И.Киянсхий Техред Л.Сердюкова
Заказ 1412
Тираж 649
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Ъ ГЬ ФигЛ
Корректор С.Черни
Подписное
| Патент США V 3859016, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| СПОСОБ ВИЗУАЛЬНОГО ОТОБРАЖЕНИЯ И ДИНАМИЧЕСКОГО АНАЛИЗА СОСТОЯНИЯ ЖИВОГО ОРГАНИЗМА | 2004 |
|
RU2285950C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
