21
20
W2
ЧЛвУ
Ire
Изобретение относится к электрохимическим методам обработки и может быть использовано для получения отверстий, сквозных пазов и щелей в тонкостенных деталях.
Целью изобретения является повышение точности и качества обработки.
На чертеже представлена схема устройства, реализующего способ.
Устройство содержит катоды 1 и 2, трафареты 3 и 4, обрабатываемую деталь 5, ванну 6 с электролитом, насос 7 с двигателем 8, трубопровод 9, редукционные обратные клапаны 10 и 11, отрегулированные На разные давления, дроссели 12, установленные на магистрали слива, трехпозицион- ный электромагнитный распределитель 13, магистрали 14 и 15 подачи электролита, Магистраль 16 слива электролита, двухпо- зиционный электромагнитный распределитель 17, осуществляющий переключение потоков слива электролита из трубопроводов 18 и 19, подвижный электроконтакт 20, связанный с золотником распределителя, Контакты 21 и 22, присоединенные к верхнему и нижнему катодам.
Способ осуществляется следующим образом.
Обрабатываемую деталь 5 помещают между двумя трафаретами 3 и 4 и плотно прижимают их к детали 5 посредством катодов 1 и 2. Затем включают насос 7 подачи электролита. Электролит из ванны 6 по трубопроводу 9, имеющему тройник, делящий поток электролита на два, через редукционные клапаны 10 и 11 и электромагнитный распределитель 13 попадает в зону обработки с каждой стороны обрабатываемой детали 5. При этом редукционные клапаны 10 и 11 настроены на разные давления. При положении а золотника распределителя 13 электролит под большим давлением поступает по магистрали 15 в зону
0
обработки катода 2, при положении в - в зону обработки катода 1, при положении золотника б электролит от обоих клапанов 10 и 11 поступает в магистраль слива.
Двухпозиционный электромагнитный распределитель 17 осуществляет переключение потоков слива электролита из трубопроводов 18 и 19 верхнего и нижнего катодов 1 и 2, обеспечивая тем самым прохождение потока через соответствующий дроссель 12. К золотнику распределителя 17 прикреплен электроконтакт 20, подсоединенный к отрицательному полюсу источника технологического напряжения. В положении а золотника контакт 20 соединяется с контактом 21 катода 1, а в положении 6 - с контактом 22 катода 2, тем самым обеспечивая анодное растворение обрабатываемой детали 5 со стороны с меньшим давлением электролита.
Формула изобретения
Способ двусторонней электрохимической обработки отверстий в листовых деталях, помещаемых между двумя параллельными
5 трафаретами, имеющими зеркальное отображение один относительно другого, и примыкающими к ним рабочими поверхностями катода, которые выполнены с ребрами треугольного профиля и при котором прокачку электролита производят через полости,
0 образованные катодом и трафаретом, отличающийся тем, что, с целью повышения точности и качества обработки, прокачку электролита с каждой стороны обрабатываемой детали осуществляют с разными давлениями, а анодное растворение произво5 дят со стороны детали с меньшим давлением электролита, при этом давления электролита, подаваемого в межэлектродный промежуток с каждой из сторон обрабатываемой детали, попеременно чередуют.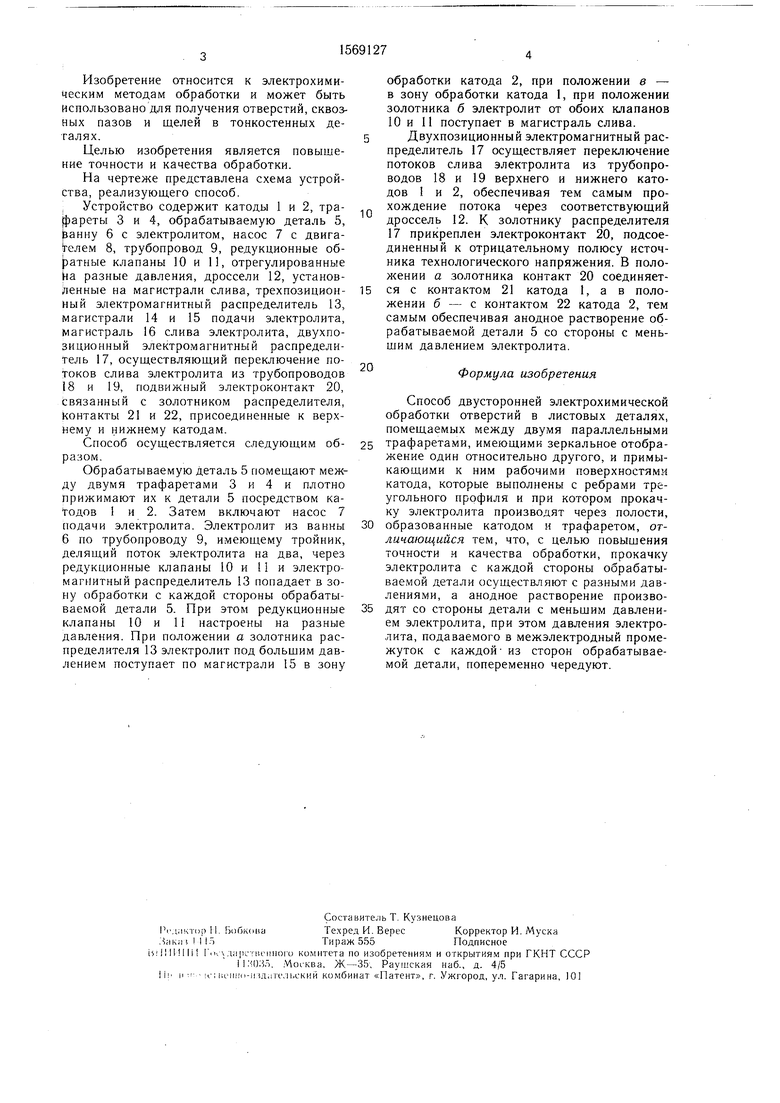
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического прошивания | 1988 |
|
SU1620229A2 |
| Устройство для электрохимического маркирования | 1985 |
|
SU1351733A1 |
| Устройство для электрохимической обработки | 1987 |
|
SU1511032A1 |
| Способ электрохимической обработки | 1987 |
|
SU1484502A1 |
| Электрод-инструмент для электрохимического маркирования | 1990 |
|
SU1815044A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Станок для электрохимической обработки | 1989 |
|
SU1685643A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2023552C1 |
Изобретение относится к электрохимическим методам обработки и может быть использовано для получения отверстий, сквозных пазов и щелей в тонкостенных деталях. Целью изобретения является повышение точности и качества обработки. Способ осуществляют следующим образом. Обрабатываемую деталь 5 помещают между трафаретами 3 и 4 и катодами 1, 2. Электролит из ванны 6 по трубопроводу 9, имеющему тройник, делящий поток электролита на два, попадает в зону обработки под разным давлением. Технологическое напряжение подают в зону обработки и осуществляют анодное растворение одной из сторон детали с меньшим давлением электролита. Затем производят обработку второй стороны детали, для чего в зону обработки подают напряжение, при этом снижают давление электролита. 1 ил.
| Устройство для электрохимического прошивания | 1987 |
|
SU1465208A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
