Изобретение относится к области машиностроения, в частности к техническим измерениям в процессе обработки материалов резанием, и может быть использовано для определения длины участка касания ленточками концевого инструмента, например спирального сверла, поверхности обрабатываемого отверстия в процессе резания и соответственно площади контакта ленточек концевого инструмента, например спирального сверла, с поверхностью этого отверстия в процессе резания.
Известен способ определения площади контакта поверхностей, согласно которому на одну из контактирующих поверхностей наносят тонкий слой печатающейся люминесцентной краски и вводят поверхности в контакт с образованием отпечатка в виде оттиска зон контакта в результате переноса краски с одной поверхности на другую. В качестве краски используют растворы канифоли, олеиновой кислоты и дефектоля золотисто-зеленого в бензоле. Перенос краски в процессе контактирования позволяет определить площадь контакта как на предварительно окрашенной, так и неокрашенной поверхности (Крагельский И.В. Основы расчетов на трение и износ / И.В.Крагельский, М.Н.Добычин, В.С.Комбалов. - М.: Машиностроение, 1977. - С.425).
Недостатком рассмотренного выше способа определения площади контакта поверхностей посредством нанесения красителей, содержащих люминофоры, является отсутствие возможности применения для определения зоны контакта ленточек концевого инструмента с поверхностью обрабатываемого отверстия, так как эти красители непригодны для обнаружения площадей касания тел с малой шероховатостью, поскольку образующаяся пленка обладает вязкостью, и площадь ее разрушения не равна площади контакта.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому техническому результату (прототипом) является способ определения длины участка касания ленточками концевого инструмента обрабатываемой поверхности отверстия, согласно которому осуществляют процесс резания на проход образца с заданной толщиной стенки, определение в качестве геометрического параметра режущего инструмента расстояния от его вершины до уголка, измерение крутящего момента и запись его на осциллограмму, по которой находят величину  участка от начала врезания до установившего процесса резания, определяют величину
участка от начала врезания до установившего процесса резания, определяют величину  участка на осциллограмме, равную расстоянию от вершины до уголка инструмента, деленному на масштабный коэффициент, определяемый из соотношения
участка на осциллограмме, равную расстоянию от вершины до уголка инструмента, деленному на масштабный коэффициент, определяемый из соотношения

где l - толщина стенки образца, мм;
l' - расстояние на осциллограмме крутящего момента от начала врезания до начала выхода режущей части,
после чего вычисляют длину К участка касания ленточками концевого инструмента обрабатываемой поверхности по зависимости

(авторское свидетельство SU 1569081, МПК4 В23В 1/00).
Описанный способ имеет недостаток, заключающийся в высокой трудоемкости измерения длины контакта ленточек с поверхностью обрабатываемого отверстия, связанный с использованием заранее изготовленных образцов для резания с заданной толщиной стенки.
Задачей настоящего изобретения является снижение трудоемкости определения длины участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия в процессе резания.
Поставленная задача решается тем, что в способе определения длины участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия в процессе резания, включающем определение расстояния от вершины режущего инструмента до его уголка, согласно изобретению в процессе резания осуществляют регистрацию сигналов акустической эмиссии, устанавливают зависимость скорости счета акустической эмиссии от времени, необходимого для полного врезания инструмента в заготовку, и по установленной зависимости находят период времени от начала врезания вершины инструмента до момента начала установившегося процесса резания, который определяют по окончанию роста скорости счета акустической эмиссии, определяют период времени от начала врезания вершины инструмента до момента врезания уголка инструмента при заданных скорости подачи и расстоянии от вершины до уголка инструмента, а длину участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия определяют по заданной скорости подачи и разности периодов времени от начала врезания вершины инструмента до момента начала установившегося процесса резания и от начала врезания вершины инструмента до момента врезания уголка инструмента.
Снижение трудоемкости определения длины участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия в процессе резания обусловлено тем, что отсутствует необходимость в изготовлении специальных образцов с заданной толщиной стенки.
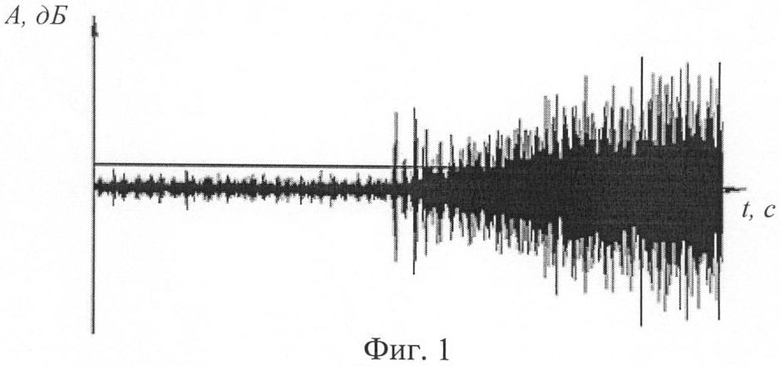
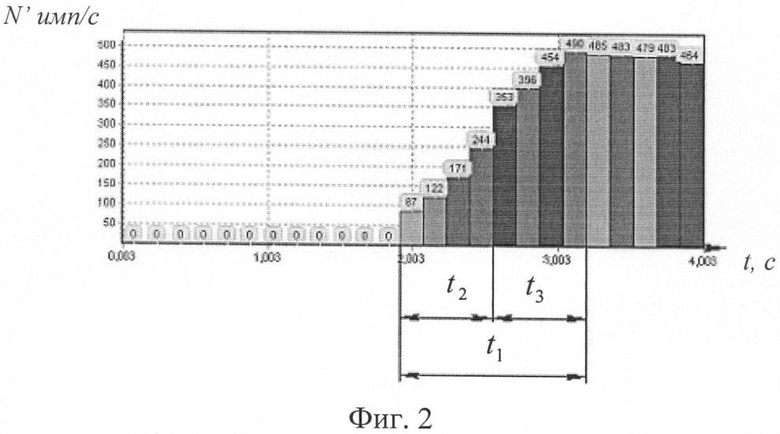
Предложенное изобретение поясняется чертежом, где на фиг.1 изображена осциллограмма сигнала акустической эмиссии, а также порог ограничения сигнала акустической эмиссии по амплитуде, по оси абсцисс отложено время t в секундах (с), по оси ординат - амплитуда А импульсов акустической эмиссии процесса резания в децибелах (дБ); на фиг.2 изображен график зависимости скорости счета  , импульсов в секунду (имп/с), акустической эмиссии от времени в секундах (с), где t1 - время от начала врезания вершины инструмента до момента начала установившегося процесса резания, t2 - время от начала врезания вершины инструмента до момента врезания уголка инструмента, t3 - время от начала врезания уголка инструмента до момента начала установившегося процесса резания; на фиг.3 изображена схема резания образца, реализующая предложенный способ, где l1 - глубина, на которую врезается концевой инструмент к моменту начала установившегося процесса резания, l2 - длина участка от вершины до уголка концевого инструмента, l3 - длина участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия в образце.
, импульсов в секунду (имп/с), акустической эмиссии от времени в секундах (с), где t1 - время от начала врезания вершины инструмента до момента начала установившегося процесса резания, t2 - время от начала врезания вершины инструмента до момента врезания уголка инструмента, t3 - время от начала врезания уголка инструмента до момента начала установившегося процесса резания; на фиг.3 изображена схема резания образца, реализующая предложенный способ, где l1 - глубина, на которую врезается концевой инструмент к моменту начала установившегося процесса резания, l2 - длина участка от вершины до уголка концевого инструмента, l3 - длина участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия в образце.
Дополнительно на фиг.3 пунктирными линиями представлен процесс резания во времени.
Способ определения длины участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия в процессе резания реализуется на образце 1 для обработки резанием посредством концевого инструмента 2, в качестве которого используют спиральное сверло.
Способ определения длины участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия в процессе резания осуществляется следующим образом. Определяют расстояние от вершины режущего инструмента 2 до его уголка. В процессе резания осуществляют регистрацию сигналов акустической эмиссии.
В качестве преобразователя акустической эмиссии можно использовать пьезокерамический датчик на основе керамики ЦТС-19, устанавливая его у поверхности образца 1, то есть у поверхности заготовки (не показано), а регистрацию сигналов акустической эмиссии производят с помощью аналого-цифрового преобразователя для получения зависимости скорости счета  акустической эмиссии от времени, необходимого для полного врезания инструмента в заготовку. Согласно ГОСТ 27655-88 скорость счета является производной суммарного счета N акустической эмиссии и представляет собой количество импульсов акустической эмиссии, превышающей порог ограничения (дискриминации) по амплитуде в единицу времени. Порог ограничения (см. фиг.1) устанавливается выше уровня шумов (Огневенко Е.С. К вопросу о выборе уровня дискриминации при обработке сигналов акустической эмиссии [Электронный ресурс] / Ю.А.Кряжев, Е.С.Огневенко // Наука и молодежь - 2008: 5-я Всероссийская науч.-техн.конф. студентов, аспирантов и молодых ученых (г.Барнаул, АлтГТУ, апрель 2008 г.). - Барнаул. - 2008. - Режим доступа: http://edu.secna.ru/main/review/2008/n10/nim2008/mtoa_otm.doc).
акустической эмиссии от времени, необходимого для полного врезания инструмента в заготовку. Согласно ГОСТ 27655-88 скорость счета является производной суммарного счета N акустической эмиссии и представляет собой количество импульсов акустической эмиссии, превышающей порог ограничения (дискриминации) по амплитуде в единицу времени. Порог ограничения (см. фиг.1) устанавливается выше уровня шумов (Огневенко Е.С. К вопросу о выборе уровня дискриминации при обработке сигналов акустической эмиссии [Электронный ресурс] / Ю.А.Кряжев, Е.С.Огневенко // Наука и молодежь - 2008: 5-я Всероссийская науч.-техн.конф. студентов, аспирантов и молодых ученых (г.Барнаул, АлтГТУ, апрель 2008 г.). - Барнаул. - 2008. - Режим доступа: http://edu.secna.ru/main/review/2008/n10/nim2008/mtoa_otm.doc).
По мере врезания концевого инструмента 2 в образец 1 увеличивается площадь контактирующих поверхностей и, следовательно, объем поверхностных слоев материала, вовлеченных в деформацию, что, в свою очередь, приводит к росту скорости счета  акустической эмиссии. Установившийся процесс резания характеризуется максимальной площадью поверхностей инструмента 2, контактирующих с обрабатываемым отверстием, поэтому момент начала установившегося процесса резания может быть определен по окончанию роста скорости счета акустической эмиссии (см. фиг.2).
акустической эмиссии. Установившийся процесс резания характеризуется максимальной площадью поверхностей инструмента 2, контактирующих с обрабатываемым отверстием, поэтому момент начала установившегося процесса резания может быть определен по окончанию роста скорости счета акустической эмиссии (см. фиг.2).
Таким образом, устанавливают зависимость скорости счета акустической эмиссии от времени, необходимого для полного врезания инструмента в заготовку, и по установленной зависимости находят период времени t1 от начала врезания вершины инструмента 2 до момента начала установившегося процесса резания, который определяют по окончанию роста скорости счета  акустической эмиссии. Определяют период времени t2 от начала врезания вершины инструмента 2 до момента врезания уголка инструмента 2 при заданных скорости подачи и расстоянии от вершины до уголка инструмента 2. Длину l3 (см. фиг.3) участка касания ленточками концевого инструмента 2 поверхности обрабатываемого отверстия в процессе резания образца 1 определяют по заданной скорости подачи и разности t3 периодов времени t1 от начала врезания вершины инструмента 2 до момента начала установившегося процесса резания и t2 от начала врезания вершины инструмента 2 до момента врезания уголка инструмента 2.
акустической эмиссии. Определяют период времени t2 от начала врезания вершины инструмента 2 до момента врезания уголка инструмента 2 при заданных скорости подачи и расстоянии от вершины до уголка инструмента 2. Длину l3 (см. фиг.3) участка касания ленточками концевого инструмента 2 поверхности обрабатываемого отверстия в процессе резания образца 1 определяют по заданной скорости подачи и разности t3 периодов времени t1 от начала врезания вершины инструмента 2 до момента начала установившегося процесса резания и t2 от начала врезания вершины инструмента 2 до момента врезания уголка инструмента 2.
Площадь контактирующих поверхностей ленточек концевого инструмента определяют по формуле
 , мм2
, мм2
где z - число ленточек концевого инструмента;
ω - угол наклона винтовой канавки инструмента, град;
f - ширина ленточки, мм.
Изобретение иллюстрируется следующим примером.
Осуществляют процесс резания концевым инструментом, например сверление спиральным сверлом (ГОСТ 10903-77) диаметром 10 мм заготовки из чугуна СЧ-20 на режимах резания: частота вращения n=530 об/мин, подача S0=0,47 мм/об. Тогда скорость подачи определяют по формуле
 мм/с.
мм/с.
В процессе резания регистрируют сигнал акустической эмиссии процесса резания и получают зависимость скорости счета  акустической эмиссии от времени, необходимого для полного врезания инструмента в заготовку, и по установленной зависимости находят период времени от начала врезания вершины инструмента до момента начала установившегося процесса резания t1=1,2 с, который определяют по окончанию роста скорости счета акустической эмиссии. Далее замеряют длину участка от вершины до уголка концевого инструмента l2=2,57 мм. Зная расстояние l2 от вершины до уголка концевого инструмента по известной скорости подачи определяют период времени от начала врезания вершины инструмента до момента врезания уголка инструмента t2=0,619 с. Тогда время от момента врезания уголков концевого инструмента до момента наступления установившегося процесса резания определяют как разность времени t1 и времени t2, и оно составляет t3=0,581 с. Времени t3 соответствует расстояние, пройденное концевым инструментом, равное длине участка касания ленточками поверхности обрабатываемого отверстия в процессе резания l3=2,411 мм.
акустической эмиссии от времени, необходимого для полного врезания инструмента в заготовку, и по установленной зависимости находят период времени от начала врезания вершины инструмента до момента начала установившегося процесса резания t1=1,2 с, который определяют по окончанию роста скорости счета акустической эмиссии. Далее замеряют длину участка от вершины до уголка концевого инструмента l2=2,57 мм. Зная расстояние l2 от вершины до уголка концевого инструмента по известной скорости подачи определяют период времени от начала врезания вершины инструмента до момента врезания уголка инструмента t2=0,619 с. Тогда время от момента врезания уголков концевого инструмента до момента наступления установившегося процесса резания определяют как разность времени t1 и времени t2, и оно составляет t3=0,581 с. Времени t3 соответствует расстояние, пройденное концевым инструментом, равное длине участка касания ленточками поверхности обрабатываемого отверстия в процессе резания l3=2,411 мм.
Затем определяют площадь контактирующих поверхностей ленточек:
 мм2
мм2
Таким образом, предложенный способ определения длины участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия в процессе резания позволяет значительно сократить трудоемкость получения искомой величины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения длины участка касания ленточками концевого инструмента обрабатываемой поверхности отверстия | 1988 |
|
SU1569081A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524464C2 |
| Способ определения износа инструмента | 1982 |
|
SU1024227A1 |
| Устройство для обработки отверстий | 1989 |
|
SU1706781A1 |
| СПОСОБ ОБНАРУЖЕНИЯ И КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2432236C2 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| Способ экспресс-контроля обработанной поверхности | 1989 |
|
SU1765758A1 |
| Спиральное сверло | 1981 |
|
SU1060342A1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| Способ обработки деталей из заготовок с неравномерным припуском | 1980 |
|
SU900990A1 |
Способ включает определение расстояния от вершины режущего инструмента до его уголка. Для снижения трудоемкости в процессе резания осуществляют регистрацию сигналов акустической эмиссии, устанавливают зависимость скорости счета акустической эмиссии от времени, необходимого для полного врезания инструмента в заготовку, и по установленной зависимости находят период времени от начала врезания вершины инструмента до момента начала установившегося процесса резания, который определяют по окончании роста скорости счета акустической эмиссии. Определяют период времени от начала врезания вершины инструмента до момента врезания уголка инструмента при заданных скорости подачи и расстоянии от вершины до уголка инструмента, а длину участка касания определяют по заданной скорости подачи и разности периодов времени от начала врезания вершины инструмента до момента начала установившегося процесса резания и от начала врезания вершины инструмента до момента врезания уголка инструмента. 3 ил.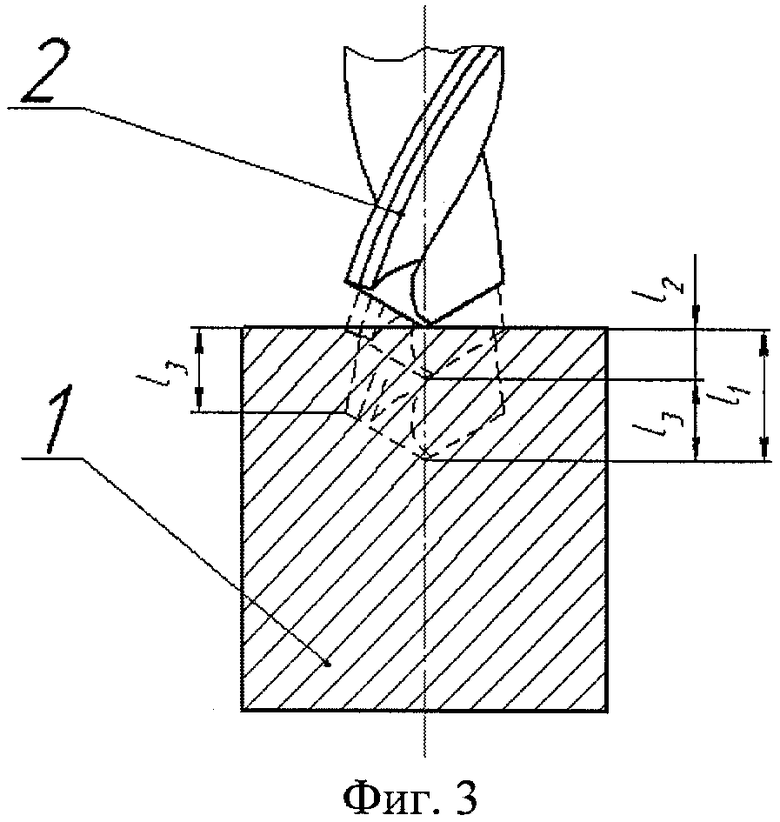
Способ определения длины участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия в процессе резания, включающий определение расстояния от вершины режущего инструмента до его уголка, отличающийся тем, что в процессе резания осуществляют регистрацию сигналов акустической эмиссии, устанавливают зависимость скорости счета акустической эмиссии от времени, необходимого для полного врезания инструмента в заготовку, и по установленной зависимости находят период времени от начала врезания вершины инструмента до момента начала установившегося процесса резания, который определяют по окончании роста скорости счета акустической эмиссии, определяют период времени от начала врезания вершины инструмента до момента врезания уголка инструмента при заданных скорости подачи и расстоянии от вершины до уголка инструмента, а длину участка касания ленточками концевого инструмента поверхности обрабатываемого отверстия определяют по заданной скорости подачи и разности периодов времени от начала врезания вершины инструмента до момента начала установившегося процесса резания и от начала врезания вершины инструмента до момента врезания уголка инструмента.
| Способ определения длины участка касания ленточками концевого инструмента обрабатываемой поверхности отверстия | 1988 |
|
SU1569081A1 |
| Способ контроля процесса резания | 1984 |
|
SU1210994A1 |
| Способ обработки | 1991 |
|
SU1798037A1 |
| КРАГЕЛЬСКИЙ И.В | |||
| Основы расчетов на трение и износ | |||
| - М.: Машиностроение, 1977, с.425. | |||

