Изобретение относится к электрофизическим и электрохимическим методам обработки и касается, в частности, получения электрохимическим методом скозных отверстий и щелей в тонкостенных заготовках.
Целью изобретения является повышение производительности обработки за счет обеспечения одинакового времени прошивки всех отверстий путем направления подачи электролита.
Предлагаемый способ электрохимической обработки осуществляют через трафарет в проточном электролите. Причем заготовку помещают между двух трафаретов с прилегающими к ним катодами, при этом параллельные трафареты имеют зеркальное отображение один относительно другого, а прошивание отверстий, сквозных полостей, щелей осуществляют одновременно с двух сторон обрабатываемой детали. Для компенсации погрешности обработки, возникающей в результате тепло- газовыделения в зоне электрохимического растворения, особенно при значительном тракте протекания электролита, его прокачку осуществляют в противоположных направлениях вдоль каждой ее стороны. Эти и другие существенные признаки предлагаемого способа позволяют повысить производительность и точность эпектрохимичес3
00 4
сл о ic
кого прошивания отверстий, щелей в тонкостенных деталях.
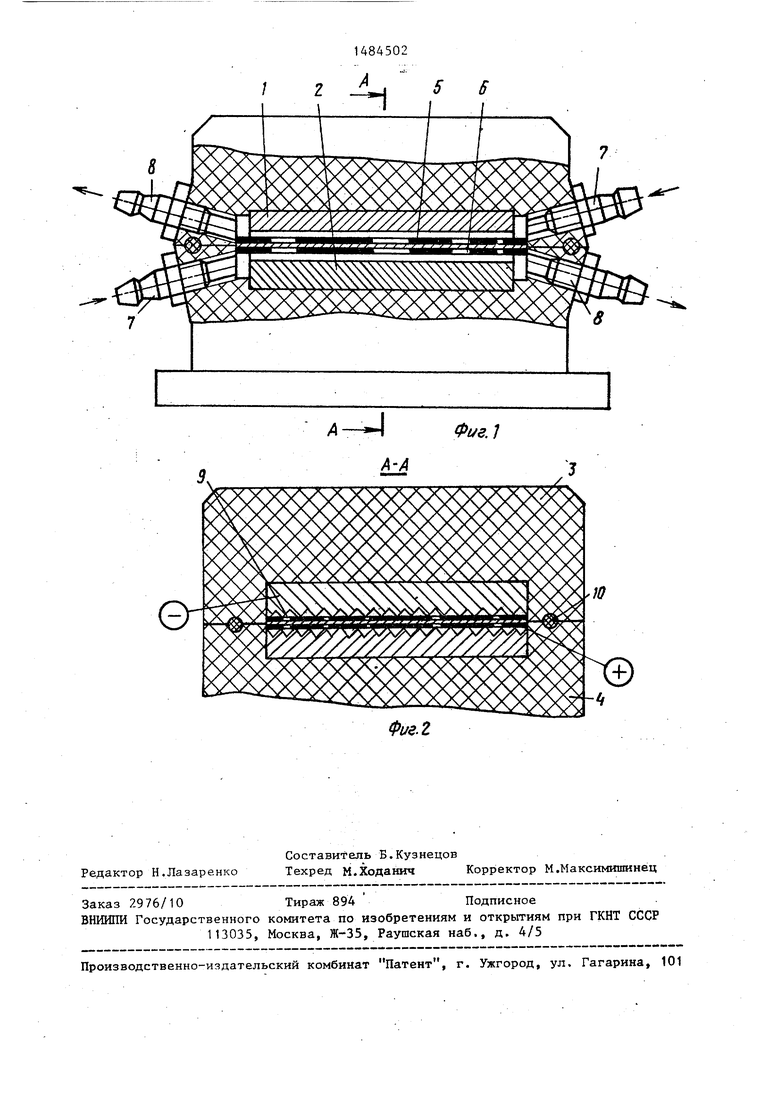
На фиг. 1 изображена схема реали- эации предлагаемого способа; на фиг. 2 - разрез А-А на фиг. 1.
Схема обработки содержит катоды 1 и 2, закрепленные в верхней 3 и нижней 4 частях разъемного корпуса, трафареты 5 и 6, расположенные параллельно и имеющие зеркальное отображение один относительно другого, штуцеры 7 для подвода и штуцеры 8 для вывода электролита из зоны обработки, обрабатываемую заготовку 9 и уплотнение 10.
Способ осуществляется следующим образом.
Обрабатываемую заготовку 9 помещают между трафаретами 5 и 6 и плотно прижимают к ним. Для этой цели верхнюю 3 и нижнюю 4 части корпуса выполняют разъемными. Также для плотного прилегания и обеспечения стабильного протекания электролита в зоне обработки рабочую катодную поверхность, прилегающую к трафарету, выполняют в виде треугольного профи- ля. Катоды 1 и 2 подсоединяют к отрицательному полюсу источника технологического напряжения, а обрабатываемую деталь - заготовку 9 - к положительному полюсу. Через штуцеры 7 подводят электролит и осуществляют прокачку через зону обработки, т.е. прокачку электролита вдоль сторон обрабатываемой детали осуществляют в противоположных направлениях. Уплотнения 10 предупреждают вытекание электролита в плоскости разъема верхней 3 и нижней 4 частей корпуса. Затем включают источник технологического напряжения. В процессе обработки происходит растворение участков поверхности заготовки 9, соответствующих прорезям в трафаретах 5 и 6, которые имеют зеркальное отобраQ жение один относительно другого. Для повышения точности обработки и упрощения изготовления устройств для реализации предлагаемого изобретения, прорези (просечки) на трафаретах,
5 соответствующие обрабатываемым контурам, выполняют.одновременно. Следовательно, обработку в предлагаемом способе осуществляют одновременно с двух сторон.
0
Формула изобретения
Способ электрохимической обработки в тонкостенных заготовках, при
5 котором обрабатываемую заготовку размещают между двумя трафаретами, имеющими зеркальное отображение один относительно другого, и- процесс обработки осуществляют одновременно с
о двух сторон с прокачкой электролита, отличающийся тем, что, с целью повышения производительности и точности обработки путем обеспечения одинакового времени прошивки отверстий на всем протяжении заготовки, прокачку электролита вдоль каждой обрабатываемой стороны заготовки осуществляют в противоположных направлениях.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| Устройство для электрохимического прошивания | 1988 |
|
SU1620229A2 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2023552C1 |
| Устройство для электрохимической обработки внутренних поверхностей трубчатых заготовок | 1987 |
|
SU1516263A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ | 1999 |
|
RU2153961C1 |
| Способ двусторонней электрохимической обработки отверстий в листовых деталях | 1988 |
|
SU1569127A1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484503A1 |
| Устройство для электрохимического прошивания отверстий | 1986 |
|
SU1414537A1 |
Изобретение относится к области электрофизических и электрохимических методов обработки и касается ,в частности, получения сквозных отверстий в тонкостенных заготовках. Целью изобретения является повышение производительности обработки за счет обеспечения условий одинакового времени прошивки всех отверстий. Обрабатываемую деталь помещают между двумя параллельными трафаретами, имеющими зеркальное отображение один относительно другого и обработку осуществляют одновременно с двух сторон. При этом прокачку электролита вдоль каждой из ее стороны осуществляют в противоположных направлениях. 2 ил.
Фиг. 2
| Галиева Р.И | |||
| Размерная электрохимическая обработка поверхностей неподвижным электродом-инструментом с применением трафаретов | |||
| - Материалы IV Всесоюзной конференции.Размерная электрохимическая обработка деталей машин, ч | |||
| II, Тула, 1975, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
